Tests of Various Forms of Belt Connections
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

*2065390* 2065390
SF 10W-A22/ SF 8M-A22 Bedienungsanleitung de Operating instructions en Mode d’emploi fr Istruzioni d’uso it Manual de instrucciones es Manual de instruções pt Gebruiksaanwijzing nl Οδηγιες χρησεως el Használati utasítás hu Instrukcja obsługi pl Инструкция по зксплуатации ru Návod k obsluze cs Návod na obsluhu sk Upute za uporabu hr Navodila za uporabo sl Ръководство за обслужване bg Instrucţiuni de utilizare ro he *2065390* 2065390 Printed: 03.09.2015 | Doc-Nr: PUB / 5161656 / 000 / 05 1 ௹ ௺ ఁ ఀ ం ఄ ః ఄ Printed: 03.09.2015 | Doc-Nr: PUB / 5161656 / 000 / 05 2 3 4 / 5 5 Printed: 03.09.2015 | Doc-Nr: PUB / 5161656 / 000 / 05 6 7 Printed: 03.09.2015 | Doc-Nr: PUB / 5161656 / 000 / 05 ORIGINAL OPERATING INSTRUCTIONS SF 10W-A22 / SF 8M-A22 cordless drill / driver 1 These numbers refer to the illustrations. You can It is essential that the operating instructions find the illustrations at the beginning of the operating are read before the power tool is operated for instructions. en the first time. In these operating instructions, the designation “the tool” always refers to the SF 10W-A22 or SF 8M‑A22 cordless Always keep these operating instructions to- drill driver with battery fitted. gether with the power tool. 1 Ensure that the operating instructions are Product overview with the power tool when it is given to other @ Side handle persons. ; Forward / reverse selector switch with transport lock = Four-speed gear selector Contents Page % Control switch (with electronic speed control) 1 General information 11 & Grip -

Celebrating the Celtic Imagination Halloween 2009
Celebrating the Celtic Imagination Halloween 2009 72 NEW Items! Fin_FALL09 V2.indd 1 8/7/09 10:36:39 AM welcome to gaelsong Samhain 2009 Happy Celtic New Year! The Celts began their new year at Samhain, the festival we now know as Halloween. This parallels the Celtic custom that the new day starts at sunset. We begin in the quiet dark time, like seeds drawing sustenance in the earth, waiting to bloom again. In the shorter days and longer nights, we reflect on the Colleen Connell, ancestors who brought us to be planted here, and feel our Founder roots grow deeper. At GaelSong, we honor our Celtic ancestors, whether we are Celts by heredity or in spirit. We bring you goods that re-imagine the forms of the past to bring the Celtic spirit to the modern age. Many items we offer are hand- crafted by artisans devoted to keeping traditional Celtic handiwork and design alive. We invite you to peruse these pages and re-imagine your connection to the past and your vision of the future. THE LEGENDARY CLAYMORE NEW! VILLAGE The Claymore—the defender of the Gael. The two-handed sword of legend entwines with TANKARD thistle, shamrock and oak in a tribute to the Let those of high bravest hearts of Gaelic history. Designed office have their by Maxine Miller. 100% cotton long- fancy pewter sleeved shirt available as women’s tankards—the fitted top (shown) in S-XXL or as honest villagers take crewneck T in M-XXL. Machine their ale in mugs washable. Imported. -

