CNC Workholding Fixture with Smart Fluids
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Animafluid: a Dynamic Liquid Interface
Animafluid: A Dynamic Liquid Interface Muhammad Ali Hashmi Heamin Kim Abstract 75 Amherst St. 75 Amherst St. In this paper the authors describe a new tangible liquid interface based on ferromagnetic fluid. Our interface Cambridge, Cambridge, combines properties of both liquid and magnetism in a MA 02139 USA MA 02139 USA single interface which allows the user to directly [email protected] [email protected] interact with the liquid interface. Our dynamic liquid interface, which we call Animafluid, uses the physical Artem Dementyev Amir Lazarovich qualities of ferromagnetic fluids in combination with 75 Amherst St. 75 Amherst St. pressure sensors, microcontrollers for real-time Cambridge, Cambridge, interaction that combines both physical input and output. Our implementation is different from existing MA 02139 USA MA 02139 USA ferrofluid interventions and projects that harness [email protected] [email protected] magnetic liquid properties of ferromagnetic fluids in the sense that it adds tangibility of radical atoms design methodology to ferromagnetic fluids, thereby changing Hye Soo Yang the scope of interaction with the ferromagnetic fluid in 75 Amherst St. a drastic manner. Cambridge, MA 02139 USA Author Keywords [email protected] Tangible Interface; Ferrofluid; Dynamic Liquid Interface; Radical Atoms; Programmable Materiality ACM Classification Keywords H.5.2. Information interfaces and Presentation; User Interfaces Introduction Copyright is held by the author/owner(s). Ferromagnetic liquid is a material that has magnetic CHI’13, April 27 – May 2, 2013, Paris, France. and liquid properties. Ferromagnetic fluids have been used in a variety of different ways in the field of fluid dynamics. Our implementation imparts tangibility to the Prior Work liquid interface thus providing the design features of Our work is informed by prior work done on “Radical Atoms”, which envisions human interactions electromagnets-based interfaces and ferromagnetic with dynamic materials in a computationally fluids. -

Determining the Flow Curves for an Inverse Ferrofluid
Korea-Australia Rheology Journal Vol. 20, No. 1, March 2008 pp. 35-42 Determining the flow curves for an inverse ferrofluid C. C. Ekwebelam and H. See* The School of Chemical and Biomolecular Engineering, The University of Sydney, Australia. NSW 2006 (Received Oct. 9, 2007; final revision received Jan. 30, 2008) Abstract An inverse ferrofluid composed of micron sized polymethylmethacrylate particles dispersed in ferrofluid was used to investigate the effects of test duration times on determining the flow curves of these materials under constant magnetic field. The results showed that flow curves determined using low duration times were most likely not measuring the steady state rheological response. However, at longer duration times, which are expected to correspond more to steady state behaviour, we noticed the occurrence of plateau and decreasing flow curves in the shear rate range of 0.004 s−1 to ~ 20 s−1, which suggest the presence of non- homogeneities and shear localization in the material. This behaviour was also reflected in the steady state results from shear start up tests performed over the same range of shear rates. The results indicate that care is required when interpreting flow curves obtained for inverse ferrofluids. Keywords : inverse ferrofluid, flow curve, shear localization 1. Introduction An IFF comprises a magnetisable carrier liquid, otherwise known as a ferrofluid, which is a colloidal dispersion of Field-responsive fluids are suspensions of micron-sized nano-sized magnetite particles. Into this we disperse particles which show a dramatic increase in flow resistance micron-sized non-magnetic solid particles, thereby pro- upon application of external magnetic or electrical fields. -
Numerical Simulations of Heat and Mass Transfer Flows Utilizing
