The Cask Trade Guide to Whisky
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Alcohol Textbook 4Th Edition
TTHEHE AALCOHOLLCOHOL TEXTBOOKEXTBOOK T TH 44TH EEDITIONDITION A reference for the beverage, fuel and industrial alcohol industries Edited by KA Jacques, TP Lyons and DR Kelsall Foreword iii The Alcohol Textbook 4th Edition A reference for the beverage, fuel and industrial alcohol industries K.A. Jacques, PhD T.P. Lyons, PhD D.R. Kelsall iv T.P. Lyons Nottingham University Press Manor Farm, Main Street, Thrumpton Nottingham, NG11 0AX, United Kingdom NOTTINGHAM Published by Nottingham University Press (2nd Edition) 1995 Third edition published 1999 Fourth edition published 2003 © Alltech Inc 2003 All rights reserved. No part of this publication may be reproduced in any material form (including photocopying or storing in any medium by electronic means and whether or not transiently or incidentally to some other use of this publication) without the written permission of the copyright holder except in accordance with the provisions of the Copyright, Designs and Patents Act 1988. Applications for the copyright holder’s written permission to reproduce any part of this publication should be addressed to the publishers. ISBN 1-897676-13-1 Page layout and design by Nottingham University Press, Nottingham Printed and bound by Bath Press, Bath, England Foreword v Contents Foreword ix T. Pearse Lyons Presient, Alltech Inc., Nicholasville, Kentucky, USA Ethanol industry today 1 Ethanol around the world: rapid growth in policies, technology and production 1 T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA Raw material handling and processing 2 Grain dry milling and cooking procedures: extracting sugars in preparation for fermentation 9 Dave R. Kelsall and T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA 3 Enzymatic conversion of starch to fermentable sugars 23 Ronan F. -

The Orkney Hotel Whisky Menu
THE ORKNEY HOTEL WHISKY MENU ORKNEY MALTS Orkney’s rugged and windswept character has shaped some of Scotland’s most distinct and warming malt whiskies. Highland Park 12yr (40%) From Scotland’s northernmost distillery comes a full flavoured Malt. With a nose of malt, sherry and peat, a palate of smoke, heather and other earthy elements. Highland Park 15yr (43%) Highland Park 15 has a remarkable complex nose with notes of camphor, peat and citrus fruits and flowers. The drying sensation on the finish leaves a rich smoky feeling and the immediate desire to refill your glass. Highland Park 18yr (43%) Burnished gold in colour with a rich, mature oak and aromatic smoke aroma. It has a rich, full flavour, honey and peat taste and a soft, round and long finish. Highland Park 21yr (47.5%) Drawing its incredible character from predominantly American oak casks which have been seasoned with sherry, this 21 year old is a truly dynamic whisky with an intensely fruity and spicy centre, surrounded by complex layers of candied orange peel, dark chocolate and rich, slightly drier smoke. A malt that rewards patience and delivers experience like no other. Highland Park 25yr (50.7%) With its golden dark red colour and very rich, mature oak, chocolate fudge aroma, this whisky is universally acclaimed, by the critics as one of the great single malts. It has a full, rich burst of flavours, soft honey and nutty toffee and a long and surprisingly sweet finish for its age. Highland Park 30yr (48.1%) 30 years ago after deciding to lay down the casks that would go on to become the heart of this exceptional whisky and over these 3 decades, the whisky maturing inside them has developed an outstanding balance, with a seductive sweetness and extremely delicate smoke. -

Spring 2 0 1 9
W I N E L I S T | S P R I N G 2 0 1 9. IST EDITION. MMXIX. V A J R A B E V E R A G E P R O G R A M The VAJRA BEVERAGE PROGRAM is a thoughtfully curated list of wines, spirits and libations; designed to enhance the simple flavors of Vajra’s Nepalese and Indian cuisine and heritage. The experience of visible flavors and aromas of the cuisine, when paired with the best wines and spirits and concoctions thereof, is what we aspire to impart with our guests in their every visit. A lot of thought and time has been invested in order to bring together the perfect harmony of flavors, aromas and visual appeasements. With a perfect bottle of wine or the perfect cocktail crafted with you in the mind, Vajra is a place where we all get together, to celebrate life, family and friendships. This volume is an extension of VAJRA’s affable personality and amalgamation of many forms of hospitality and culture developed through the years in hospitality business. As we encourage our guests to partake in all forms of merriment, we implore, let this volume guide you. And that you guide us with your knowledge, as we constantly learn and evolve. Our staff will make sure your every question is answered, and that you will enjoy your evening with us. No sane man can afford to dispense with debilitating pleasures; no ascetic can be considered reliably sane. ~Robert M. Parker, Jr. 2 C O N T E N T I. -
2019 Scotch Whisky
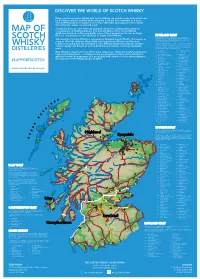
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