EVOLUTION 26 October 1, 2007
EVOLUTION 26 October 1, 2007 LOWER PERSON USING LIFE SAVING ROPE AND ATLAS LIFE BELT WITH RAPPEL HOOK AND TRIPLE ACTION GATE CONTENTS PAGE NO. PREPARATION WITH AND WITHOUT PARAPET 2 LOWERING BUILDING WITH A PARAPET 8 LOWERING BUILDING WITHOUT A PARAPET 9 RESCUE AT A LOWER LEVEL 11 1. EQUIPMENT: 1.1 One nylon life saving rope with attached anti- chafing device in a carrying case. 1.2 One Atlas life belt. 2. OBJECTIVE: 2.1 To lower a firefighter or another person from a roof or upper floor to a position of safety. 2.2 To lower a firefighter from a roof or upper floor to enable the firefighter to remove another person from an untenable position to one of safety. 1 EVOLUTION 26 Oct 1, 07 LOWER PERSON USING LSR & LB RAPEL HOOK & TRIPLE ACTION GATE 3. PREPARATION FOR LOWERING (This section applies to operations on roofs WITH or WITHOUT parapets) Member # 1 (Lowering Member) Member # 2 (Member to be Lowered) 3.1 Don the life belt with the hook on the right side. 3.2 Facing the point of descent, place the carrying case on the roof with the back of the case facing the point of descent. 3.3 Facing the front of the case, open the top flap. Hand Member #2 the pre-tied bowline-on-a-bight. Allow the antichafing device to slide along the rope. 3.4 With both hands, grasp the sides of the case and hold the flap against the back of the case with your fingers. 3.5 Invert the carrying case and lift it clear of the rope. -

Worksite Products
Worksite Products www.irwin.com Worksite Products Rigs / Aprons / Pouches Gear for the Tradesman IRWIN® provides a wide selection of worksite products to fit the needs of tradesmen. Every day on the jobsite, this gear delivers an easy, organized and efficient way to carry key tools and hardware while providing protection from the rigors of the trade. ArmorMAX™ 6-Piece Polyester Suede Leather 10-Pocket Lightweight Cotton Construction Rig Carpenter’s Apron 2-Pocket Nail Apron 4031049 4031003 4031051 • Large capacity design with easy • Oversized center pocket for fasteners or tape • Machine washable access pockets • Dual hammer holders • Includes adjustable belt, hammer and tape holders • Reinforced points of wear for greater durability • Puncture and tear resistant • Includes integrated nylon belt Lightweight Cotton Machinist’s Apron 2" Full Grain Saddle Leather Belt Oil Tanned Leather Electrician’s Pouch • Fits all standard pouches • 10-pocket customized design and belt accessories for easy vertical tool access • “Bib" style provides • Made of saddle leather for • Includes tape holder, key full body protection added durability fastener, and accessory chain • 5-pocket design WORKSITE PRODUCTS • Machine washable 4031025 4031007 4031052 Description Item # ArmorMAX™ 6-pc. Polyester Construction Rig 4031049 10-Pocket Suede Carpenter’s Apron 4031003 2-Pocket Cotton Nail Apron 4031051 5-Pocket Cotton Machinist's Apron 4031052 2" Full Grain Saddle Leather Belt 4031025 Oil Tanned Leather Electrician’s Pouch 4031007 228 www.irwin.com Worksite Products -

Close to the Skin: a Revealing Look at Lingerie
Close to the Skin: A Revealing look at Lingerie Wedding gown House of Worth, France ca. 1878 Silk faille; silk embroidery; glass pearls; lace #67.446 Charles Frederick Worth (1825-1895) is considered the founder of haute couture. This early Worth creation illustrates his patronage by wealthy Americans, who had to travel to Paris to purchase their custom made dresses. Sarah Noyes Tibbets wore this dress when she married John Wool Griswold on January 15, 1878. Petticoat ca. 1878 Cotton #67.446c This petticoat was probably coordinated to go with the elaborate wedding gown by Charles Frederick Worth, made for Sarah Noyes Tibbett. The fineness of the cotton petticoat matches that of the gown. Pantaloons or drawers United States 1870s Plain weave light brown mixed fiber (silk, cotton, and/or wool) #57.920 Hoop skirt United States Ca. 1870 Steel springs; cotton twill tape No acc. # Hoop skirts could on occasion flip up, due to tripping or high wind. Pantaloons, or drawers, proved helpful in covering the legs if such a faux paus occurred. Corset R & G Corset Co. 1875-1900 White twill-weave cotton, lace, steel #67.591 Close to the Skin: A Revealing look at Lingerie Dress 1925-1930 Floral print silk chiffon with pink silk faille underdress. #59.379 Simpler, sheerer dresses in fashion in the 1920s often borrowed elements from undergarments. This example has a pink slip that is integral to the sheer overdress, including a matching printed hem that extends below the outer hemline. The edge of the wide collar is finished in a manner similar to fine lingerie. -