CAPITAL UNIVERSITY OF SCIENCE AND TECHNOLOGY, ISLAMABAD Numerical Simulations of Heat and Mass Transfer Flows utilizing Nanofluid by Faisal Shahzad A thesis submitted in partial fulfillment for the degree of Doctor of Philosophy in the Faculty of Computing Department of Mathematics 2020 i Numerical Simulations of Heat and Mass Transfer Flows utilizing Nanofluid By Faisal Shahzad (DMT-143019) Dr. Noor Fadiya Mohd Noor, Assistant Professor University of Malaya, Kuala Lumpur, Malaysia (Foreign Evaluator 1) Dr. Fatma Ibrahim, Scientific Engineer Technische Universit¨atDortmund, Germany (Foreign Evaluator 2) Dr. Muhammad Sagheer (Thesis Supervisor) Dr. Muhammad Sagheer (Head, Department of Mathematics) Dr. Muhammad Abdul Qadir (Dean, Faculty of Computing) DEPARTMENT OF MATHEMATICS CAPITAL UNIVERSITY OF SCIENCE AND TECHNOLOGY ISLAMABAD 2020 ii Copyright c 2020 by Faisal Shahzad All rights reserved. No part of this thesis may be reproduced, distributed, or transmitted in any form or by any means, including photocopying, recording, or other electronic or mechanical methods, by any information storage and retrieval system without the prior written permission of the author. iii Dedicated to my beloved father and adoring mother who remain alive within my heart vii List of Publications It is certified that following publication(s) have been made out of the research work that has been carried out for this thesis:- 1. F. Shahzad, M. Sagheer, and S. Hussain, \Numerical simulation of magnetohydrodynamic Jeffrey nanofluid flow and heat transfer over a stretching sheet considering Joule heating and viscous dissipation," AIP Advances, vol. 8, pp. 065316 (2018), DOI: 10.1063/1.5031447. 2. F. Shahzad, M. Sagheer, and S. Hussain, \MHD tangent hyperbolic nanofluid with chemical reaction, viscous dissipation and Joule heating effects,” AIP Advances, vol. -

Magnetic Fluid Rheology and Flows
Current Opinion in Colloid & Interface Science 10 (2005) 141 – 157 www.elsevier.com/locate/cocis Magnetic fluid rheology and flows Carlos Rinaldi a,1, Arlex Chaves a,1, Shihab Elborai b,2, Xiaowei (Tony) He b,2, Markus Zahn b,* a University of Puerto Rico, Department of Chemical Engineering, P.O. Box 9046, Mayaguez, PR 00681-9046, Puerto Rico b Massachusetts Institute of Technology, Department of Electrical Engineering and Computer Science and Laboratory for Electromagnetic and Electronic Systems, Cambridge, MA 02139, United States Available online 12 October 2005 Abstract Major recent advances: Magnetic fluid rheology and flow advances in the past year include: (1) generalization of the magnetization relaxation equation by Shliomis and Felderhof and generalization of the governing ferrohydrodynamic equations by Rosensweig and Felderhof; (2) advances in such biomedical applications as drug delivery, hyperthermia, and magnetic resonance imaging; (3) use of the antisymmetric part of the viscous stress tensor due to spin velocity to lower the effective magnetoviscosity to zero and negative values; (4) and ultrasound velocity profile measurements of spin-up flow showing counter-rotating surface and co-rotating volume flows in a uniform rotating magnetic field. Recent advances in magnetic fluid rheology and flows are reviewed including extensions of the governing magnetization relaxation and ferrohydrodynamic equations with a viscous stress tensor that has an antisymmetric part due to spin velocity; derivation of the magnetic susceptibility -
Make a Ferrofluid
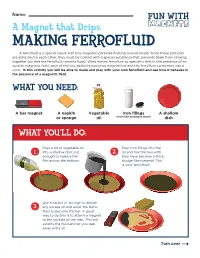
Name: FFUNUN WWITHITH MAGNETS A Magnet that Drips: MAKING FERROFLUID A ferrofl uid is a special liquid with tiny magnetic particles fl oating around inside. Since these particles are attracted to each other, they must be coated with a special substance that prevents them from sticking together (so that the ferrofl uid remains fl uid). What makes ferrofl uid so special is that in the presence of an outside magnetic fi eld, each of the tiny particles becomes magnetized and the ferrofl uid condenses into a solid. In this activity you will be able to make and play with your own ferrofl uid and see how it behaves in the presence of a magnetic fi eld. WHAT YOU NEED: A bar magnet A napkin Vegetable Iron fi lings A shallow or sponge oil (from the hardware store) dish WHAT YOU’LL DO: Pour a bit of vegetable oil Pour iron fi lings into the 1. into a shallow dish, just 2. oil and mix the two until enough to make a thin they have become a thick, fi lm across the bottom. sludge-like material. This is your ferrofl uid! Use a napkin or sponge to absorb 3. any excess oil and allow the ferro- fl uid to become thicker. A good way to do this is to attach a magnet to the outside of the dish. This will solidify the fl uid and let you dab away extra oil. Turn over FFUNUN WWITHITH MAGNETS MAKINGDRAWING FERROFLUIDFIELD LINES Attach a magnet to the dish 4. containing the ferrofl uid; the fl uid will solidify and take the shape of the magnetic fi eld it is in! Removing the magnetic fi eld will allow the ferrofl uid to fl ow like a liquid again. -