BEER GOES BARLEY Creating Beer-Finished Single Malts
Malt Maniacs E-pistle #2012-03 By Peter ‘Pit’ Krause, Germany This article is brought to you by 'Malt Maniacs'; an international collective of more than two dozen fiercely independent malt whisky aficionados. Since 1997 we have been enjoying and discussing the pleasures of single malt whisky with like-minded whisky lovers from all over the world. In 2010 our community had members from 16 countries; The United Kingdom, Sweden, Germany, Holland, Belgium, France, Switzerland, Italy, Greece, The U.S.A., Canada, India, Japan, Taiwan, Australia & South Africa. More information on: www.maltmaniacs.org. BEER GOES BARLEY Creating Beer-Finished Single Malts It all started out as a joke and turned into Bavarian Malt Mania: At the Finest Spirit Festival in 2011 in Munich, spirit expert Werner Obalski and independent bottler Andrea Caminneci (C&S Drams) were discussing the finishing practice in the whisky maturation when they saw a tiny beer cask. For Bavarians, Andrea remarked giggling, the industry should start working on beer finishing/maturation with these kinds of casks. Werner mentioned that such attempts had been done without much notice and that the idea – if it was properly carried out – wouldn’t be a bad idea after all. The thought needed some time to be processed, but Andrea said after a while, that such maturation should be tried again. That was birth of one truly maniacal undertaking. The idea spread around a small circle of insiders among the fair’s team and we agreed on the choice of a really sweet and potent beer similar to a sweet wine. -

WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished
WHISK(E)YS BOURBON WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished ............................................................ $12.00 High West Campfire Whiskey ................................................................... $10.00 Basil Hayden's ............................................................................................ $12.00 Jack Daniel's ............................................................................................... $8.00 Belle Meade Sour Mash Whiskey ............................................................. $10.00 Gentleman Jack ........................................................................................ $11.00 Belle Meade Madeira Cask Bourbon ........................................................ $15.00 George Dickel No.12 ................................................................................... $9.00 Blackened Whiskey .................................................................................... $10.00 Mitcher's American Whiskey .................................................................... $12.00 Buffalo Trace ............................................................................................... $8.00 Mitcher's Sour Mash Whiskey .................................................................. $12.00 Bulleit Bourbon ............................................................................................ $8.00 CANADIAN WHISKY Bulleit Bourbon 10 year old ...................................................................... $13.00 -

Das Land Des Whiskys Eine Einführung in Die Fünf Whisky-Regionen Schottlands Schottland
Das Land des Whiskys Eine Einführung in die fünf Whisky-Regionen Schottlands Schottland Highland Speyside Islay Lowland Campbeltown Whisky Die Kunst der Whisky- Keine gleicht der anderen – jede Brennerei wurde in Schottland Brennerei ist stolz auf ihre eigene über Jahrhunderte mit Liebe Geschichte, ihre einzigartige perfektioniert. Alles begann damit, Lage und ihre ganz eigene Art, dass regengetränkte Gerste den Whisky herzustellen, die mit frischem Wasser aus den sich im Laufe der Zeit entwickelt glasklaren schottischen Quellen, und verfeinert hat. Besuchen Sie Flüssen und Bächen in eine eine Brennerei und erfahren Sie trinkbare Spirituose verwandelt mehr über die Umgebung und die wurde. Menschen, die den Geschmack des schottischen Whiskys formen, Bis zum heutigen Tag setzen den Sie genießen. Wenn Sie Brennereien im ganzen Land sich am Ende der Brennerei- die Tradition fort und nutzen seit Führung zurücklehnen und Jahrhunderten pures Quellwasser bei einem Gläschen unseres aus den gleichen Quellen. größten Exportschlagers entspannen, halten Sie in Ihrem Vom Wasser und der Form des Glas gewissermaßen die Essenz Destillierapparats bis zum Holz Schottlands in der Hand. des Fasses, in dem der Whisky reift – es gibt viele Faktoren, Schottland ist weltweit das Land die den schottischen Whisky mit den meisten Brennereien und so besonders machen und lässt sich in fünf verschiedene die einzelnen Brennereien so Whisky-Regionen unterteilen: unterschiedlich. Islay, Speyside, Highland, Lowland und Campbeltown. Erfahren Sie mehr über Schottland: www.visitscotland.com/de Unterkünfte suchen und buchen: www.visitscotland.com/de-de/unterkunft/ 02 03 Islay Unter all den kleinen Inseln vor frischem Quellwasser und der Schottlands Westküste ist Islay von den einheimischen Bauern etwas ganz Besonderes. -

