Modifying Faba Bean Protein Concentrate Using Dry Heat to Increase Water Holding Capacity
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Oeuvres Selections
1275 West Main Street, Greenwood, IN 46142 317-300-7837 www.TheFoodGuys.net Hors D ‘Oeuvres Selections Shaved Sirloin & Gorgonzola Crostini Sriracha Ranch Chicken Crostini Grilled Vegetarian Southwest Crostini Stacks Pulled Pork BBQ Bruschetta Flatbread Pizza Greek Odyssey Flatbread Pizza Domestic Cheese Board with Assorted Crackers Baked Brie with Toast Points Fresh Vegetable & Relish Tray with Dip Antipasto Board Fresh Fruit Tray with Fruit Dip House Smoked Salmon with Crème Fraiche, Capers and Red Onions Grape Tomato and Mozzarella Caprese Skewers Salami & Olive Skewers Bite Size Wedge Salad BLT Focaccia Bites Sweet Fire Meatballs Vegetarian Stuffed Mushrooms Jack Daniels Braised Stuffed Mushrooms w/ Provolone Cheese Shanghai Style Red Braised Pork Belly Bao Bun Vegetable Spring Rolls with a Ginger Dipping Sauce Chicken and Waffle Skewers with a Maple Drizzle Smoked Chicken, Goat Cheese & Sun-Dried Tomato Lady’s Purse Asian Accented Chicken with Sweet Chili Dipping Sauce Teriyaki Beef Skewers w/ Thai Peanut Dipping Sauce Signature Hoosier Sweet Pulled Pork BBQ Sliders Tangy Fried Ravioli with Fresh Tomato Basil Sauce Hand Breaded Chicken Tenders with Assorted Sauces Handmade Miniature Crab Cakes with Remoulade Sauce Grilled Beef Rolls with Scallion Soy Dipping Sauce Chipotle Lime Bacon Wrapped Shrimp Bite Size Grilled Cheese and Demitasses of Tomato Soup Crispy Shrimp Wraps with Ginger and Herbs Chipotle Lime Bacon Wrapped Shrimp Shrimp Cocktail Shooters Shrimp Cocktail Display Goat Cheese and Roasted Red Pepper Terrine with Pita Chips -

Super Foods Make Super Kids Being Healthy Is Fun!
Super Foods Make Super Kids Being Healthy is Fun! Tase T Lentil Chel C Chickpea Come with us to see how Dan D Pea nutritious peas, lentils and chickpeas are! Meet Chel C Chickpea, Dan D Pea and Tase T Lentil. They would like you to join their adventure! History of Pulses One Pea at a Time Did you know that dry peas, lentils and chickpeas are called pulses? Pulse comes from the Latin word meaning “thick soup” and dates back to more than 20,000 years ago! Wow! Can you tell me more? Pulses have been found in the Egyptian pyramids which were built over 4,000 years ago! That’s incredible. Is that why the health pyramid is the same shape as the 4000-year-old pyramids where they found the peas, lentils and chickpeas? Because they are so healthy and good for us. The shape of the pyramid helps us remember the GRAINS VEGETABLES FRUITS MILK MEAT & BEANS amounts we need from each food group. OILS B SCRAM LED PULSE WORDS Unscramble the words below to form pulse words found in this book. Split Pea Summer Salad 1/2 c. dry green split peas 1 1/2 c. water 16 oz. ham, cubed 2/3 c. Italian dressing (light) 8 oz. bowtie pasta 1 1/2 c. bell pepper, chopped Salt and pepper to taste Optional (sliced black olives) In a medium saucepan, bring peas and water to a boil, reduce heat, cover and simmer until peas are just tender (about 20 minutes). Drain and transfer to a large bowl. -
KC Refrigerated Product List 10.1.19.Indd
Created 3.11.09 One Color White REFRIGERATEDWhite: 0C 0M 0Y 0K COLLECTION Albondigas (Mexican Meatball Soup) Black Bean Soup Butternut Squash & Apple Soup 700856 700820 VN VG DF GF 700056 GF Savory meatballs, white rice and vibrant Slow-cooked black beans, red peppers, A blend of puréed butternut squash, onions tomatoes in a handcrafted chicken stock roasted sweet corn and diced green chilies and handcrafted stock with caramelized infused with traditional Mexican aromatics in a purée of vine-ripened tomatoes with a Granny Smith apples and a pinch of fresh and a touch of fresh lime juice. splash of fresh-squeezed orange juice. nutmeg. Angus Steak Chili with Beans Black Lentil & Roasted Garlic Dahl* Caribbean Jerk Chicken Soup 