Complex Fluids in Energy Dissipating Systems
applied sciences Review Complex Fluids in Energy Dissipating Systems Francisco J. Galindo-Rosales Centro de Estudos de Fenómenos de Transporte, Faculdade de Engenharia da Universidade do Porto, CP 4200-465 Porto, Portugal; [email protected] or [email protected]; Tel.: +351-925-107-116 Academic Editor: Fan-Gang Tseng Received: 19 May 2016; Accepted: 15 July 2016; Published: 25 July 2016 Abstract: The development of engineered systems for energy dissipation (or absorption) during impacts or vibrations is an increasing need in our society, mainly for human protection applications, but also for ensuring the right performance of different sort of devices, facilities or installations. In the last decade, new energy dissipating composites based on the use of certain complex fluids have flourished, due to their non-linear relationship between stress and strain rate depending on the flow/field configuration. This manuscript intends to review the different approaches reported in the literature, analyses the fundamental physics behind them and assess their pros and cons from the perspective of their practical applications. Keywords: complex fluids; electrorheological fluids; ferrofluids; magnetorheological fluids; electro-magneto-rheological fluids; shear thickening fluids; viscoelastic fluids; energy dissipating systems PACS: 82.70.-y; 83.10.-y; 83.60.-a; 83.80.-k 1. Introduction Preventing damage or discomfort resulting from any sort of external kinetic energy (impact or vibration) is an omnipresent problem in our society. On one hand, impacts and vibrations are responsible for several health problems. According to the European Injury Data Base (IDB), injuries due to accidents are killing one EU citizen every two minutes and disabling many more [1]. -
![Arxiv:1808.04793V2 [Cond-Mat.Quant-Gas]](https://docslib.b-cdn.net/cover/7461/arxiv-1808-04793v2-cond-mat-quant-gas-2037461.webp)
Arxiv:1808.04793V2 [Cond-Mat.Quant-Gas]
Self-bound Bose-Fermi liquids in lower dimensions Debraj Rakshit, 1,2 Tomasz Karpiuk, 3 Paweł Zin, 4 Mirosław Brewczyk, 3 Maciej Lewenstein 2,5 and Mariusz Gajda 1 1 Institute of Physics, Polish Academy of Sciences, Aleja Lotnik´ow 32/46, PL-02668 Warsaw, Poland 2 ICFO - Institut de Ciencies Fotoniques, The Barcelona Institute of Science and Technology, Av. Carl Friedrich Gauss 3, 08860 Castelldefels (Barcelona), Spain 3 Wydział Fizyki, Uniwersytet w Białymstoku, ul. K. Ciołkowskiego 1L, 15-245 Białystok, Poland 4 National Centre for Nuclear Research, ul. Ho˙za 69, PL-00-681 Warsaw, Poland 5 ICREA, Pg. Lluis Companys 23, 08010 Barcelona, Spain Abstract. We study weakly interacting mixtures of ultracold atoms composed of bosonic and fermionic species in 2D and 1D. When interactions between particles are appropriately tuned, self-bound quantum liquids can be formed. We show that while formation of these droplets in 2D is due to the higher order correction terms contributing to the total energy and originating in quantum fluctuations, in 1D geometry the quantum fluctuations have a negligible role on formation of the self-bound systems. The leading mean-field interactions are then sufficient for droplet formation in 1D. We analyse stability conditions for 2D and 1D systems and predict values of equilibrium densities of droplets. PACS numbers: Submitted to: New J. Phys. 1. Introduction Although the physical space is three-dimensional, lower dimensional spaces are quite often considered on a theoretical ground. This is because they are simpler for analysis, nonetheless able to capture the basic physics of the three-dimensional space. -

A Study of Active Engine Mounts
