Mode Quality (M ) Measurement Improves Laser Performance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Beam Profiling by Michael Scaggs
Beam Profiling by Michael Scaggs Haas Laser Technologies, Inc. Introduction Lasers are ubiquitous in industry today. Carbon Dioxide, Nd:YAG, Excimer and Fiber lasers are used in many industries and a myriad of applications. Each laser type has its own unique properties that make them more suitable than others. Nevertheless, at the end of the day, it comes down to what does the focused or imaged laser beam look like at the work piece? This is where beam profiling comes into play and is an important part of quality control to ensure that the laser is doing what it intended to. In a vast majority of cases the laser beam is simply focused to a small spot with a simple focusing lens to cut, scribe, etch, mark, anneal, or drill a material. If there is a problem with the beam delivery optics, the laser or the alignment of the system, this problem will show up quite markedly in the beam profile at the work piece. What is Beam Profiling? Beam profiling is a means to quantify the intensity profile of a laser beam at a particular point in space. In material processing, the "point in space" is at the work piece being treated or machined. Beam profiling is accomplished with a device referred to a beam profiler. A beam profiler can be based upon a CCD or CMOS camera, a scanning slit, pin hole or a knife edge. In all systems, the intensity profile of the beam is analyzed within a fixed or range of spatial Haas Laser Technologies, Inc. -
5.Laser Vocabulary
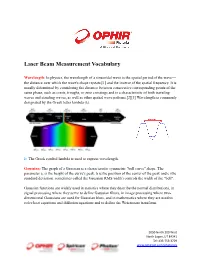
! Laser Beam Measurement Vocabulary Wavelength: In physics, the wavelength of a sinusoidal wave is the spatial period of the wave— the distance over which the wave's shape repeats,[1] and the inverse of the spatial frequency. It is usually determined by considering the distance between consecutive corresponding points of the same phase, such as crests, troughs, or zero crossings and is a characteristic of both traveling waves and standing waves, as well as other spatial wave patterns.[2][3] Wavelength is commonly designated by the Greek letter lambda (λ). " λ: The Greek symbol lambda is used to express wavelength. Gaussian: The graph of a Gaussian is a characteristic symmetric "bell curve" shape. The parameter a, is the height of the curve's peak, b is the position of the center of the peak and c (the standard deviation, sometimes called the Gaussian RMS width) controls the width of the "bell". Gaussian functions are widely used in statistics where they describe the normal distributions, in signal processing where they serve to define Gaussian filters, in image processing where two- dimensional Gaussians are used for Gaussian blurs, and in mathematics where they are used to solve heat equations and diffusion equations and to define the Weierstrass transform. 3050 North 300 West North Logan, UT 84341 Tel: 435-753-3729 www.ophiropt.com/photonics https://en.wikipedia.org/wiki/Gaussian_function " A Gaussian beam is a beam that has a normal distribution in all directions similar to the images below. The intensity is highest in the center of the beam and dissipates as it reaches the perimeter of the beam. -
UFS Lecture 13: Passive Modelocking
UFS Lecture 13: Passive Modelocking 6 Passive Mode Locking 6.2 Fast Saturable Absorber Mode Locking (cont.) (6.3 Soliton Mode Locking) 6.4 Dispersion Managed Soliton Formation 7 Mode-Locking using Artificial Fast Sat. Absorbers 7.1 Kerr-Lens Mode-Locking 7.1.1 Review of Paraxial Optics and Laser Resonator Design 7.1.2 Two-Mirror Resonators 7.1.3 Four-Mirror Resonators 7.1.4 The Kerr Lensing Effects (7.2 Additive Pulse Mode-Locking) 1 6.2.2 Fast SA mode locking with GDD and SPM Steady-state solution is chirped sech-shaped pulse with 4 free parameters: Pulse amplitude: A0 or Energy: W 2 = 2 A0 t Pulse width: t Chirp parameter : b Carrier-Envelope phase shift : y 2 Pulse width Chirp parameter Net gain after and Before pulse CE-phase shift Fig. 6.6: Modelocking 3 6.4 Dispersion Managed Soliton Formation in Fiber Lasers ~100 fold energy Fig. 6.12: Stretched pulse or dispersion managed soliton mode locking 4 Fig. 6.13: (a) Kerr-lens mode-locked Ti:sapphire laser. (b) Correspondence with dispersion-managed fiber transmission. 