Unit 1A.5 – Mashing in Malt Whisky Distilleries
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Alcohol Textbook 4Th Edition
TTHEHE AALCOHOLLCOHOL TEXTBOOKEXTBOOK T TH 44TH EEDITIONDITION A reference for the beverage, fuel and industrial alcohol industries Edited by KA Jacques, TP Lyons and DR Kelsall Foreword iii The Alcohol Textbook 4th Edition A reference for the beverage, fuel and industrial alcohol industries K.A. Jacques, PhD T.P. Lyons, PhD D.R. Kelsall iv T.P. Lyons Nottingham University Press Manor Farm, Main Street, Thrumpton Nottingham, NG11 0AX, United Kingdom NOTTINGHAM Published by Nottingham University Press (2nd Edition) 1995 Third edition published 1999 Fourth edition published 2003 © Alltech Inc 2003 All rights reserved. No part of this publication may be reproduced in any material form (including photocopying or storing in any medium by electronic means and whether or not transiently or incidentally to some other use of this publication) without the written permission of the copyright holder except in accordance with the provisions of the Copyright, Designs and Patents Act 1988. Applications for the copyright holder’s written permission to reproduce any part of this publication should be addressed to the publishers. ISBN 1-897676-13-1 Page layout and design by Nottingham University Press, Nottingham Printed and bound by Bath Press, Bath, England Foreword v Contents Foreword ix T. Pearse Lyons Presient, Alltech Inc., Nicholasville, Kentucky, USA Ethanol industry today 1 Ethanol around the world: rapid growth in policies, technology and production 1 T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA Raw material handling and processing 2 Grain dry milling and cooking procedures: extracting sugars in preparation for fermentation 9 Dave R. Kelsall and T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA 3 Enzymatic conversion of starch to fermentable sugars 23 Ronan F. -

E Ven Spring 2021 Irish Whiskey Japanese Whisky Canadian
GR VEN AN SE D WHISKEY BIBLE S PRING 2021 AMERICAN WHISKEY CANADIAN WHISKY COLORADO WHISKEY INTERNATIONAL WHISKEY IRISH WHISKEY JAPANESE WHISKY KENTUCKY BOURBON RYE WHISKEY SCOTCH WHISKY SEVEN GRAND SINGLE BARREL AMERICAN WHISKEY Availability subject to change Out of stock = BALCONES | TX Baby Blue 92 PF 8 Brimstone 106 PF 9 Pot Still Bourbon 92 PF 8 Single Malt 106 PF 12 True Blue 100 PF 9 BARRELL #5 Amaro Finish 13 Armida 112.1 PF 13 Bourbon 15 Year 106.52 PF 32 Dovetail 125.24 PF 14 Infinite 118.5 PF 12 Malmsey Madeira Finish 113 PF 16 New Year 2021 113.9 PF 15 Single Barrel Rye 13 Year 124.2 PF 15 Reisling Barrel 114.34 PF 16 Vatted Malt 117.5 PF 13 Whiskey Batch #005 118.4 PF 11 BASIL HAYDEN’S | KY Caribbean Rye 80 PF 8 Dark Rye 80 PF 8 BELLE MEADE | TN Sour Mash Bourbon 90.4 PF 7 Cognac Finish 90.4 PF 9 BERNHEIM | KY Straight Wheat 90 PF 7 BERTIES BEAR GULCH | TX 87 PF 8 BIB AND TUCKER | TN 92 PF 9 BLACKENED | IN 90 PF 8 BLAUM BROTHERS | IL Bourbon 100 PF 11 Bourbon Cask Strength 18 BLUE NOTE | TN 9 Year 93 PF 12 Juke Joint Whiskey 93 PF 12 BOONDOCKS | KY American Whiskey 11 Year 95 PF 8 Cask Strength 11 Year 127 PF 10 BULLEIT | KY Bourbon 90 PF 7 Bourbon Barrel Proof 120-125 PF 10 Bourbon 10 Year 91.2 PF 9 CLYDE MAY’S | AL 85 PF 7 CUTWATER BLACK | CA Skimmer Blend 90 PF 9 DEVIL’S SHARE | CA Small Batch Bourbon 92 PF 14 DEVILS RIVER | TX Barrel Strength Bourbon 117 PF 8 Small Batch Bourbon 90 PF 7 FEW | IL Blue Corn Bourbon 101 PF 10 Bourbon 93 PF 8 Single Malt 93 PF 11 FISTFUL OF BOURBON | NJ 90 PF 6 GARRISON BROTHERS | TX Small Batch Bourbon 94 PF 12 Single Barrel Bourbon 94 PF 15 GENTLEMAN JACK | TN 80 PF 7 GEORGE DICKEL | TN Barrel Select 7 No. -
2019 Scotch Whisky
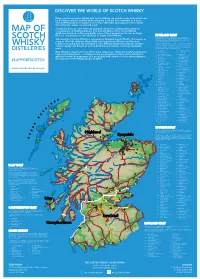
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages
The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages © 2016 Robert A. Freitas Jr. All Rights Reserved. Abstract. Specialized nanofactories will be able to manufacture specific products or classes of products very efficiently and inexpensively. This paper is the first serious scaling study of a nanofactory designed for the manufacture of a specific food product, in this case high-value-per- liter alcoholic beverages. The analysis indicates that a 6-kg desktop appliance called the Fine Spirits Synthesizer, aka. the “Whiskey Machine,” consuming 300 W of power for all atomically precise mechanosynthesis operations, along with a commercially available 59-kg 900 W cryogenic refrigerator, could produce one 750 ml bottle per hour of any fine spirit beverage for which the molecular recipe is precisely known at a manufacturing cost of about $0.36 per bottle, assuming no reduction in the current $0.07/kWh cost for industrial electricity. The appliance’s carbon footprint is a minuscule 0.3 gm CO2 emitted per bottle, more than 1000 times smaller than the 460 gm CO2 per bottle carbon footprint of conventional distillery operations today. The same desktop appliance can intake a tiny physical sample of any fine spirit beverage and produce a complete molecular recipe for that product in ~17 minutes of run time, consuming <25 W of power, at negligible additional cost. Cite as: Robert A. Freitas Jr., “The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages,” IMM Report No. 47, May 2016; http://www.imm.org/Reports/rep047.pdf. 2 Table of Contents 1. -

WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished
WHISK(E)YS BOURBON WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished ............................................................ $12.00 High West Campfire Whiskey ................................................................... $10.00 Basil Hayden's ............................................................................................ $12.00 Jack Daniel's ............................................................................................... $8.00 Belle Meade Sour Mash Whiskey ............................................................. $10.00 Gentleman Jack ........................................................................................ $11.00 Belle Meade Madeira Cask Bourbon ........................................................ $15.00 George Dickel No.12 ................................................................................... $9.00 Blackened Whiskey .................................................................................... $10.00 Mitcher's American Whiskey .................................................................... $12.00 Buffalo Trace ............................................................................................... $8.00 Mitcher's Sour Mash Whiskey .................................................................. $12.00 Bulleit Bourbon ............................................................................................ $8.00 CANADIAN WHISKY Bulleit Bourbon 10 year old ...................................................................... $13.00 -

Science of Smoke Studio Notes
9/15/18 SCIENCE OF SMOKE Dave Broom WELCOME Dave Broom was born in Glasgow and has spent his whole working life in the world of drink – from bottling line, to wine merchant, to real ale pub, to off licence, to Aussie wineries, to specialist spirits writing! Since then, Dave has written regularly about all spirit categories. Of his twelve books, two: ‘Drink: Never Mind the Peanuts’ and ‘Rum’ won the Glenfiddich award. His Whisky: The Manual was awarded Best Spirits Book at the Spirited Awards in 2015 and the ‘World Atlas of Whisky’ has been called “a landmark publication”. His most recent book, “The Way of Whisky: A Journey into Japanese Whisky’ appeared in 2017 and won the Andre Simon, John Avery Award. He is chief engineer for the go-to online site scotchwhisky.com, and writes for a large number of international titles. Dave has been involved with World Class since 2013, judging the Global Finals on a number of occasions as part of the World Class ‘gurus’ team’. JOHNNIE WALKER BLACK LABEL Johnnie Walker Black Label is the ‘Gold Standard’ of Blended Scotch Whisky. -Dave Broom 1 9/15/18 ORKNEY SKYE FOUR SPEYSIDE CORNERS HIGHLAND OF SCOTLAND • Diageo has over 10 million casks in storage • The largest holding of Scotch whisky in the world ISLAY LOWLAND • The only company to truly say they have whiskies from the four corners of Scotland CAMPBELTOWN MEET THE MAKERS Dr Jim Beveridge and the Whisky Masters Grain Milling Mashing Fermentation Distillation Maturation Blending WHISKY 2 9/15/18 THE PERFECT BLEND • Understanding how all liquids work in harmony • Balancing & matching flavors TASTING CAOL ILA GLENKINCHIE LAGAVULIN CARDHU TALISKER EARTHY FRESH CLYNELISH Iodine SMOKE FRUITS Fresh Apples Peat Smoke Pear Drops Kippers Cut Grass Bonfire Cinders Bubble Gum BENRINNES CAMERONBRIDGE ROYAL LOCHNAGAR PORT DUNDAS MORTLACH TROPICAL CREAMY Créme Caramel & RICH VANILLA Mango FRUITS Malted Milk Raisins Custard Figs Demerara Sugar SMOKE Smoke is the thread that runs through the fabric of Johnnie Walker whiskies. -