700095 DF GF 701762 VG GF 700708 DF GF Tender strips of seared Angus beef, green Black beluga lentils, sautéed onions, roasted Tender chicken, sweet potatoes, carrots peppers and red beans in slow-simmered garlic and ginger slow-simmered in a rich and tomatoes in a handcrafted chicken tomatoes with Southwestern spices. tomato broth, infused with warming spices, stock with white rice, red beans, traditional finished with butter and heavy cream. jerk seasoning and a hint of molasses. Beef Barley & Vegetable Soup Broccoli Cheddar Soup Carrot Ginger Soup 700023 700063 VG GF 700071 VN VG DF GF Seared strips of lean beef and pearl barley Delicately puréed broccoli and sautéed Sweet carrots puréed with fresh-squeezed with red peppers, mushrooms, peas, onions in a rich blend of extra sharp orange juice, hand-peeled ginger and tomatoes and green beans in a rich cheddar cheese and light cream with a sautéed onions with a touch of toasted beef stock. -

Frozen & Dry Food Products
www.keldafoods.com Frozen & Dry Food Products Specia mad fo yo ESTD. AUG. 2018 Our aim is to gift the foodies all over the world with the Nature's Own Goodness contained in coconut and a myriad of spices native to Kerala - the Spice Hub of the world from ancient times - along with ease, comfort and tempting tastes. Our versatile products range includes frozen farm fresh vegetables and fruits, mouthwatering Heat n Eat breakfasts, meals, teatime dry savoury dishes and tempting sweet snacks. We have separate production units for both veg and non-veg delicacies. From purchase of raw materials to the final packing process, we meticulously monitor the quality at each and every stage. We regard quality, hygiene and customer satisfaction as our uncompromised values. South Indian Vegetarian Dishes: Heat & Eat Breakfast Delights: ................... ♦ Porotta ♦ Kothu Porotta ♦ Chappathi ♦ Palappam ♦ Idali ♦ Idiyappam ♦ White Puttu ♦ Chemba Puttu ♦ Ragi Puttu ♦ Wheat Puttu Heat & Eat Vegetarian Curry ...................... ♦ Mashroom Curry ♦ Ripe mango Curry ♦ Vegetable Stew ♦ Mixed Vegetable Curry ♦ Okra Curry ♦ Jackfruit Seed Manga Curry ♦ Ulli theeyal ♦ Sambar ♦ Kadala Curry ♦ Morru Curry Heat & Eat Coconut Chutney ....................... ♦ Coconut White Chutney Genaral Products: ...................................... ♦ Coconut Red Chutney ♦ Grated Coconut ♦ Coconut Raw Mango Chutney ♦ Sliced Coconut ♦ Coconut Peanut Chutney ♦ Coconut Curry Paste ♦ Coconut.Mint Chutney ♦ Jackfruit green ♦ Coconut Coriander leaves Chutney ♦ Tender Jackfruit ♦ Coconut -

Carbohydrate Counting for Traditional South Asian Foods
Carbohydrate Counting for Traditional South Asian Foods Ashwini Wagle, M.S., R.D, Doctoral Student Associate Professor and DPD Director Department of Nutrition, Food Science and Packaging San Jose State University Preface The Carbohydrate Counting tool was developed to meet the needs of the South Asian population and is an original intellectual product of the author, Ashwini Wagle, MS, RD, Associate Professor and DPD Director, Department of Nutrition, Food Science and Packaging at San Jose State University. The 4th edition and revised version was developed by the main author with assistance of Tanay Prabhu, BS Student in Biological Sciences, Drexel University, Philadelphia. The previous versions of the tool were developed with the assistance of graduate students Sajida Arsiwala, MS, RD and Bhavna Subhedar, MS and Dr. Kathryn Sucher, Sc.D, RD, Professor Emeritus, Department of Nutrition, Food Science and Packaging at San Jose State University. About the Author Ashwini Wagle, MS, RD is an Associate Professor and Director for the Didactic Program in Dietetics (DPD) in the Department of Nutrition, Food Science and Packaging at San Jose State University. Ashwini Wagle earned her MS in Food and Nutrition from Indiana University of Pennsylvania (IUP) in 93'and is currently a doctoral student in Educational