Catalog 2020-2021 FALL WINTER Fordist.Pdf
$1.95 VISIT COLEMAN’S WEBSITE Dutch Military All Season Vintage Waterproof Trench Coat Polish Military Wool Blanket This impressive trench Please read this description very carefully, coat will keep you as each blanket is stunningly unique dry in the foulest storm. and different! The pictures shown are The tight weave polyester just a few examples of the different enables this coat to be variations of this blanket. both windproof and These Cold War Era blankets are both bold and waterproof. The Dutch stunningly beautiful. Thick and heavy, the blankets are doubled down and an ideal blend of 50% wool and 50% polyester. They are added an additional easily some of the most interesting and unique blankets waterproofing around we have ever come across. While digging through ware- the shoulder area houses in Europe, in the form of a we were quite rubber backed lucky to find cape. Also such a hidden features a gem and we removable quilted liner, double bought them all! breasted buttons, shoulder The challenge epaulettes, adjustable cuffs, and is that almost removable matching belt. Color: Khaki. Made in the every blanket Netherlands. Sizes: X-Large, XX-Large and XXX-Large. is different! New Condition. Faced with this SEE PAGES 3-16 FOR MORE CLOTHING dilemma of so 5282 Dutch Waterproof Trench Coat..................$79.95 many colors and patterns we decided to sell them Authentic Swiss Military by color. This means you pick one color and your blanket will contain at least that one Camp/Survival Hatchet color. Choose: Burgundy, Brown, Orange, Even though this is a very collectible Red, Yellow, Green, Blue, or Gray. -

Title Page GOOD
Art Around the Belly: Tracing the Cultural Significance and Artistic Value of Belt Hooks in Ancient China by Kara Kaifang Ma A thesis submitted in conformity with the requirements for the degree of Master of Arts Department of East Asian Studies University of Toronto © Copyright by Kara Kaifang Ma 2014 ! Art Around the Belly: Tracing the Cultural Significance and Artistic Value of Belt Hooks in Ancient China Kara Kaifang Ma Master of Arts Department of East Asian Studies University of Toronto 2014 Abstract The belt hook was used to fasten garments in ancient China long before the existence of belt buckles or plaques. Its use first appeared more than five thousand years ago and can be prevalently observed in paintings, on statuettes, and even on the famous Terracotta Army. Although it was such a common personal ornament, little has been written on this subject. My thesis will explore, through excavation data, coupled by my research on the extensive collection of belt hooks at the Royal Ontario Museum, how the examination of these ancient Chinese ornaments can not only reveal the status and wealth of its wearer, but also the cultural complexities and social advancements of that time. ! ! ! !ii Acknowledgments I would like to express my deepest gratitude to Dr. Chen Shen, my supervisor and mentor, who’s expertise and passion for his field has led me to pursue a career in East Asian Studies. Thank you for always pushing me to do better, the completion of my Master’s would not have been possible without your continuing support, guidance, and encouragement. -