(Ka Potheen, Potcheen, Poiteen Või Poitín) – Vis, Dst Samakas
TARTU ÜLIKOOL FILOSOOFIATEADUSKOND GERMAANI, ROMAANI JA SLAAVI FILOLOOGIA INSTITUUT VÄIKE INGLISE-EESTI SELETAV VISKISÕNASTIK MAGISTRITÖÖ Tõnu Soots Juhendaja: Krista Kallis TARTU 2013 Sisukord Sissejuhatus ....................................................................................................................... 3 Terminoloogia valik ja allikad .......................................................................................... 5 Terminoloogilised probleemid ja terminiloome................................................................ 6 Lühidalt viskist ................................................................................................................ 11 Inglise-eesti seletav viskisõnastik ................................................................................... 13 Märgendid ja lühendid ................................................................................................ 13 Kokkuvõte ....................................................................................................................... 75 Kasutatud materjalid ....................................................................................................... 76 Raamatud..................................................................................................................... 76 Veebilehed, artiklid, videod, arutelud, arvutisõnastikud............................................. 77 Summary ........................................................................................................................ -

Scotch Whisky
Chapter 13 Scotch Whisky In This Chapter ▶ Noting the regional variations of Scotch ▶ Seeing how Scotch is made ▶ Listing some popular Scotch brands ▶ Savoring your Scotch cotch whisky (spelled without the e in whiskey) has a dis- Stinctive smoky flavor that’s the result of both the choice of ingredients and the method of distillation. Scotch whisky must be distilled and matured for at least three years in Scotland — but not necessarily bottled in Scotland. Some Scotch whiskies are distilled and aged in Scotland but bottled in another country. Types of Scotch Whisky Two kinds of Scotch whisky are distilled: malt whisky (from barley) and grain whisky (from cereals). Malt whiskies are divided into four groups according to the geographical loca- tion of the distillery in which they’re made (see Figure 13-1): ✓ Lowland malt whiskies: Made south of an imaginary line drawn from Dundee in the east to Greenock in the west. ✓ Highland malt whiskies: Made north of the aforemen- tioned line. 94 Part II: Distilling the High Points of Various Spirits ✓ Speyside malt whiskies: Made in the valley of the River Spey. Although these whiskies come from within the area of the Highland malt whiskies, the concentration of dis- tilleries and the specific climatic conditions in Speyside produce whiskies of an identifiable character, which is why they’re classified separately. ✓ Islay malt whiskies: Made on the island of Islay. Illustration by Lisa Reed Figure 13-1: The four main Scotch-producing regions. Part II: Distilling the High Points of Various Spirits Chapter 13: Scotch Whisky 95 Each group has its own clearly defined characteristics, rang- ing from the gentle, lighter-flavored Lowland whiskies to those distilled on Islay, which are generally regarded as the heaviest malt whiskies. -

How-To-Partial-Mash.Pdf
Partial Mashing Partial mashing, sometimes referred to as mini-mashing, may appear similar to steeping specialty grains, but the crucial difference is partial mashing actively converts a bulk of the grain starches into fermentable sugars while steeping grains provide minimal fermentable sugars to the wort. In other words, the base malts that are soaked in a partial mash usually replace up to half of the malt extract normally used in an all extract or extract with specialty grain recipes. The benefits of partial mashing affect brewers of all skill levels. New brewers experiment with partial mashes to get comfortable with the mashing process before moving to all-grain brewing. Apartment and small-space brewers are attracted to partial mashing because of the minimal equipment it requires while still being able to mash some base malt. Homebrewers of all skill levels who utilize mostly extract will sometimes partial mash in order to use grains that require a mash step. Converting to Partial Mash For the purpose of this partial-mash example, we will be using the recipe used for the extract with specialty grain tutorial, Port O'Palmer Porter. In this recipe, there is 6.6 lb (3 kg), or two cans, of liquid pale malt extract, where most of the fermentable sugar for the wort is derived. For the partial-mash, reduce the liquid malt extract to 3.3 lb (1.5 kg), or one can, and the remaining fermentable sugars will be extracted from pale base malt during a mini-mash process. To determine the amount of base malt needed to replace extract, two conversions can be used. -

