Understanding and Improving Manufacturing Processes for Making Lithium-Ion Battery Electrodes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Elements of Electrochemistry
Page 1 of 8 Chem 201 Winter 2006 ELEM ENTS OF ELEC TROCHEMIS TRY I. Introduction A. A number of analytical techniques are based upon oxidation-reduction reactions. B. Examples of these techniques would include: 1. Determinations of Keq and oxidation-reduction midpoint potentials. 2. Determination of analytes by oxidation-reductions titrations. 3. Ion-specific electrodes (e.g., pH electrodes, etc.) 4. Gas-sensing probes. 5. Electrogravimetric analysis: oxidizing or reducing analytes to a known product and weighing the amount produced 6. Coulometric analysis: measuring the quantity of electrons required to reduce/oxidize an analyte II. Terminology A. Reduction: the gaining of electrons B. Oxidation: the loss of electrons C. Reducing agent (reductant): species that donates electrons to reduce another reagent. (The reducing agent get oxidized.) D. Oxidizing agent (oxidant): species that accepts electrons to oxidize another species. (The oxidizing agent gets reduced.) E. Oxidation-reduction reaction (redox reaction): a reaction in which electrons are transferred from one reactant to another. 1. For example, the reduction of cerium(IV) by iron(II): Ce4+ + Fe2+ ! Ce3+ + Fe3+ a. The reduction half-reaction is given by: Ce4+ + e- ! Ce3+ b. The oxidation half-reaction is given by: Fe2+ ! e- + Fe3+ 2. The half-reactions are the overall reaction broken down into oxidation and reduction steps. 3. Half-reactions cannot occur independently, but are used conceptually to simplify understanding and balancing the equations. III. Rules for Balancing Oxidation-Reduction Reactions A. Write out half-reaction "skeletons." Page 2 of 8 Chem 201 Winter 2006 + - B. Balance the half-reactions by adding H , OH or H2O as needed, maintaining electrical neutrality. -

Reaction Engineering of Polymer Electrolyte Membrane Fuel Cells
Reaction Engineering of Polymer Electrolyte Membrane Fuel Cells A new approach to elucidate the operation and control of Polymer Electrolyte Membrane (PEM) fuel cells is being developed. A global reactor engineering approach is applied to PEM fuel cells to identify the essential physics that govern the dynamics in PEM fuel cells. Reaction engineering principles are employed to develop a one-dimensional differential PEM fuel cell suitable for elucidating the dynamic performance of PEM cells under well-defined conditions. Polymer Electrolyte Fuel Cells Polymer electrolyte membrane (PEM) fuel cells employ a polymer membrane with acid side groups to conduct protons from the anode to cathode. Water management in the fuel cell is critical for PEM fuel cell operation. Sufficient water must be absorbed into the membrane to ionize the acid groups; excess water can flood the cathode of the fuel cell diminishing fuel cell performance limiting the power output. A schematic of a polymer electrolyte membrane hydrogen-oxygen fuel cell is shown in Figure 1. load e- Figure 1. Hydrogen-oxygen PEM fuel cell. Hydrogen molecules hydrogen in oxygen in dissociatively adsorb at the anode and are oxidized to protons. Electrons travel through an external load resistance. Protons diffuse H+ through the PEM under an e t electrochemical gradient to the y l ro t c cathode. Oxygen molecules adsorb e l at the cathode, are reduced and react hydrogen r E oxygen e m y + water out with the protons to produce water. + water out l Po The product water is absorbed into the PEM, or evaporates into the gas anode cathode streams at the anode and cathode. -

