Use Low-Grade Waste Steam to Power Absorption Chillers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Heat Transfer Model of a Rotary Compressor S
Purdue University Purdue e-Pubs International Compressor Engineering Conference School of Mechanical Engineering 1992 Heat Transfer Model of a Rotary Compressor S. K. Padhy General Electric Company Follow this and additional works at: https://docs.lib.purdue.edu/icec Padhy, S. K., "Heat Transfer Model of a Rotary Compressor" (1992). International Compressor Engineering Conference. Paper 935. https://docs.lib.purdue.edu/icec/935 This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact [email protected] for additional information. Complete proceedings may be acquired in print and on CD-ROM directly from the Ray W. Herrick Laboratories at https://engineering.purdue.edu/ Herrick/Events/orderlit.html HEAT TRANSFER MODEL OF A ROTARY COMPRESSOR Sisir K. Padhy General Electric C_ompany Appliance Park 5-2North, Louisville, KY 40225 ABSTRACT Energy improvements for a rotary compressor can be achieved in several ways such as: reduction of various electrical and mechanical losses, reduction of gas leakage, better lubrication, better surface cooling, reduction of suction gas heating and by improving other parameters. To have a ' better understanding analytical/numerical analysis is needed. Although various mechanical models are presented to understand the mechanical losses, dynamics, thermodynamics etc.; little work has been done to understand the compressor from a heat uansfer stand point In this paper a lumped heat transfer model for the rotary compressor is described. Various heat sources and heat sinks are analyzed and the temperature profile of the compressor is generated. A good agreement is found between theoretical and experimental results. NOMENCLATURE D, inner diameter D. -

Why Does the Wisconsin Boiler and Pressure Vessel Code, 636 41
Why does the Wisconsin Boiler and Pressure Vessel Code, SPS 341, regulate air compressors? By Industry Services Division Boiler and Pressure Vessels Program Almost everyone forms a definite picture in their mind when they hear the term “air compressor.” They probably think of a steel tank of some shape and dimension, with an electric motor, and an air pump mounted on top of the tank. To better understand the requirements of the Wisconsin Boiler Code, SPS 341, pertaining to air compressors, we need to have some common terminology. If a person wanted to purchase an “air compressor” at a hardware or home supply store, they would certainly be offered the equipment described above, consisting of three separate mechanical devices; the motor, the pump, and the storage tank. First, there is an electric motor, used to provide power to the device that pumps air to high pressure. This pumping device is the only part of the unit that is properly called an "air compressor." The compressor delivers high-pressure air to the third and final part of the mechanical assembly, the air storage tank; commonly called a pressure vessel. Because the pressure vessel receives pressurized air, this is the only part of the device described above that is regulated SPS 341. SPS 341 regulates pressure vessels when the pressure vessel's volume capacity is 90 gallons (12 cubic feet) or larger, and the air pressure is 15 pounds per square inch or higher. A typical pressure vessel of this size would be 24 inches in diameter and 48 inches long. In industrial settings, it is common practice to mount very large air compressors in a separate location from the pressure vessels. -

Performance Comparison Between an Absorption-Compression Hybrid Refrigeration System and a Double-Effect Absorption Refrigeration Sys-Tem
Available online at www.sciencedirect.com ScienceDirect Available online at www.sciencedirect.com Procedia Engineering 00 (2017) 000–000 ScienceDirect www.elsevier.com/locate/procedia Procedia Engineering 205 (2017) 241–247 10th International Symposium on Heating, Ventilation and Air Conditioning, ISHVAC2017, 19- 22 October 2017, Jinan, China Performance Comparison between an Absorption-compression Hybrid Refrigeration System and a Double-effect Absorption Refrigeration Sys-tem Jian Wang, Xianting Li, Baolong Wang, Wei Wu, Pengyuan Song, Wenxing Shi* Beijing Key Laboratory of Indoor Air Quality Evaluation and Control, Department of Building Science, Tsinghua University, Haidian District, Beijing 100084, China Abstract Conventional absorption refrigeration systems (ARSs), which are mainly driven by heat, have a competitive primary energy efficiency (PEE) compared with chillers driven by electricity. In the typical ARS, a large quantity of high-temperature heat is supplied into the generator, while a substantial amount of low-temperature heat is rejected to the environment from the condenser, it’s a huge waste. In order to decrease the input heat for generator and enhance the performance of conventional ARS, a kind of absorption-compression hybrid refrigeration system recovering condensation heat for generation (RCHG-ARS) was ever proposed. In the present study, the models of both RCHG-ARS and double-effect absorption refrigeration system (DEARS) are established, and the effects of different parameters on them are simulated and compared with each other. As a conclusion, the PEE of RCHG-ARS can be 29.0% higher than that of DEARS, and RCHG-ARS has a wider working conditions than DEARS due to the existence of the compressor. -