5 Today’s BroadBand, Prismless Ti:sapphire Lasers 1mm BaF2 Laser crystal: f = 10o OC 2mm Ti:Al2O3 DCM 2 PUMP DCM 2 DCM 1 DCM 1 DCM 2 DCM 1 BaF2 - wedges DCM 6 Fig. 6.14: Dispersion managed soliton including saturable absorption and gain filtering 7 Fig. 6.15: Steady state profile if only dispersion and GDD is involved: Dispersion Managed Soliton 8 Fig. 6.16: Pulse shortening due to dispersion managed soliton formation 9 7. -

Lab 10: Spatial Profile of a Laser Beam
Lab 10: Spatial Pro¯le of a Laser Beam 2 Background We will deal with a special class of Gaussian beams for which the transverse electric ¯eld can be written as, r2 1 Introduction ¡ 2 E(r) = Eoe w (1) Equation 1 is expressed in plane polar coordinates Refer to Appendix D for photos of the appara- where r is the radial distance from the center of the 2 2 2 tus beam (recall r = x +y ) and w is a parameter which is called the spot size of the Gaussian beam (it is also A laser beam can be characterized by measuring its referred to as the Gaussian beam radius). It is as- spatial intensity pro¯le at points perpendicular to sumed that the transverse direction is the x-y plane, its direction of propagation. The spatial intensity pro- perpendicular to the direction of propagation (z) of ¯le is the variation of intensity as a function of dis- the beam. tance from the center of the beam, in a plane per- pendicular to its direction of propagation. It is often Since we typically measure the intensity of a beam convenient to think of a light wave as being an in¯nite rather than the electric ¯eld, it is more useful to recast plane electromagnetic wave. Such a wave propagating equation 1. The intensity I of the beam is related to along (say) the z-axis will have its electric ¯eld uni- E by the following equation, formly distributed in the x-y plane. This implies that " cE2 I = o (2) the spatial intensity pro¯le of such a light source will 2 be uniform as well. -

Performance Evaluation of a Thz Pulsed Imaging System: Point Spread Function, Broadband Thz Beam Visualization and Image Reconstruction
applied sciences Article Performance Evaluation of a THz Pulsed Imaging System: Point Spread Function, Broadband THz Beam Visualization and Image Reconstruction Marta Di Fabrizio 1,* , Annalisa D’Arco 2,* , Sen Mou 2, Luigi Palumbo 3, Massimo Petrarca 2,3 and Stefano Lupi 1,4 1 Physics Department, University of Rome ‘La Sapienza’, P.le Aldo Moro 5, 00185 Rome, Italy; [email protected] 2 INFN-Section of Rome ‘La Sapienza’, P.le Aldo Moro 2, 00185 Rome, Italy; [email protected] (S.M.); [email protected] (M.P.) 3 SBAI-Department of Basic and Applied Sciences for Engineering, Physics, University of Rome ‘La Sapienza’, Via Scarpa 16, 00161 Rome, Italy; [email protected] 4 INFN-LNF, Via E. Fermi 40, 00044 Frascati, Italy * Correspondence: [email protected] (M.D.F.); [email protected] (A.D.) Abstract: Terahertz (THz) technology is a promising research field for various applications in basic science and technology. In particular, THz imaging is a new field in imaging science, where theories, mathematical models and techniques for describing and assessing THz images have not completely matured yet. In this work, we investigate the performances of a broadband pulsed THz imaging system (0.2–2.5 THz). We characterize our broadband THz beam, emitted from a photoconductive antenna (PCA), and estimate its point spread function (PSF) and the corresponding spatial resolution. We provide the first, to our knowledge, 3D beam profile of THz radiation emitted from a PCA, along its propagation axis, without the using of THz cameras or profilers, showing the beam spatial Citation: Di Fabrizio, M.; D’Arco, A.; intensity distribution. -