A Study of Active Engine Mounts Examensarbete utfört i Reglerteknik vid Tekniska Högskolan i Linköping av Fredrik Jansson & Oskar Johansson Reg nr: LiTH-ISY-EX-3453-2003 Linköping 2003 F. JANSSON O. JOHANSSON A Study of Active Engine Mounts Examensarbete utfört i Reglerteknik vid Linköpings tekniska högskola av Fredrik Jansson och Oskar Johansson Reg nr: LiTH-ISY-EX-3453-2003 Supervisor: Andreas Eidehall Linköpings Universitet Claes Olsson Volvo Car Corporation Examiner: Professor Fredrik Gustafsson Linköpings Universitet Linköping 17th December 2003 F. JANSSON O. JOHANSSON A STUDY OF ACTIVE ENGINE MOUNTS Avdelning, Institution Datum Division, Department Date 2003-12-17 Institutionen för systemteknik 581 83 LINKÖPING Språk Rapporttyp ISBN Language Report category Svenska/Swedish Licentiatavhandling X Engelska/English X Examensarbete ISRN LITH-ISY-EX-3453-2003 C-uppsats D-uppsats Serietitel och serienummer ISSN Title of series, numbering Övrig rapport ____ URL för elektronisk version http://www.ep.liu.se/exjobb/isy/2003/3453/ Titel Studie av aktiva motorkuddar Title A Study of Active Engine Mounts Författare Fredrik Jansson and Oskar Johansson Author Sammanfattning Abstract Achieving better NVH (noise, vibration, and harshness) comfort necessitates the use of active technologies when product targets are beyond the scope of traditional passive insulators, absorbers, and dampers. Therefore, a lot of effort is now being put in order to develop various active solutions for vibration control, where the development of actuators is one part. Active hydraulic engine mounts have shown to be a promising actuator for vibration isolation with the benefits of the commonly used passive hydraulic engine mounts in addition to the active ones. -

Exploring Materials—Ferrofluid
Exploring Materials—Ferrofluid Try this! 1. Hold a magnet next to the vial of black sand. How does the sand react? 2. Use the magnet to drag the sand up the sides of the vial. What happens when you remove the magnet? 3. Now try the same things with the vial of ferrofluid. Does the ferrofluid act the same way the sand does? What’s going on? Ferrofluid is a unique material that acts like a magnetic solid and like a liquid. In contrast, black sand is a regular magnetic solid. Surprisingly, both ferrofluid and black sand are made of magnetite! The difference in their behavior is due to size. Ferrofluid is made of tiny, nanometer‐sized particles of coated magnetite suspended in liquid. When there’s no magnet around, ferrofluid acts like a liquid. The magnetite particles move freely in the fluid. But when there’s a magnet nearby, the particles are temporarily magnetized. They form structures within the fluid, causing the ferrofluid to act more like a solid. When the magnet is removed, the particles are demagnetized and ferrofluid acts like a liquid again. Black sand is also made of magnetite, but it doesn’t have ferrofluid’s unusual properties. That’s because the grains of sand are much larger than the magnetite particles in ferrofluid. As a result, they’re permanently magnetic and can’t be suspended in a liquid. How is this nano? A material can act differently when it’s nanometer‐sized. (A nanometer is a billionth of a meter.) On the nanoscale, magnetite is paramagnetic, meaning that it’s magnetic only in the presence of a magnet. -
High Magnetization Aqueous Ferrofluid: a Simple One-Pot Synthesis Kyler J
Virginia Commonwealth University VCU Scholars Compass Chemistry Publications Dept. of Chemistry 2010 High magnetization aqueous ferrofluid: A simple one-pot synthesis Kyler J. Carroll Virginia Commonwealth University Michael D. Schultz Virginia Commonwealth University Panos P. Fatouros Virginia Commonwealth University Everett E. Carpenter Virginia Commonwealth University, [email protected] Follow this and additional works at: http://scholarscompass.vcu.edu/chem_pubs Part of the Chemistry Commons Carroll, K. J., Schultz, M. D., & Fatouros, P. P., et al. High magnetization aqueous ferrofluid: A simple one-pot synthesis. Journal of Applied Physics, 107, 09B304 (2010). Copyright © 2010 American Institute of Physics. Downloaded from http://scholarscompass.vcu.edu/chem_pubs/30 This Article is brought to you for free and open access by the Dept. of Chemistry at VCU Scholars Compass. It has been accepted for inclusion in Chemistry Publications by an authorized administrator of VCU Scholars Compass. For more information, please contact [email protected]. JOURNAL OF APPLIED PHYSICS 107, 09B304 ͑2010͒ High magnetization aqueous ferrofluid: A simple one-pot synthesis ͒ Kyler J. Carroll,1 Michael D. Shultz,2 Panos P. Fatouros,2 and Everett E. Carpenter1,a 1Department of Chemistry, Virginia Commonwealth University, Richmond, Virginia 23284, USA 2Department of Radiology, Virginia Commonwealth University, Richmond, Virginia 23284, USA ͑Presented 22 January 2010; received 30 October 2009; accepted 2 December 2009; published online 20 April 2010͒ A one-step polyol method was utilized to prepare a stable aqueous iron/iron oxide ferrofluid. The dried powders were characterized by x-ray diffraction, electron microscopy, x-ray absorption spectroscopy, and vibrating sample magnetometry for the determination of phase, morphology, and magnetic properties. -