Push-Pull Hezbollah: the New York Times and the Washington Post News Coverage of Three Israel-Lebanon Conflicts
Push-Pull Hezbollah: The New York Times and the Washington Post News Coverage of Three Israel-Lebanon Conflicts (1996, 2000, 2006) A dissertation presented to the faculty of the Scripps College of Communication of Ohio University In partial fulfillment of the requirements for the degree Doctor of Philosophy Abhinav K. Aima August 2019 © 2019 Abhinav K. Aima. All Rights Reserved. This dissertation titled Push-Pull Hezbollah: The New York Times and the Washington Post News Coverage of Three Israel-Lebanon Conflicts (1996, 2000, 2006) by ABHINAV K. AIMA has been approved for the E.W. Scripps School of Journalism and the Scripps College of Communication by Robert Stewart Professor of Journalism Scott Titsworth Dean, Scripps College of Communication ii Abstract AIMA, ABHINAV K., Ph.D., August 2019, Journalism Push-Pull Hezbollah: The New York Times and the Washington Post News Coverage of Three Israel-Lebanon Conflicts (1996, 2000, 2006) Director of Dissertation: Robert Stewart This content analysis of attributed sources in the 1996, 2000, and 2006 news coverage of Israel’s military actions in Lebanon shows a “Late Breaking Foreign Policy” effect Warren P. Strobel cites in his work, wherein media “Push” forward with reliance on government sources and allies in conflicts, but “Pull” back after setbacks. Israel dominated news sources in The New York Times and Washington Post, but there was significant increase in attributions to Lebanese sources due to rising civilian casualties in each conflict. iii Dedication This work is dedicated to Terry Anderson, my teacher, and Sourabh Narang, my friend. iv Acknowledgments I’m thankful for the effort, attention, and guidance provided to me by my Dissertation Committee Chair Dr. -
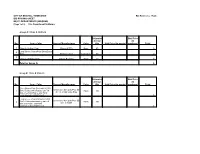
Class a Uniform No
CITY OF BRISTOL, TENNESSEE Bid Reference 15-28 BID PRICING SHEET MULTI-DEPARTMENT UNIFORMS (Page 1 of 2) Fire Department Uniforms Group A: Class A Uniform Estimated Unit Price Annual (in No. Item - Color Current Manufacturer Color Qty Unit Price (in words) numbers) Total 1 Class A Uniform Coat Elbeco #1370 Navy 20 $- 2 Long Sleeve Cotton/Poly Blend Dress Shirt Elbeco # U613 Light Blue 20 $- 3 Class A Uniform Pants Elbeco # E1360 Navy 20 $- Total for Group A: $- Group B: Class B Uniform Estimated Unit Price Annual (in No. Item - Color Current Manufacturer Color Qty Unit Price (in words) numbers) Total Short Sleeve Polo Shirt with 20,000 60%cotton, 40% poly Polo SS 1 Stitch Custom Embroidery on Left Black 100 Side chest and Name and Rank 5.11 # 41180 Utility Polo Embroidered on Right chest $- Long Sleeve Polo Shirt with 20,000 60%cotton, 40% poly Polo SS 2 Stitch Custom Embroidery on Left Black 100 Side and Name and Rank 5.11 # 72057 Embroidered on Right chest $- Short Sleeve Polo Shirt with 20,000 60% cotton, 40%poly Polo SS 3 Stitch Custom Embroidery on Left White 10 Side and Name and Rank 5.11 # 41180 Embroidered on Right chest $- CITY OF BRISTOL, TENNESSEE Bid Reference 15-28 BID PRICING SHEET MULTI-DEPARTMENT UNIFORMS (Page 2 of 2) Fire Department Uniforms Long Sleeve Polo Shirt with 20,000 60%cotton, 40%poly LS 4 Stitch Custom Embroidery on Left White 10 Side and Name and Rank 5.11 # 72056 Utility Polo Embroidered on Right chest $- Jacket with Inner and Outer Jacket 5 Embroidery Consisting of a 20,000 5.11 5-in1 Jacket # 48017 Black 5 Stitch Custom Embroidery on Left Side and Name and Rank $- Tactical lite-5.11 # 74273, or 6 Pants equivalent Black 20 $- Tactical lite-5.11 # 74273, or 7 Pants equivalent Coyote 100 $- Total for Group B: $- Group C: Footwear Estimated Unit Price Annual (in No. -

Patrol Equipment 53
PATROL EQUIPMENT Why Choose a Niton Duty Belt... Niton’s superstrong belt material requires no stiffeners. Lightweight, fl exible, durable & impervious to moisture, our belt equipment is made of 1000 Denier texturised nylon material - very strong, rip, abrasion and tear resistant • We use a special binding, which is resistant to wear and “Fluffi ng”, from Velcro NITON DUTY BELTS 50MM, 40MM & 30MM Our 50mm Belt has been in production since the day we started - That’s OVER 17 years! • 1000 denier belt material - woven exclusively for us NITON SETTING THE STANDARD FOR DUTY BELTS • Fluff resistant binding & NO Stiffener Required Strong, colour fast, PU coated will give you years of service. Used worldwide by FOR OVER 17 YEARS! YOUR BELT IS THE VERY police, security and prison of fi c ers. A double thick ness nylon web bing belt, bound HEART OF YOUR EQUIPMENT SYSTEM! edg es for extra du ra bil i ty and smart ness. Fully ad just a ble with side release buckle. Col our: Black. Sizes XS -XXL Code NPW005 50mm With CopLock Buckle Code NPW099 40mm With Side Release Buckle BELT KEEPERS DELUXE BELT KEEPERS Code NPW003 30mm With Side Release Buckle NITON HOOK N’ LOOP DUTY BELT SYSTEM • Pack of 4 • Pack of 4 • Made from 1000 denier nylon • Slim Design • Secures your duty belt in place • Stops movement of your kit Prevents your duty belt from riding up - fi x A slot to permanently thread them to your around your trouser belt and secure your trouser belt, locking your duty and trouser duty belt in place. -