Laser Beam Profile Meaurement System Time
Measurement of Laser Beam Profile and Propagation Characteristics 1. Laser Beam Measurement Capabilities Laser beam profiling plays an important role in such applications as laser welding, laser focusing, and laser free-space communications. In these applications, laser profiling enables to capture the data needed to evaluate the change in the beam width and determine the details of the instantaneous beam shape, allowing manufacturers to evaluate the position of hot spots in the center of the beam and the changes in the beam’s shape. Digital wavefront cameras (DWC) with software can be used for measuring laser beam propagation parameters and wavefronts in pulsed and continuous modes, for lasers operating at visible to far- infrared wavelengths: - beam propagation ratio M²; - width of the laser beam at waist w0; - laser beam divergence angle θ x, θ y; - waist location z-z0; - Rayleigh range zRx, zRy; - Ellipticity; - PSF; - Wavefront; - Zernike aberration modes. These parameters allow: - controlling power density of your laser; - controlling beam size, shape, uniformity, focus point and divergence; - aligning delivery optics; - aligning laser devices to lenses; - tuning laser amplifiers. Accurate knowledge of these parameters can strongly affect the laser performance for your application, as they highlight problems in laser beams and what corrections need to be taken to get it right. Figure 1. Characteristics of a laser beam as it passes through a focusing lens. http://www.SintecOptronics.com http://www.Sintec.sg 1 2. Beam Propagation Parameters M², or Beam Propagation Ratio, is a value that indicates how close a laser beam is to being a single mode TEM00 beam. -

Gaussian Beams • Diffraction at Cavity Mirrors Creates Gaussian Spherical
Gaussian Beams • Diffraction at cavity mirrors creates Gaussian Spherical Waves • Recall E field for Gaussian U ⎛ ⎡ x2 + y2 ⎤⎞ 0 ⎜ ( ) ⎟ u( x,y,R,t ) = exp⎜i⎢ω t − Kr − ⎥⎟ R ⎝ ⎣ 2R ⎦⎠ • R becomes the radius of curvature of the wave front • These are really TEM00 mode emissions from laser • Creates a Gaussian shaped beam intensity ⎛ − 2r 2 ⎞ 2P ⎛ − 2r 2 ⎞ I( r ) I exp⎜ ⎟ exp⎜ ⎟ = 0 ⎜ 2 ⎟ = 2 ⎜ 2 ⎟ ⎝ w ⎠ π w ⎝ w ⎠ Where P = total power in the beam w = 1/e2 beam radius • w changes with distance z along the beam ie. w(z) Measurements of Spotsize • For Gaussian beam important factor is the “spotsize” • Beam spotsize is measured in 3 possible ways • 1/e radius of beam • 1/e2 radius = w(z) of the radiance (light intensity) most common laser specification value 13% of peak power point point where emag field down by 1/e • Full Width Half Maximum (FWHM) point where the laser power falls to half its initial value good for many interactions with materials • useful relationship FWHM = 1.665r1 e FWHM = 1.177w = 1.177r 1 e2 w = r 1 = 0.849 FWHM e2 Gaussian Beam Changes with Distance • The Gaussian beam radius of curvature with distance 2 ⎡ ⎛π w2 ⎞ ⎤ R( z ) = z⎢1 + ⎜ 0 ⎟ ⎥ ⎜ λz ⎟ ⎣⎢ ⎝ ⎠ ⎦⎥ • Gaussian spot size with distance 1 2 2 ⎡ ⎛ λ z ⎞ ⎤ w( z ) = w ⎢1 + ⎜ ⎟ ⎥ 0 ⎜π w2 ⎟ ⎣⎢ ⎝ 0 ⎠ ⎦⎥ • Note: for lens systems lens diameter must be 3w0.= 99% of power • Note: some books define w0 as the full width rather than half width • As z becomes large relative to the beam asymptotically approaches ⎛ λ z ⎞ λ z w(z) ≈ w ⎜ ⎟ = 0 ⎜ 2 ⎟ ⎝π w0 ⎠ π w0 • Asymptotically light -

Optics of Gaussian Beams 16