Leadership (Ed.D) at University of New England. She comes to San Jose State University with over ten year experience as a registered dietitian (RD) in several skilled nursing facilities and acute care hospitals in the San Francisco Bay Area. Ashwini Wagle is also involved with several on-campus and off-campus organizations and serves on the committees for organizations such as the South Asian Heart Center at El Camino Hospital, Center for Healthy Aging in Multicultural Populations (CHAMP), Education Committee of the California Dietetic Association (CDA), San Jose Peninsula District of California Dietetic Association (SJPD), Cal-Pro Net Center. -
Split Pea Soup
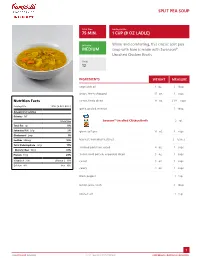
SPLIT PEA SOUP Total Time Serving & Size 75 MIN. 1 CUP (8 OZ LADLE) Difficulty Warm and comforting, this classic split pea MEDIUM soup with ham is made with Swanson® Unsalted Chicken Broth. Yields 12 INGREDIENTS WEIGHT MEASURE vegetable oil 1 oz. 2 tbsp. onion, finely chopped 17 oz. 3 cups Nutrition Facts carrot, finely diced 14 oz. 2 1/4 cups Serving Size 1 CUP (8 OZ LADLE) garlic, peeled, minced 1 tbsp. Amount Per Serving Calories 197 % Daily Value Swanson® Unsalted Chicken Broth 2 qt. Total Fat 3g 5% Saturated Fat 0.3g 2% green spit pea 14 oz. 2 cups Cholesterol 2mg 1% Sodium 309mg 13% bay leaf, individual leaf(ves) 2 leaves Total Carbohydrate 32.1g 11% smoked pork ham, diced 4 oz. 1 cups Dietary Fiber 10.2g 41% Protein 11.8g 24% Yukon Gold potato, unpeeled, diced 5 oz. 1 cups Vitamin A 33% Vitamin C 16% carrot 5 oz. 1 cups Calcium 4% Iron 10% celery 4 oz. 1 cups black pepper 1 tsp. lemon juice, fresh 3 tbsp. kosher salt 1 tsp. 1 1-800-TRY-SOUP (879-7687) © 2021 CAMPBELL SOUP COMPANY CAMPBELLSFOODSERVICE.COM/RECIPES SPLIT PEA SOUP INSTRUCTIONS 1. To sauté vegetables, in kettle heat oil over medium-high heat: Add onions and sauté 6 minutes, stirring often. Add carrots and cook 2-3 minutes. Mix in garlic and continue to cook 2 minutes while stirring. 2. Add the Swanson Unsalted Chicken Broth, split peas and bay leaves. Bring to a boil, reduce heat and simmer 30 minutes or until peas soften and start to break down, thickening the soup. -
Split Peas, Lentils &
Split Pea Soup About City Market, 3 cups split peas 3 stalks celery, minced Onion River Co-op 10 cups water 2 medium carrots, diced City Market, Onion River Co-op is a consumer 1 bay leaf 1 potato, thinly sliced cooperative, with over 11,700 Members, selling 2 tsp salt 3-4 Tbsp vinegar, to taste wholesome food and other products while 2 onions, minced ground pepper building a vibrant, empowered community and 4-5 cloves garlic, crushed a healthier world, all in a sustainable manner. Place split peas, water, bay leaf, and salt in a large Located in downtown Burlington, Vermont, soup pot. Bring to a boil, lower heat as much as City Market provides a large selection of local, possible, and simmer, partially covered, for 20 organic and conventional foods, and thousands minutes. Add onion, garlic, celery, carrots, and Split Peas, of Vermont-made products. potato. Simmer again for about 40 minutes more with occasional stirring. Add vinegar and black Visit City Market, Onion River Co-op online Lentils & pepper to taste. at www.CityMarket.coop or call 802-861-9700. Red Lentil Soup (Dal) Dal 4 Tbsp vegetable oil 1 ½ Tbsp turmeric 1 onion, chopped 2 cups red lentils 2 Tbsp fresh ginger, 3 ½ cups water minced 13 ounces coconut milk 1 jalapeño pepper, 14 ounces diced tomato seeded and diced salt & pepper to taste 3 cloves garlic, minced ½ bunch cilantro 3 Tbsp curry powder (optional) 1 ½ Tbsp cumin Heat the oil in a skillet over medium-high heat. Add the onions, ginger, and jalapeño and cook, stirring occasionally until translucent, approximately 5 minutes. -

We Can Prevent Disease by Using Food As Medicine - San Francisco Chronicle