Bendix® Ba-922® Sae Universal Flange Air Compressor
compressors BENDIX® BA-922® SAE UNIVERSAL FLANGE AIR COMPRESSOR High output compressed air generation for ultra demanding commercial & industrial applications. Experience Counts Ideal for niche industrial, agricultural, and For generations, Bendix Commercial Vehicle Systems (Bendix CVS) has petroleum applications, the universal flange been leading the way in air charging system experience and expertise. model . More fleets specify our hard-working products and systems than any other. Features an adapter mount to meet SAE J744 Bendix CVS continues its legacy of quality, reliability and durability with hydraulic pump, engine & motor mounting, a next generation high-performing, energy-saving compressor option – and drive dimensions standards; the Bendix® BA-922® SAE Universal Flange compressor. Can be mounted at several different angles An Ideal Solution For A Wide Range Of depending on physical constraints and application necessities; and Unique Applications Utilizing a standard SAE B Flange, and a 15-tooth BB spline for strength, Is driven by an engine PTO, hydraulic motor, the Bendix® BA-922® SAE compressor is designed to address a wide or electric motor. Option for belt drive as well. variety of commercial and industrial applications. Its clock-able front adapter allows the compressor to be easily mounted in several different positions depending on your requirement. Building On The Power Of The Bendix® BA-922® Compressor: High Air Delivery A dependable workhorse, the Bendix® BA-922® compressor provides maximum air delivery even at low speeds. Its high-output, two-cylinder design supplies 32 cfm (cubic feet per minute) displacement at 1,250 rpm (revolutions per minute). Power like this delivers the ability to recharge the system quickly and efficiently – even at low speeds – making it ideal for more demanding brake system applications. -
Overview of Chiller Compressors
Overview of Chiller Compressors Course No: M04-027 Credit: 4 PDH A. Bhatia Continuing Education and Development, Inc. 22 Stonewall Court Woodcliff Lake, NJ 07677 P: (877) 322-5800 [email protected] OVERVIEW OF CHILLER COMPRESSORS Overview In HVAC industry, the refrigeration machine that produces chilled water is referred to as a “Chiller”. A chiller package operates either on the principles of vapor compression or vapor absorption. The vapor compression system uses mechanical energy in the form of electric motor to drive the cooling cycle whereas absorption chillers use heat to drive the process. The vapor compression chiller system, which is far more prominent in commercial buildings, consists of four major components: the compressor, evaporator, condenser and expansion device all packaged as a single unit. The classification of vapor compression chiller packages is generally by the type of compressor: centrifugal, reciprocating, and screw being the major ones. Chillers are the largest consumer of energy in a commercial building and it is therefore important to understand the relative benefits and limitations of various types in order to make the right economic decisions in chiller installation and operation. This course will talk about the type of compressor used in the water cooled chiller. The course is divided into 3 parts: Part - I: Types of Chiller Compressors Part – II: Comparison of Chiller Compressors Part –III: Economic Evaluation of Chiller Systems PART I - TYPES OF CHILLER COMPRESSORS Most cooling systems, from residential air conditioners to large commercial and industrial chillers, employ the refrigeration process known as the vapor compression cycle. At the heart of the vapor compression cycle is the mechanical compressor. -