Technical File for Scotch Whisky
TECHNICAL FILE FOR SCOTCH WHISKY Date of receipt (DD/MM/YYYY): [to be completed by the Commission] Number of pages (including this page): 26 Language used for submission of application: English File number: [to be completed by the Commission] Geographical indication to be registered: ‘Scotch Whisky’ (Frequently referred to as “Scotch”). Category of the spirit drink: “Whisky” as defined in Category 2 of Annex II of Regulation (EC) No 110/2008. 1 June 2019 Contents Description of Scotch Whisky ....................................................................................... 3 Physical, chemical and/or organoleptic characteristics ............................................. 3 Geographical area concerned ......................................................................................... 6 Method of production for Scotch Whisky ..................................................................... 8 Definition of “Scotch Whisky” .................................................................................. 8 Malt Scotch Whisky ................................................................................................... 9 Grain Scotch Whisky ............................................................................................... 10 Maturation ................................................................................................................ 10 Categories of Scotch Whisky ................................................................................... 11 Blending .................................................................................................................. -

Brew in a Bag (BIAB)
Brew in a Bag (BIAB) For many homebrewers, one of the most intimidating aspects of all-grain brewing isn't learning to mash or worrying about efficiency, but the money needed to upgrade to the necessary equipment. There are alternative means to all-grain brewing that do not involve building or purchasing a mash tun and additional kettles, one being brew in a bag. Brew in a bag, commonly referred to as BIAB amongst the homebrewing community, is a form of all-grain brewing that eliminates the need for a separate mash tun and allows a brewer to conduct the entire brewing process in one kettle. What Is Brew In A Bag? In simple terms, brew in a bag is a form of all-grain brewing that can take place entirely within your boil kettle. The grains are placed in a bag which is submerged into the kettle for a mashing process (hence the name, brew in a bag). When the mash is complete, simply pull the bag of grains out, much like you would an oversized tea bag, let it drain of all the leftover wort, and continue on to the boil. That is it! The method of conducting the entire process in one kettle with no additional sparges is known appropriately as single-vessel, no-sparge brew in a bag. From this most simple point, homebrewers can add sparge steps, which will involve additional kettles, amongst other customizations. Because of the simplicity of the process and equipment, BIAB has become a popular means of all-grain brewing for homebrewers new to mashing, living in small confines, pinching pennies, or brewing small batches. -

We Feature Spirits from Artisan Distillers Who Bring Their Love of Craft to Life in Every Sip
WE FEATURE SPIRITS FROM ARTISAN DISTILLERS WHO BRING THEIR LOVE OF CRAFT TO LIFE IN EVERY SIP. 4828 E. 2ND ST. LONG BEACH, CA 90803 SAINTANDSECOND.COM SPECIALTY COCKTAILS S&S MOSCOW MULE 13.75 MY PALOMA 15.5 Christiania Vodka, housemade agave ginger Gran Dovejo Tequila, fresh citrus, agave syrup, Q sparkling soda, fresh lime nectar, Q grapefruit soda, black lava salt •Substitute Redbreast 12yr Old Whiskey THE MARY 13 for Saint Irish Mule Christiania Vodka, housemade Bloody Mary mix, blue cheese olives, celery MY TWO FAVORITE THINGS 16 Neft Vodka, Lustau Vermut Rosé, orange bitters BELMONT SHORE ICED TEA 13.5 Copper & Kings Immature Brandy, Sun GINNY FROM THE BLOCK 15 American Gin, Giffard Orange Curaçao Sipsmith Gin, Italicus Rosolio di Bergamotto, Liqueur, fresh lemon juice, cane sugar, cold-pressed cranberry juice, orange blossom cold-pressed cranberry juice honey, mint, fresh lime "Name the Cocktail Contest" Winner: DARK & STORMY 13.5 Candace Lee, Long Beach Goslings Black Seal Rum, housemade ginger syrup, fresh lime juice, Q soda water POW 13.5 PAU Maui Vodka, housemade pineapple syrup, SMOKE SIGNALS 14.5 basil, fresh lime, ginger ale Wahaka Mezcal, Ghost Pepper Tequila, Maestro Dobel Blanco Tequila, agave nectar, FEEL THE RUSH 13.5 fresh grapefruit, Q grapefruit soda, Smooth Ambler Contradiction Bourbon, black lava salt honey, lemon, peach purée, peach bitters DESIGNER SMOKES 17 THE GOOD, THE BAD & THE SMOKY 16 Legendario Domingo Mezcal, Gran Classico Koval Rye, Luxardo Bitter Bianco, Bitter, vermouth blend, grapefruit twist Velvet Falernum, bitters, clove smoke FRAMBUESA 15 S&S MANHATTAN 16 Herradura Reposado Tequila, Aperol, Rittenhouse Rye, Lustau East India Solera ginger syrup, lime juice, raspberries Sherry, Cocchi Vermouth, aromatic bitters THE ICON 16 Olive-washed Christiania Vodka, Dolin Dry Vermouth, blue cheese olives MIMOSA TRAY SERVED WITH THREE SEASONAL JUICES AND ASSORTED FRESH BERRIES.