2/13/2018 We can prevent disease by using food as medicine - San Francisco Chronicle Opinion We can prevent disease by using food as medicine By Linda Shiue | January 25, 2018 | Updated: January 25, 2018 3:18pm 4 Photo: Linda Shiue https://www.sfchronicle.com/opinion/openforum/article/We-can-prevent-disease-by-using-food-as-medicine-12526155.php 1/7 2/13/2018 We can prevent disease by using food as medicine - San Francisco Chronicle Victoria Ramessar, or “Auntie Doll” to her family, is pictured in her kitchen in San Fernando, Trinidad, the last time she cooked for her family. We worried about Auntie Doll, a longtime diabetic with heart disease, when we learned she had stopped taking statins and rarely saw her doctor, both due to finances. Amazingly, she lived almost two decades after her heart attack. The last time she cooked for us, at her home in Trinidad, I understood one of the reasons why. She had figured out how to heal herself with food — she replaced the white flour in her roti (Indian flatbread) with her custom blend of oats, flaxseed and whole wheat, and made browning, the burnt sugar used to season Caribbean stews, with water instead of oil. Instinctively, Auntie Doll understood the power of food as medicine. In many cultures, food was the first medicine (this is not to minimize the benefits of modern medicine). Discussing nutrition is a way to empower patients to take charge of their own health. In an ideal health care system, basic coverage would be a given and affordable, and the medical system would begin to prescribe and provide access to food as medicine. -

The Market Basket
Historic, Archive Document Do not assume content reflects current scientific knowledge, policies, or practices. INFORMATION FOR THE PRESS U.S. DEPARTMENT OF AGRICULTURE Office of Information Press Service WASHINGTON. D. C. EELEAS3 FOR FTOLICATION SEPTEMBER 5, 1934 (lEDlffiSDAY) THE MARKET BASKET Bureau of Home Economics, U. S. Department of Agriculture FAI^ILY FOOD GUIDE TO OT-COST BALANCED DIET Every meal — Milk for children, "bread for all Every day — Tv/o to four times a week — Cereal in porridge or pudding Tomatoes for all Potatoes Dried lieans and peas or peanuts Tomatoes (or oranges) for children Eggs (especially for children) A green or yellow vegetable Lean meat, fish, or poultry, or A fruit or additional vegetable cheese Milk for all G-SEEIT SOYBEANS AS A VEGETABLE Forage crops are intended as food for livestock. But some forage crops furnish excellent food for human heings, and this fact now has a new importance in the drov^ght-stricken Middle West. Just as the South has used its cowpeas for the triple purpose of feeding stock, enriching the soil, and providing a staple vegetable for the table, the Middle West can now turn to its soybean crop. And fortunately, there are more soybeans than usual in some of the very regions where other crops have suffered most. Where other crops were winter- killed; or where later they were ruined by drought and burning heat; or where fields were taken out of corn and wheat production under agreement with the AAA - in many such places the farmers planted soybeans as a good dry-weather crop. -

The Characteristics of Extruded Faba Beans (Vicia Faba L.) Introduction
ISSN RURAL SUSTAINABILITY RURAL SUSTAINABILITY RESEARCH 36(331), 2016 RESEARCH ISSN – 2256-0939 SCIENTIFIC JOURNAL OF © Latvia University of Agriculture, all rights reserved LATVIA UNIVERSITY OF AGRICULTURE Nr. 36 (331), 2016 http://www.llu.lv/en/ JELGAVA The Characteristics of Extruded Faba Beans (Vicia faba L.) *Strauta Liene, Muižniece-Brasava Sandra Latvia University of Agriculture, Faculty of Food Technology, Rīgas street 22, Jelgava, LV -3004, Latvia Abstract. Faba beans (Vicia faba L.) are an excellent protein source and should be more present in human diet, but due to their long cooking time, they are rarely used. So, in order to increase the accessibility of faba beans (Vicia faba L.), experiments were carried out to obtain new food products. Extrusion-cooking