CHAPTER SIXTEEN Optics of Gaussian Beams 16 Optics of Gaussian Beams 16.1 Introduction In this chapter we shall look from a wave standpoint at how narrow beams of light travel through optical systems. We shall see that special solutions to the electromagnetic wave equation exist that take the form of narrow beams – called Gaussian beams. These beams of light have a characteristic radial intensity profile whose width varies along the beam. Because these Gaussian beams behave somewhat like spherical waves, we can match them to the curvature of the mirror of an optical resonator to find exactly what form of beam will result from a particular resonator geometry. 16.2 Beam-Like Solutions of the Wave Equation We expect intuitively that the transverse modes of a laser system will take the form of narrow beams of light which propagate between the mirrors of the laser resonator and maintain a field distribution which remains distributed around and near the axis of the system. We shall therefore need to find solutions of the wave equation which take the form of narrow beams and then see how we can make these solutions compatible with a given laser cavity. Now, the wave equation is, for any field or potential component U0 of Beam-Like Solutions of the Wave Equation 517 an electromagnetic wave ∂2U ∇2U − µ 0 =0 (16.1) 0 r 0 ∂t2 where r is the dielectric constant, which may be a function of position. The non-plane wave solutions that we are looking for are of the form i(ωt−k(r)·r) U0 = U(x, y, z)e (16.2) We allow the wave vector k(r) to be a function of r to include situations where the medium has a non-uniform refractive index. -

Arxiv:1510.07708V2
1 Abstract We study the fidelity of single qubit quantum gates performed with two-frequency laser fields that have a Gaussian or super Gaussian spatial mode. Numerical simulations are used to account for imperfections arising from atomic motion in an optical trap, spatially varying Stark shifts of the trapping and control beams, and transverse and axial misalignment of the control beams. Numerical results that account for the three dimensional distribution of control light show that a super Gaussian mode with intensity − n I ∼ e 2(r/w0) provides reduced sensitivity to atomic motion and beam misalignment. Choosing a super Gaussian with n = 6 the decay time of finite temperature Rabi oscillations can be increased by a factor of 60 compared to an n = 2 Gaussian beam, while reducing crosstalk to neighboring qubit sites. arXiv:1510.07708v2 [quant-ph] 31 Mar 2016 Noname manuscript No. (will be inserted by the editor) Comparison of Gaussian and super Gaussian laser beams for addressing atomic qubits Katharina Gillen-Christandl1, Glen D. Gillen1, M. J. Piotrowicz2,3, M. Saffman2 1 Physics Department, California Polytechnic State University, 1 Grand Avenue, San Luis Obispo, CA 93407, USA 2 Department of Physics, University of Wisconsin-Madison, 1150 University Av- enue, Madison, Wisconsin 53706, USA 3 Department of Physics, University of Michigan, Ann Arbor, MI 48109, USA April 4, 2016 1 Introduction Atomic qubits encoded in hyperfine ground states are one of several ap- proaches being developed for quantum computing experiments[1]. Single qubit rotations can be performed with microwave radiation or two-frequency laser light driving stimulated Raman transitions. -
Chapter 7 Kerr-Lens and Additive Pulse Mode Locking
Chapter 7 Kerr-Lens and Additive Pulse Mode Locking There are many ways to generate saturable absorber action. One can use real saturable absorbers, such as semiconductors or dyes and solid-state laser media. One can also exploit artificial saturable absorbers. The two most prominent artificial saturable absorber modelocking techniques are called Kerr-LensModeLocking(KLM)andAdditivePulseModeLocking(APM). APM is sometimes also called Coupled-Cavity Mode Locking (CCM). KLM was invented in the early 90’s [1][2][3][4][5][6][7], but was already predicted to occur much earlier [8][9][10] · 7.1 Kerr-Lens Mode Locking (KLM) The general principle behind Kerr-Lens Mode Locking is sketched in Fig. 7.1. A pulse that builds up in a laser cavity containing a gain medium and a Kerr medium experiences not only self-phase modulation but also self focussing, that is nonlinear lensing of the laser beam, due to the nonlinear refractive in- dex of the Kerr medium. A spatio-temporal laser pulse propagating through the Kerr medium has a time dependent mode size as higher intensities ac- quire stronger focussing. If a hard aperture is placed at the right position in the cavity, it strips of the wings of the pulse, leading to a shortening of the pulse. Such combined mechanism has the same effect as a saturable ab- sorber. If the electronic Kerr effect with response time of a few femtoseconds or less is used, a fast saturable absorber has been created. Instead of a sep- 257 258CHAPTER 7. KERR-LENS AND ADDITIVE PULSE MODE LOCKING soft aperture hard aperture Kerr gain Medium self - focusing beam waist intensity artifical fast saturable absorber Figure 7.1: Principle mechanism of KLM. -