4. Hvac and Refrigeration System
4. HVAC AND REFRIGERATION SYSTEM Syllabus HVAC and Refrigeration System: Vapor compression refrigeration cycle, Refrigerants, Coefficient of performance, Capacity, Factors affecting Refrigeration and Air conditioning system performance and savings opportunities. Vapor absorption refrigeration system: Working principle, Types and comparison with vapor compression system, Saving potential 4.1 Introduction The Heating, Ventilation and Air Conditioning (HVAC) and refrigeration system transfers the heat energy from or to the products, or building environment. Energy in form of electricity or heat is used to power mechanical equipment designed to transfer heat from a colder, low-ener- gy level to a warmer, high-energy level. Refrigeration deals with the transfer of heat from a low temperature level at the heat source to a high temperature level at the heat sink by using a low boiling refrigerant. There are several heat transfer loops in refrigeration system as described below: Figure 4.1 Heat Transfer Loops In Refrigeration System In the Figure 4.1, thermal energy moves from left to right as it is extracted from the space and expelled into the outdoors through five loops of heat transfer: – Indoor air loop. In the leftmost loop, indoor air is driven by the supply air fan through a cool- ing coil, where it transfers its heat to chilled water. The cool air then cools the building space. – Chilled water loop. Driven by the chilled water pump, water returns from the cooling coil to the chiller’s evaporator to be re-cooled. – Refrigerant loop. Using a phase-change refrigerant, the chiller’s compressor pumps heat from the chilled water to the condenser water. -
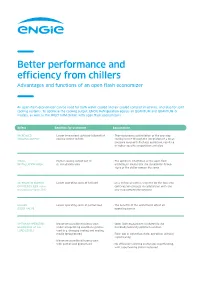
Factsheet Open-Flash-Economizer
Better performance and efficiency from chillers Advantages and functions of an open flash economizer An open flash economizer can be used for both water-cooled and air-cooled compact machines, and also for split cooling systems. To optimise the cooling output, ENGIE Refrigeration equips all QUANTUM and QUANTUM-G models, as well as the SPECTRUM chiller, with open flash economizers. Effect Benefits for customer Explanation INCREASED • Lower investment costs per kilowatt of • Thermodynamic optimisation of the one-step COOLING OUTPUT cooling output (€/kW) cooling circuit through the integration of a mean pressure level with flash gas extraction, resulting in higher specific evaporation enthalpy SMALL • Higher cooling output per m² • The optimum integration of the open flash INSTALLATION AREA of installation area economizer means that the installation dimen- sions of the chiller remain the same INCREASE IN ENERGY • Lower operating costs at full load • Less technical work is required for the two-step EFFICIENCY (EER value compression process in comparison with the increases by up to 20 %) one-step compression process HIGHER • Lower operating costs at partial load • The benefits of the economizer affect all ESEER VALUE operating points OPTIMUM OPERATING • Maximum possible efficiency gain • Open flash economizer is inherently the BEHAVIOUR AT ALL under all operating conditions guaran- thermodynamically optimum solution LOAD LEVELS teed (e. g. changing cooling and heating media temperatures) • Flash gas in saturation state; extraction without superheating • Maximum possible efficiency gain with partial load guaranteed • No efficiency-lowering suction gas superheating, with superheating control required Increased cooling output log p Cooling process in log p h diagram with open flash econo- mizer (Eco) (green) and without economizer (grey). -
How Does a Recirculating Chiller Do Heating?
How does a Recirculating Chiller do Heating? Mitchell Howard, Technical Manager March 2019 © Applied Thermal Control 2019 What is this guide for? To explain how ATC’s chillers can heat as well as cool. • Heat of compression adds energy to refrigerant • Act of compression itself causes temperature to rise. • Electrical energy input to compressor enters refrigerant through conduction as refrigerant circulates. • Hot Gas Bypass (HGB) capacity control • Instead of allowing hot gaseous refrigerant to pass into the condenser to do conventional refrigeration, it is redirected into the evaporator via a discharge bypass valve (DBV or HGBV). 2 © Applied Thermal Control 2019 Reverse-Carnot Cycle Thermodynamic model used when chiller cools. 6 5 4 7 1. Compressor suction port draws refrigerant in. 2. Compression increases pressure and heat. 3. Sensible cooling begins at the condenser. 4. Sensible cooling completed; state change starts. 3 5. State change in condenser –constant temp and pressure 6. Latent cooling completed; further sensible cooling to point 7 ensures liquid supply. This is subcooling. 7. Expansion process begins at the inlet to TEV. 8 2 8. Expansion is achieved by reducing pressure through a Pressure tiny orifice. Low pressure and temperature seen at outlet. 9. Inlet to evaporator provided with refrigerant already going 9 1 through state change. 10. Boiling (evaporation) process continues in the evaporator. 11. Liquid cannot be compressed; additional sensible heating 10 11 applied before gaseous refrigerant can enter compressor. This is known as superheat. Heat Content (Enthalpy) (Energy per unit Mass) 3 © Applied Thermal Control 2019 Why does a compressor heat? Due to isentropic compression and electric motor inefficiency. -