Galvanic Cell Notation • Half-Cell Notation • Types of Electrodes • Cell
Galvanic Cell Notation ¾Inactive (inert) electrodes – not involved in the electrode half-reaction (inert solid conductors; • Half-cell notation serve as a contact between the – Different phases are separated by vertical lines solution and the external el. circuit) 3+ 2+ – Species in the same phase are separated by Example: Pt electrode in Fe /Fe soln. commas Fe3+ + e- → Fe2+ (as reduction) • Types of electrodes Notation: Fe3+, Fe2+Pt(s) ¾Active electrodes – involved in the electrode ¾Electrodes involving metals and their half-reaction (most metal electrodes) slightly soluble salts Example: Zn2+/Zn metal electrode Example: Ag/AgCl electrode Zn(s) → Zn2+ + 2e- (as oxidation) AgCl(s) + e- → Ag(s) + Cl- (as reduction) Notation: Zn(s)Zn2+ Notation: Cl-AgCl(s)Ag(s) ¾Electrodes involving gases – a gas is bubbled Example: A combination of the Zn(s)Zn2+ and over an inert electrode Fe3+, Fe2+Pt(s) half-cells leads to: Example: H2 gas over Pt electrode + - H2(g) → 2H + 2e (as oxidation) + Notation: Pt(s)H2(g)H • Cell notation – The anode half-cell is written on the left of the cathode half-cell Zn(s) → Zn2+ + 2e- (anode, oxidation) + – The electrodes appear on the far left (anode) and Fe3+ + e- → Fe2+ (×2) (cathode, reduction) far right (cathode) of the notation Zn(s) + 2Fe3+ → Zn2+ + 2Fe2+ – Salt bridges are represented by double vertical lines ⇒ Zn(s)Zn2+ || Fe3+, Fe2+Pt(s) 1 + Example: A combination of the Pt(s)H2(g)H Example: Write the cell reaction and the cell and Cl-AgCl(s)Ag(s) half-cells leads to: notation for a cell consisting of a graphite cathode - 2+ Note: The immersed in an acidic solution of MnO4 and Mn 4+ reactants in the and a graphite anode immersed in a solution of Sn 2+ overall reaction are and Sn . -

Advances in Materials Design for All-Solid-State Batteries: from Bulk to Thin Films
applied sciences Review Advances in Materials Design for All-Solid-state Batteries: From Bulk to Thin Films Gene Yang 1, Corey Abraham 2, Yuxi Ma 1, Myoungseok Lee 1, Evan Helfrick 1, Dahyun Oh 2,* and Dongkyu Lee 1,* 1 Department of Mechanical Engineering, College of Engineering and Computing, University of South Carolina, Columbia, SC 29208, USA; [email protected] (G.Y.); [email protected] (Y.M.); [email protected] (M.L.); [email protected] (E.H.) 2 Chemical and Materials Engineering Department, Charles W. Davidson College of Engineering, San José State University, San José, CA 95192-0080, USA; [email protected] * Correspondence: [email protected] (D.O.); [email protected] (D.L.) Received: 15 June 2020; Accepted: 7 July 2020; Published: 9 July 2020 Featured Application: All solid-state lithium batteries, all solid-state thin-film lithium batteries. Abstract: All-solid-state batteries (SSBs) are one of the most fascinating next-generation energy storage systems that can provide improved energy density and safety for a wide range of applications from portable electronics to electric vehicles. The development of SSBs was accelerated by the discovery of new materials and the design of nanostructures. In particular, advances in the growth of thin-film battery materials facilitated the development of all solid-state thin-film batteries (SSTFBs)—expanding their applications to microelectronics such as flexible devices and implantable medical devices. However, critical challenges still remain, such as low ionic conductivity of solid electrolytes, interfacial instability and difficulty in controlling thin-film growth. In this review, we discuss the evolution of electrode and electrolyte materials for lithium-based batteries and their adoption in SSBs and SSTFBs. -

Chapter 13: Electrochemical Cells
March 19, 2015 Chapter 13: Electrochemical Cells electrochemical cell: any device that converts chemical energy into electrical energy, or vice versa March 19, 2015 March 19, 2015 Voltaic Cell -any device that uses a redox reaction to transform chemical potential energy into electrical energy (moving electrons) -the oxidizing agent and reducing agent are separated -each is contained in a half cell There are two half cells in a voltaic cell Cathode Anode -contains the SOA -contains the SRA -reduction reaction -oxidation takes place takes place - (-) electrode -+ electrode -anions migrate -cations migrate towards the anode towards cathode March 19, 2015 Electrons move through an external circuit from the anode to cathode Electricity is produced by the cell until one of the reactants is used up Example: A simple voltaic cell March 19, 2015 When designing half cells it is important to note the following: -each half cell needs an electrolyte and a solid conductor -the electrode and electrolyte cannot react spontaneously with each other (sometimes carbon and platinum are used as inert electrodes) March 19, 2015 There are two kinds of porous boundaries 1. Salt Bridge 2. Porous Cup · an unglazed ceramic cup · tube filled with an inert · separates solutions but electrolyte such as NaNO allows ions to pass 3 through or Na2SO4 · the ends are plugged so the solutions are separated, but ions can pass through Porous boundaries allow for ions to move between two half cells so that charge can be equalized between two half cells 2+ 2– electrolyte: Cu (aq), SO4 (aq) 2+ 2– electrolyte: Zn (aq), SO4 (aq) electrode: zinc electrode: copper March 19, 2015 Example: Metal/Ion Voltaic Cell V Co(s) Zn(s) Co2+ SO 2- 4 2+ SO 2- Zn 4 Example: A voltaic cell with an inert electrode March 19, 2015 Example Label the cathode, anode, electron movement, ion movement, and write the half reactions taking place at each half cell. -