was chosen as the potential thermal cooking process and two different products were obtained. One was made exclusively from faba bean (Vicia faba L.) flour, while the second one was produced with a 50% addition of wheat flour to bean flour. Protein content, size, volume mass, pH and starch content for obtained products were analysed in order to characterise the products, as well as to see the differences from non-extruded faba beans (Vicia faba L.) and obtained samples. The experiments were carried out using faba beans (Vicia faba L.) obtained at Ltd. “Pure Horticultural Research Centre”. They were milled at Ltd. “Grauda spēks” and extruded with a twin screw extruder at Ltd. “Milzu”. The experiments showed that the extrusion process had decreased the protein content by 9%, but the starch content had risen by 13% with the addition of wheat flour. -

SHUTTLE MENU STS-116 (Stow by Meal)
SHUTTLE MENU STS-116 (Stow By Meal) MARK POLANSKY, CDR (RED) Meal Days 1* & 12** Day 2 Day 3 Day 4 A Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Fruit Cocktail (T) Fruit Cocktail (T) Pineapple (T) Fruit Cocktail (T) Beef Ravioli (T) Beef Stroganoff w/ Noodles (R) Chicken Salad (R) Meatloaf (T) Creamed Spinach (R) Chocolate Breakfast Drink (B) Crackers (NF) x2 Corn (R) Crackers (NF) x2 Tea w/ Sugar (B) Tortilla (FF) x2 Pineapple Drink (B) x2 Pineapple Drink (B) x2 Orange-Grapefruit Drink (B) x2 Orange-Mango Drink (B) x2 Tea w/ Sugar (B) Kona Coffee w/ C & S (B) Kona Coffee w/ C & S (B) B Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Beef Ravioli (T) Teriyaki Chicken (R) Chicken w/ Corn & Black Beans Split Pea Soup (T) Southwestern Corn (T) Rice Pilaf (R) Applesauce (T) Crackers (NF) x2 Crackers (NF) x2 Almonds (NF) Tortilla (FF) x2 Trail Mix (IM) Tropical Punch (B) x2 Cashews (NF) Apple Cider (B) x2 Lemonade (B) x2 C Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Meatloaf (T) Seafood Gumbo (T) Fiesta Chicken (T) Seafood Gumbo (T) Creamed Spinach (R) Mashed Potatoes (R) Rice Pilaf (R) Potatoes au Gratin (R) Crackers (NF) x2 Creamed Spinach (R) Macadamia Nuts (NF) Butter Cookies (NF) Cashews (NF) Shortbread Cookies (NF) Shortbread Cookies (NF) Almonds (NF) Butter Cookies (NF) Apple Cider (B) x2 Orange Drink (B) x2 Lemonade (B) x2 Lemonade (B) x2 *Day 1 consists of Meal C only **Day 12 consists of Meal A only (B) - Beverage, (FF)- Fresh Food, (I) - Irradiated, -

MENU POLANSKY 127 Rev D
SHUTTLE MENU STS-127 (Stow By Day) MARK POLANSKY, CDR (RED) Meal Days 1* & 12 Days 2 & 13 Day 3 Day 14◊ Days 4 & 15 Days 5 & 16 A Fruit Cocktail (T) Fruit Cocktail (T) Pineapple (T) Pineapple (FF) Fruit Cocktail (T) Pineapple (T) Beef Ravioli (T) Beef Stroganoff w/ Noodles (R) Chicken Salad Spread (T) Crackers (FF) x2 Meatloaf (T) Red Beans & Rice (T) Creamed Spinach (R) Tea w/ Sugar (B) x2 Crackers (NF) x2 Tomato Basil Soup (FF) Corn (R) Chicken Noodle Soup (T) Crackers (NF) x2 Orange-Mango Drink (B) x2 Tomato Basil Soup (T) Orange-Mango Drink (FF) x2 Orange-Pineapple Drink (B) x2 Crackers (NF) x2 Pineapple Drink (B) x2 Orange-Mango Drink (B) x2 Kona Coffee w/ C & S (FF) x2 Tea w/ Sugar (B) x2 Orange-Grapefruit Drink (B) x2 Kona Coffee w/ C & S (B) x2 Kona Coffee w/ C & S (B) x2 Kona Coffee w/ C & S (B) x2 B Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Beef Stroganoff w/ Noodles (R) Beef Ravioli (T) Lasagna w/ Meat (T) Chicken w/ Corn & Black Beans (T) Fiesta Chicken (T) Southwestern Corn (T) Split Pea Soup (T) Southwestern Corn (T) Rice Pilaf (R) Potato Soup (T) Almonds (NF) x2 Applesauce (T) Candy Coated Peanuts (NF) x2 NO MEAL Crackers (NF) x2 Applesauce (T) Shortbread Cookies (NF) x2 Almonds (NF) x2 Cashews (NF) x2 Macadamia Nuts (NF) x2 Candy Coated Almonds (NF) x2 Tropical Punch (B) x2 Tropical Punch (B) x2 Lemonade (B) x2 Apple Cider (B) x2 Orange-Mango Drink (B) x2 C Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (R) Shrimp Cocktail (FF) Shrimp Cocktail (R) Shrimp