A Bioinspired Approach to Data Storage
A Bioinspired Approach to Data Storage By: Scott Michael Bird A thesis submitted in partial fulfilment of the requirements for the degree of Doctor of Philosophy The University of Sheffield Faculty of Science Department of Chemistry March 2016 I For Ann and Craig Without their unwavering support and endless sacrifices none of this would have been possible. II III Abstract Traditional magnetic data storage devices are reaching the limits of their capabilities, and new technologies must be sought if the remarkable pace of improvement in performance and storage capacity seen over the last 60 years is to continue. Bit-patterned media (BPM) has the potential to continue this development and significantly increase the storage densities of magnetic hard disks, but developing a cost-effective route to manufacture this technology has so far remained elusive. This work takes inspiration from nature, to develop a bioinspired and green approach to forming magnetic nanoparticles (MNPs) on surfaces, as a novel approach to BPM. Magnetotactic bacteria (MTB) form highly uniform MNPs of the magnetic material of magnetite inside specialised lipid organelles called magnetosomes, under mild aqueous conditions. Control over the magnetite crystal formed is exerted through the use of biomineralisation proteins. One of these proteins from the MTB Magnetospirillum magneticum AMB-1, termed Mms6, has been shown to control the formation of magnetite nanoparticles in vitro. In this work, a modified version of the Mms6 protein, engineered to contain an N-terminal cysteine, is patterned and immobilised onto gold surfaces to biotemplate the growth of MNP arrays of magnetite. Furthermore, different patterning methods are explored to control the location of Mms6, with the aim of producing MNP arrays that are suitable for BPM. -
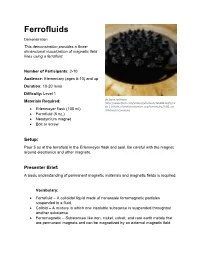
Ferrofluids Demonstration This Demonstration Provides a Three- Dimensional Visualization of Magnetic Field Lines Using a Ferrofluid
Ferrofluids Demonstration This demonstration provides a three- dimensional visualization of magnetic field lines using a ferrofluid. Number of Participants: 2-10 Audience: Elementary (ages 5-10) and up Duration: 10-20 mins Difficulty: Level 1 By Steve Jurvetson Materials Required: (http://www.flickr.com/photos/jurvetson/136481113/) [CC BY 2.0 (http://creativecommons.org/licenses/by/2.0)], via • Erlenmeyer flask (100 ml) Wikimedia Commons • Ferrofluid (5 oz.) • Neodymium magnet • Bolt or screw Setup: Pour 5 oz of the ferrofluid in the Erlenmeyer flask and seal. Be careful with the magnet around electronics and other magnets. Presenter Brief: A basic understanding of permanent magnetic materials and magnetic fields is required. Vocabulary: • Ferrofluid – A colloidal liquid made of nanoscale ferromagnetic particles suspended in a fluid. • Colloid – A mixture in which one insoluble substance is suspended throughout another substance. • Ferromagnetic – Substances like iron, nickel, cobalt, and rare earth metals that are permanent magnets and can be magnetized by an external magnetic field. Ferrofluids Physics & Explanation: Elementary (ages 5-10): Ferrofluids are liquids that become magnetic in the presence of a magnetic field. Specifically, ferrofluids are made by suspending nanoscale ferromagnetic (or ferromagnetic) particles in a carrier fluid. An example of a simple ferrofluid is iron oxide (rust) dust put into vegetable oil. When exposed to a magnet, the fluid will act like a magnet and will move around. Explain that when you hold a magnet near a refrigerator, you can feel the two attract. The magnetic field is interacting with the metal on the refrigerator. You can also have two magnets on hand to show that the magnets attract and repel each other.