Ch.14-16 Electrochemistry Redox Reaction
Redox Reaction - the basics ox + red <=> red + ox Ch.14-16 1 2 1 2 Oxidizing Reducing Electrochemistry Agent Agent Redox reactions: involve transfer of electrons from one species to another. Oxidizing agent (oxidant): takes electrons Reducing agent (reductant): gives electrons Redox Reaction - the basics Balance Redox Reactions (Half Reactions) Reduced Oxidized 1. Write down the (two half) reactions. ox1 + red2 <=> red1 + ox2 2. Balance the (half) reactions (Mass and Charge): a. Start with elements other than H and O. Oxidizing Reducing Agent Agent b. Balance O by adding water. c. balance H by adding H+. Redox reactions: involve transfer of electrons from one d. Balancing charge by adding electrons. species to another. (3. Multiply each half reaction to make the number of Oxidizing agent (oxidant): takes electrons electrons equal. Reducing agent (reductant): gives electrons 4. Add the reactions and simplify.) Fe3+ + V2+ → Fe2+ + V3 + Example: Balance the two half reactions and redox Important Redox Titrants and the Reactions reaction equation of the titration of an acidic solution of Na2C2O4 (sodium oxalate, colorless) with KMnO4 (deep purple). Oxidizing Reagents (Oxidants) - 2- 2+ MnO4 (qa ) + C2O4 (qa ) → Mn (qa ) + CO2(g) (1)Potassium Permanganate +qa -qa 2-qa 16H ( ) + 2MnO4 ( ) + 5C2O4 ( ) → − + − 2+ 2+ MnO 4 +8H +5 e → Mn + 4 H2 O 2Mn (qa ) + 8H2O(l) + 10CO2( g) MnO − +4H+ + 3 e − → MnO( s )+ 2 H O Example: Balance 4 2 2 Sn2+ + Fe3+ <=> Sn4+ + Fe2+ − − 2− MnO4 + e→ MnO4 2+ - 3+ 2+ Fe + MnO4 <=> Fe + Mn 1 Important Redox Titrants -

A Guide to Ion Selective Measurement
Ion Selective Book Master 25/5/99 10:55 pm Page 1 A GUIDE TO ION SELECTIVE MEASUREMENT 1 Ion Selective Book Master 25/5/99 10:55 pm Page 2 INTRODUCTION The measurement of the concentration or activity of an ion in a solution by means of an Ion Selective Electrode is as simple as making a routine pH measurement. A pH electrode is only a rather special case of an almost perfectly selective Ion Selective Electrode but the principles and practice are the same in both cases. The chief difference between the pH electrode and other electrodes is that the latter, generally speaking, are not as selective as the pH electrode and some account must be taken of possible interferences in an analytical situation. Sophisticated, microprocessor-controlled Ion meters have operational modes which enable concentration results to be obtained directly from sample solutions. Calibration is automatic and the ability of the Ion meter to retain this data in memory dispenses with the drawing of calibration curves. The information contained in this booklet should enable the reader to understand the principles of operation and methods of analysis involving Ion Selective Electrodes. 2 Ion Selective Book Master 25/5/99 10:55 pm Page 3 CONTENTS Page Section 1 Ion selective measurement 4 ● Basic theory 4 ● Selectivity, interferences, activity 5 ● Types of electrode 6 Section 2 Methods of analysis 9 ● Direct potentiometry 9 ● One point calibration 10 ● Incremental techniques 11 ● Multiple sample additon 14 ● Titrimetric procedures 15 Section 3 Laboratory measurements 17 -