The Distillers' Charity Auction
The Distillers’ Charity Auction Tuesday 10th April 2018 Mercers’ Hall, Ironmonger Lane, London EC2V 8HE 003_Info_WCD 06/09/2013 15:18 Page 3 A brief history of theT Companyhe D istillers’ Chinvitear leadingity A membersucti ofo then industry to form a The Worshipful Company of Distillers was founded panel discussion. The Gin Guild is dedicated to in 1638 by Royal Charter of Charles I with powers celebrating the heritage of gin, recognising what to regulate the distillingTh tradeursd withinay 1 721t hmiles Oc ofto thebe r 2makes013 great quality gin and the furtherance of the cities of London and Westminster. Our founder was enjoyment of the spirit. an eminent physician,A Sirpo Theodorethecar idees Mayerne.’ Hall, Black Friars Lane, London EC4V 6EJ Education and Charity It was not until 1672 that the Company acquired Scholarships are offered in conjunction with the its Livery, and in 1774H theo sCourtted of b Commony: Bria n MorrWineison and, T hSpirite M Educationaster o fTrust Th eand W Heriot-Wattorshipfu l Company of Distillers Council passed an Act recognising and reinforcing University, with the awards supporting student fees the monopoly of the Distillers’Sir Jac kCompanyie Stew ina thert, OBE or paying for visits to distilleries to further their City. This dominance was short-lived and the practical education. In 2001 the Company initiated Company’s formal role as regulator of, and the development of a Professional Certificate in Auctioneer: David Elswood, Christie’s International Director of Wine spokesman for, the industry gradually fell away Spirits Course by the Wine and Spirit Education as more workable legislation was put in place Trust. -
4 Day Itinerary — Scotland’S Year of Stories 2022
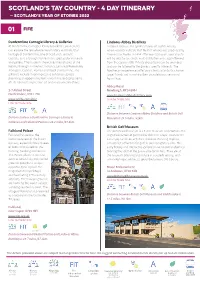
Scotland’s Tay Country - 4 day itinerary — Scotland’s year of stories 2022 01. Fife Dunfermline Carnegie Library & Galleries Lindores Abbey Distillery At Dunfermline Carnegie Library & Galleries, your clients Lindores Abbey is the spiritual home of Scotch whisky, can explore the remarkable royal history and industrial where records indicate that the first whisky was produced by heritage of Dunfermline, one of Scotland’s ancient Tironensian Monks in 1494. After over 500 years, your clients capitals, as it is brought to life in this spectacular museum will be able to see single malt distillation once again flowing and gallery. The museum showcases the rich past of the from the copper stills. Private group tours can be arranged locality through six themes: Industry, Leisure & Recreation, and can be tailored to the group’s specific interests. The Transport, Conflict, Homes and Royal Dunfermline. The Apothecary experiences offer your clients a fantastic chance galleries include three impressive exhibition spaces to get ‘hands on’ in making their own delicious version of providing an opportunity for Dunfermline to display some Aqua Vitae. of Fife Council’s impressive art and museum collections. Abbey Road 1-7 Abbot Street Newburgh, KY14 6HH Dunfermline, KY12 7NL www.lindoresabbeydistillery.com www.onfife.com/dclg Link to Trade Site Link to Trade Site Distance between Lindores Abbey Distillery and British Golf Distance between Dunfermline Carnegie Library & Museum is 19.9 miles /32km. Galleries and Falkland Palace is 23.2 miles /37.3km. British Golf Museum Falkland Palace The British Golf Museum is a 5-star museum and contains the Falkland Palace was the largest collection of golf memorabilia in Europe. -