AAON Chiller Controls
www.AAON.com CHILLER CONTROLS The AAON Chiller Controllers are designed to maximize the capabilities of the AAON LF, LN, and LZ Series premium performance chiller products. These chiller controls are designed, engineered, and supported by AAON. Benefits • Sequences Fully Tested to Ensure High Performance Operation • Part of the Orion Controls System, compatible with AAON VCCX2 Rooftop Unit Controller • Prism 2 Software Interface for setup and configuration • LCD Displays on the Main Chiller Controller and Associated Modules for Status and Diagnostics • Factory Installed Touch Screen PC Interface is Available for Large Chiller Systems • BTL Certified BACnet MS/TP Interface AAON DESIGNED, ENGINEERED AND SUPPORTED CHILLER CONTROLS CHILLER CONTROLLER FEATURES The AAON Controllers can control chillers and outdoor mechanical rooms with pumping packages, waterside economizers, boilers, and vestibule conditioning. Each Chiller Main Controller and associated Modules have an LCD display for Status and Diagnostics, works with Prism 2 Software for full setpoint and configuration, and is BTL BACnet MS/TP certified. INCLUDED ON AAON EQUIPMENT LF SERIES CHILLER º LF Chiller Controls used with On/Off and Variable Capacity Scroll Compressor Systems LF CHILLER CONTROLLER º DX Barrel Chiller Controls used with VFD Controlled Compressor Systems LF CHILLER CONTROLLER LN SERIES CHILLER º DX Barrel Chiller Controls used with STANDARD FEATURES VFD Controlled Compressor Systems º Controls 1 or 2 Circuit DX Chillers LZ SERIES CHILLER - Single or Tandem Compressors -
Compressor Cooling
Compressor cooling Compressed air – the fourth utility A gas compressor is a mechanical compressed air are pneumatic tools, The major cooling applications for device that converts power into kinetic energy storage, production lines, compressors where heat exchangers energy by increasing the pressure of automated assembly stations, are used are: gas and reducing its volume. refrigeration, gas dusters and air-start • Air cooling systems. • Oil cooling Compressed air has become one of • Water cooling the most important power media used Another important power media is • Heat recovery in industry providing power for a compressed natural gas (CNG), which multitude of manufacturing operations. is made by compressing natural gas to In industry, compressed air is so widely less than 1% of the volume it occupies used that it is often regarded as the at standard atmospheric pressure. fourth utility, after electricity, natural gas CNG is generally used in traditional and water. General uses of combustion engines. Oil-free Compressor Oil Air Water Air cooling The compressed gas from the Oil cooling A multi-stage compressor can contain compressor is hot after compression, Both lubricated and oil-free one or several intercoolers. Since often 70-200°C. An aftercooler is used compressors need oil cooling. In compression generates heat, the to lower the temperature, which also oil-free compressors it is the lubrication compressed gas needs to be cooled results in condensation. The aftercooler oil for the gearbox that has to be between stages, making the is placed directly after the compressor cooled. In oil-injected compressors it is compression less adiabatic and more in order to precipitate the main part of the oil which is mixed with the isothermal. -

District Energy Enters the 21St Century
TECHNICAL FEATURE This article was published in ASHRAE Journal, July 2015. Copyright 2015 ASHRAE. Posted at www.www.burnsmcd.com .org. This article may not be copied and/or distributed electronically or in paper form without permission of ASHRAE. For more information about ASHRAE Journal, visit www.ashrae.org. District Energy Enters The 21st Century BY STEVE TREDINNICK, P.E., MEMBER ASHRAE; DAVID WADE, P.E., LIFE MEMBER ASHRAE; GARY PHETTEPLACE, PH.D., P.E., MEMBER ASHRAE The concept of district energy is undergoing a resurgence in some parts of the United States and the world. Its roots in the U.S. date back to the 19th century and through the years many technological advancements and synergies have developed that help district energy efficiency. This article explores district energy and how ASHRAE has supported the industry over the years. District Energy’s Roots along with systems serving groups of institutional build- District energy systems supply heating and cooling ings, were initiated and prospered in the early decades to groups of buildings in the form of steam, hot water of the 1900s and by 1949 there were over 300 commercial or chilled water using a network of piping from one or systems in operation throughout the United States. Of more central energy plants. The concept has been used course, systems in the major cities of Europe also gained in the United States for more than 140 years with the favor in Paris, Copenhagen and Brussels. In many cases first recognized commercial district energy operation district steam systems were designed to accept waste originating in Lockport, N.Y. -

Applied Thermodynamics Module 6: Reciprocating Compressor
Applied Thermodynamics Module 6: Reciprocating Compressor Intoduction Compressors are work absorbing devices which are used for increasing pressure of fluid at the expense of work done on fluid. The compressors used for compressing air are called air compressors. Some of popular applications of compressor are, for driving pneumatic tools and air operated equipments, spray painting, compressed air engine, supercharging in internal combustion engines, material handling (for transfer of material), surface cleaning, refrigeration and air conditioning, chemical industry etc. Classification of Compressors (a) Based on principle of operation: Based on the principle of operation compressors can be classified as, (i) Positive displacement compressors (ii) Non-positive displacement compressors In positive displacement compressors the compression is realized by displacement of solid boundary and preventing fluid by solid boundary from flowing back in the direction of pressure gradient. Positive displacement compressors can be further classified based on the type of mechanism used for compression. (i) Reciprocating type positive displacement compressors (ii) Rotary type positive displacement compressors Reciprocating compressors generally, employ piston-cylinder arrangement where displacement of piston in cylinder causes rise in pressure. Reciprocating compressors are capable of giving large pressure ratios but the mass handling capacity is limited or small. Reciprocating compressors may also be single acting compressor (one delivery stroke per revolution)