Development of an Ultrasensitive Cavity Ring Down Spectrometer in the 2.10-2.35 Μm Region : Application to Water Vapor and Carbon Dioxide Semen Vasilchenko
Development of an ultrasensitive cavity ring down spectrometer in the 2.10-2.35 µm region : application to water vapor and carbon dioxide Semen Vasilchenko To cite this version: Semen Vasilchenko. Development of an ultrasensitive cavity ring down spectrometer in the 2.10- 2.35 µm region : application to water vapor and carbon dioxide. Instrumentation and Detectors [physics.ins-det]. Université Grenoble Alpes, 2017. English. NNT : 2017GREAY037. tel-01704680 HAL Id: tel-01704680 https://tel.archives-ouvertes.fr/tel-01704680 Submitted on 8 Feb 2018 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. THÈSE Pour obtenir le grade de DOCTEUR DE LA COMMUNAUTE UNIVERSITE GRENOBLE ALPES Spécialité : Physique de la Matière Condensée et du Rayonnement Arrêté ministériel : 25 mai 2016 Présentée par Semen VASILCHENKO Thèse dirigée par Didier MONDELAIN codirigée par Alain CAMPARGUE préparée au sein du Laboratoire Interdisciplinaire de Physique dans l'École Doctorale Physique Development of an ultrasensitive cavity ring down spectrometer in the 2.10-2.35 µm region. -

Diffraction Effects in Transmitted Optical Beam Difrakční Jevy Ve Vysílaném Optickém Svazku
BRNO UNIVERSITY OF TECHNOLOGY VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ FACULTY OF ELECTRICAL ENGINEERING AND COMMUNICATION DEPARTMENT OF RADIO ELECTRONICS FAKULTA ELEKTROTECHNIKY A KOMUNIKAČNÍCH TECHNOLOGIÍ ÚSTAV RADIOELEKTRONIKY DIFFRACTION EFFECTS IN TRANSMITTED OPTICAL BEAM DIFRAKČNÍ JEVY VE VYSÍLANÉM OPTICKÉM SVAZKU DOCTORAL THESIS DIZERTAČNI PRÁCE AUTHOR Ing. JURAJ POLIAK AUTOR PRÁCE SUPERVISOR prof. Ing. OTAKAR WILFERT, CSc. VEDOUCÍ PRÁCE BRNO 2014 ABSTRACT The thesis was set out to investigate on the wave and electromagnetic effects occurring during the restriction of an elliptical Gaussian beam by a circular aperture. First, from the Huygens-Fresnel principle, two models of the Fresnel diffraction were derived. These models provided means for defining contrast of the diffraction pattern that can beused to quantitatively assess the influence of the diffraction effects on the optical link perfor- mance. Second, by means of the electromagnetic optics theory, four expressions (two exact and two approximate) of the geometrical attenuation were derived. The study shows also the misalignment analysis for three cases – lateral displacement and angular misalignment of the transmitter and the receiver, respectively. The expression for the misalignment attenuation of the elliptical Gaussian beam in FSO links was also derived. All the aforementioned models were also experimentally proven in laboratory conditions in order to eliminate other influences. Finally, the thesis discussed and demonstrated the design of the all-optical transceiver. First, the design of the optical transmitter was shown followed by the development of the receiver optomechanical assembly. By means of the geometric and the matrix optics, relevant receiver parameters were calculated and alignment tolerances were estimated. KEYWORDS Free-space optical link, Fresnel diffraction, geometrical loss, pointing error, all-optical transceiver design ABSTRAKT Dizertačná práca pojednáva o vlnových a elektromagnetických javoch, ku ktorým dochádza pri zatienení eliptického Gausovského zväzku kruhovou apretúrou.