An Important Notice: Due to Covid-19, We Have Temporarily Suspended Cash Payments and Are Currently Taking Card-Only Payments. Credit Card Surcharges Apply
MENU An important notice: Due to Covid-19, we have temporarily suspended cash payments and are currently taking card-only payments. Credit card surcharges apply SPEYSIDE Distilled 30ml. ABERLOUR A’BUNADH - - - - 61% 15 AUCHROISK 7 YEARS by Parkmore selection - - 2010 46% 10 AUCHROISK 11 YEARS 19 month ex-Oloroso Hogshead finish by James Eadie 2008 58.5% 14.5 AULTMORE 12 YEARS Official bottling - - - - 46% 15.5 AULTMORE 11 YEARS Single Hogshead by Blackadder - - 2006 57.6% 19.5 AULTMORE 1987 – 2007 by Scott’s Selection - - 1987 55.8% 37 AULTMORE 23 YEARS Ex-bourbon cask by Maltbarn - - 1997 49.9% 32.5 AULTMORE 14 YEARS by Whisky Galore - - - 1989 46% 39.5 AULTMORE 11 YEARS Bottled by High Spirits “Masters of Magic” - 2008 46% 15.5 THE BALVENIE 12 YEARS DOUBLE WOOD - - - 40% 11.5 THE BALVENIE 14 YEARS CARIBBEAN CASK - - - 43% 13.5 THE BALVENIE 12 YEARS “SWEET TOAST OF AMERICAN OAK” - - 43% 12 THE BALVENIE 14 YEARS “THE WEEK OF PEAT” - - - 48.3% 16 BENRIACH HEART OF SPEYSIDE - - - - 40% 9 BENRIACH 8 YEARS Single sherry butt by Carn Mor - - 2010 46% 11 BENRIACH 10 YEARS ‘Curiositas’ Peated - - - 46% 12 BENRIACH 9 YEARS Ex-Palo Cortado cask by James Eadie - - 2010 62.4% 26 BENRIACH “AUTHENTICUS” 30 YEAR OLD PEATED - - - 46% 68 BENRIACH 23 YEARS Ex-sherry butt by The Whisky Agency - 1997 50.7% 62 BENRINNES 11 YEARS Batch 10 by That Boutique-y whisky company - - 49% 18 BENRINNES 10 YEARS Sherry cask by Adelphi - - 2009 55.9% 21 BENRINNES 11 YEARS ex-Oloroso finish by James Eadie - - 2008 59.9% 27 BENRINNES 11 YEARS 7 month ex-PX Hogshead finish -

Science of Smoke Studio Notes
9/15/18 SCIENCE OF SMOKE Dave Broom WELCOME Dave Broom was born in Glasgow and has spent his whole working life in the world of drink – from bottling line, to wine merchant, to real ale pub, to off licence, to Aussie wineries, to specialist spirits writing! Since then, Dave has written regularly about all spirit categories. Of his twelve books, two: ‘Drink: Never Mind the Peanuts’ and ‘Rum’ won the Glenfiddich award. His Whisky: The Manual was awarded Best Spirits Book at the Spirited Awards in 2015 and the ‘World Atlas of Whisky’ has been called “a landmark publication”. His most recent book, “The Way of Whisky: A Journey into Japanese Whisky’ appeared in 2017 and won the Andre Simon, John Avery Award. He is chief engineer for the go-to online site scotchwhisky.com, and writes for a large number of international titles. Dave has been involved with World Class since 2013, judging the Global Finals on a number of occasions as part of the World Class ‘gurus’ team’. JOHNNIE WALKER BLACK LABEL Johnnie Walker Black Label is the ‘Gold Standard’ of Blended Scotch Whisky. -Dave Broom 1 9/15/18 ORKNEY SKYE FOUR SPEYSIDE CORNERS HIGHLAND OF SCOTLAND • Diageo has over 10 million casks in storage • The largest holding of Scotch whisky in the world ISLAY LOWLAND • The only company to truly say they have whiskies from the four corners of Scotland CAMPBELTOWN MEET THE MAKERS Dr Jim Beveridge and the Whisky Masters Grain Milling Mashing Fermentation Distillation Maturation Blending WHISKY 2 9/15/18 THE PERFECT BLEND • Understanding how all liquids work in harmony • Balancing & matching flavors TASTING CAOL ILA GLENKINCHIE LAGAVULIN CARDHU TALISKER EARTHY FRESH CLYNELISH Iodine SMOKE FRUITS Fresh Apples Peat Smoke Pear Drops Kippers Cut Grass Bonfire Cinders Bubble Gum BENRINNES CAMERONBRIDGE ROYAL LOCHNAGAR PORT DUNDAS MORTLACH TROPICAL CREAMY Créme Caramel & RICH VANILLA Mango FRUITS Malted Milk Raisins Custard Figs Demerara Sugar SMOKE Smoke is the thread that runs through the fabric of Johnnie Walker whiskies. -

(Ka Potheen, Potcheen, Poiteen Või Poitín) – Vis, Dst Samakas
TARTU ÜLIKOOL FILOSOOFIATEADUSKOND GERMAANI, ROMAANI JA SLAAVI FILOLOOGIA INSTITUUT VÄIKE INGLISE-EESTI SELETAV VISKISÕNASTIK MAGISTRITÖÖ Tõnu Soots Juhendaja: Krista Kallis TARTU 2013 Sisukord Sissejuhatus ....................................................................................................................... 3 Terminoloogia valik ja allikad .......................................................................................... 5 Terminoloogilised probleemid ja terminiloome................................................................ 6 Lühidalt viskist ................................................................................................................ 11 Inglise-eesti seletav viskisõnastik ................................................................................... 13 Märgendid ja lühendid ................................................................................................ 13 Kokkuvõte ....................................................................................................................... 75 Kasutatud materjalid ....................................................................................................... 76 Raamatud..................................................................................................................... 76 Veebilehed, artiklid, videod, arutelud, arvutisõnastikud............................................. 77 Summary ........................................................................................................................