Islam and International Order July 22, 2015 Contents Islam and the Islamic State Contesting the Caliphate
POMEPS STUDIES 15 islam in a changing middle east Islam and International Order July 22, 2015 Contents Islam and the Islamic State Contesting the Caliphate . 6 By Marc Lynch, George Washington University The jihadi threat to international order . 9 By Barak Mendelsohn, Haverford College The Islamic State as an ordinary insurgency . .. 13 By Reyko Huang, Texas A&M University Why the Islamic State won’t become a normal state . 16 By Lawrence Rubin, Georgia Institute of Technology Islam in Political Science How international relations got religion, and got it wrong . 20 By Elizabeth Shakman Hurd, Northwestern University What history says about the prospects for Islamic democracy . 23 By John M. Owen, IV, University of Virginia Frames at play: Beyond Orientalism and Occidentalism . 25 By Nora Fisher Onar, University of Oxford and Transatlantic Academy Why academics can’t get beyond moderates and radicals . .. 29 By Jillian Schwedler, Hunter College and the Graduate Center, City University of New York How the two big ideas of the post-Cold War era failed . 34 By Amitav Acharya, American University Why Tunisians (don’t) vote for women . 37 By Lindsay J. Benstead, Portland State University, Amaney Jamal, Princeton University, and Ellen Lust, Yale University Islam, Identity and State Rethinking religion and politics . 42 By Nathan J. Brown, George Washington University Are Muslim countries really unreceptive to religious freedom? . 44 By Daniel Philpott, University of Notre Dame Why ISIS is not all of political Islam and what it means for democracy . 46 By Jocelyne Cesari, University of Birmingham and Georgetown University How to interpret Iran’s Islamic rhetoric . -

Yates Tactical
photo courtesy of SureFire 4 9 TACTICAL HARNESSES Base harness Complete unit with legs stowed 361 Special Ops Full Body Harness A full body harness and tactical load bearing vest are combined offering a unique product for civilian Special Operations and SWAT personnel. This modular harness and tactical vest combination was originally developed by Survival Inc. as the Joint Services Aircrew Vest and Extraction System ™ (JSAVES) for US Air Force helicopter pilots and crew. Some additional features and add on modules were added for civil - ian Special Ops needs. Comes with front attachment points which when connected with a locking carabiner can be used for extraction or rappel applications. A rear dor - sal D ring is provided for helicopter spotter or gunner lanyard attachment. Easily donned by use of quick connect double release action mil spec Cobra buckles on waist, sternum and leg loops. Leg loops are stowed in concealed pockets on the bot - tom of the vest until needed. 4 inch padded waist pad and removable leg pads are pro - vided. Tactical load bearing vest is designed using the latest military Modular Lightweight Load Carrying Equipment (MOLLE) system to easily attach desired pock - ets, ammo pouches and weapons. The vest does not come with any pockets or pouch - es. Molded rubber drag handle included on rear of vest. Weight 5 lb. 12 oz. with vest. • One size, fully adjustable • Available in terra or black Rear view • Additional attachments include flotation vest and rescue swimmer attachment 50 HARNESSES TACTICAL Quick connect buckle feature 304 with leg loops donned 304 worn as duty belt 304 Tactical Rappel Belt Designed in conjunction with military Special Operations units this harness is worn as a duty belt on user’s BDU’s.