Vanadium Redox Flow Batteries: a Review Oriented to Fluid-Dynamic Optimization
energies Review Vanadium Redox Flow Batteries: A Review Oriented to Fluid-Dynamic Optimization Iñigo Aramendia 1,* , Unai Fernandez-Gamiz 1 , Adrian Martinez-San-Vicente 1, Ekaitz Zulueta 2 and Jose Manuel Lopez-Guede 2 1 Nuclear Engineering and Fluid Mechanics Department, University of the Basque Country UPV/EHU, Nieves Cano 12, 01006 Vitoria-Gasteiz, Spain; [email protected] (U.F.-G.); [email protected] (A.M.-S.-V.) 2 Automatic Control and System Engineering Department, University of the Basque Country UPV/EHU, Nieves Cano 12, 01006 Vitoria-Gasteiz, Spain; [email protected] (E.Z.); [email protected] (J.M.L.-G.) * Correspondence: [email protected]; Tel.: +34-945-014-066 Abstract: Large-scale energy storage systems (ESS) are nowadays growing in popularity due to the increase in the energy production by renewable energy sources, which in general have a random intermittent nature. Currently, several redox flow batteries have been presented as an alternative of the classical ESS; the scalability, design flexibility and long life cycle of the vanadium redox flow battery (VRFB) have made it to stand out. In a VRFB cell, which consists of two electrodes and an ion exchange membrane, the electrolyte flows through the electrodes where the electrochemical reactions take place. Computational Fluid Dynamics (CFD) simulations are a very powerful tool to develop feasible numerical models to enhance the performance and lifetime of VRFBs. This review aims to present and discuss the numerical models developed in this field and, particularly, to analyze different types of flow fields and patterns that can be found in the literature. -

Characterization of Carbon Felt Electrodes for Vanadium Redox Flow Batteries T – a Pore Network Modeling Approach ⁎ R
Journal of Energy Storage 21 (2019) 163–171 Contents lists available at ScienceDirect Journal of Energy Storage journal homepage: www.elsevier.com/locate/est Characterization of carbon felt electrodes for vanadium redox flow batteries T – A pore network modeling approach ⁎ R. Banerjeea, , N. Bevilacquaa, L. Eiferta, R. Zeisa,b a Karlsruhe Institute of Technology, Helmholtz Institute Ulm, Helmholtzstraße 11, 89081, Ulm, Germany b Karlsruhe Institute of Technology, Institute of Physical Chemistry, Fritz-Haber-Weg 2, 76131, Karlsruhe, Germany ARTICLE INFO ABSTRACT Keywords: Carbon felt electrodes are commonly used as porous electrodes in Vanadium redox flow batteries for large-scale Pore network modeling energy storage. The transport properties of these electrodes are an important parameter as the transport re- Vanadium redox flow battery sistance can form a significant parasitic power loss depending on the configuration of the flow battery. Carbon felt electrodes Therefore, to better predict the overall parasitic power losses and devise strategies for the improvement of Invasion percolation overall battery efficiency, the transport properties need to be properly understood. In this work, fourcom- Electrolyte saturation mercially available carbon felt electrodes have been investigated for their transport properties. It has been shown Transport properties that the non-activated electrode is hydrophobic in nature, while after activation, the electrodes become hy- drophilic. The single-phase diffusion and permeability were found to decrease linearly with an increasein electrode thickness. The imbibition characteristics were similar for the four electrodes, although the change in wettability had a strong impact on the pressure required for the electrolyte to invade into the electrode. 2+ 3 + 1. -
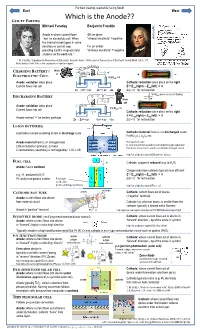
Which Is the Anode?? GUILTY PARTIES Michael Faraday Benjamin Franklin
For best viewing, read while facing South East West Which is the Anode?? GUILTY PARTIES Michael Faraday Benjamin Franklin Anode is where current flows Silk on glass: “into” an electrolytic cell. When “vitreous electricity” = positive xkcd.com/567 the internal current goes in same direction as current loop Fur on amber: providing Earth’s magnetic field, “resinous electricity” = negative anode is on the east side.1 1. M. Faraday, “Experimental Researches in Electricity, Seventh Series.” Philosophical Transactions of the Royal Society 1834 124 (1): 77. Note that the North Pole is the south pole of earth’s magnet. Work CHARGING BATTERY / e‐ in + − ELECTROLYTIC CELL V = 0 V ≤ Ecell < 0 Anode: oxidation takes place Cathode: reduction takes place on the right I Current flows into cell E = Ered(right) – Ered(left) < 0 Cu → Cu2+ + 2e− Zn2+ + 2e− → Zn ΔG > 0 for net reaction V = E when no current flowing DISCHARGING BATTERY cell Work − + ‐ e out Anode: oxidation takes place V = 0 − + V ≤ E > 0 Current flows into cell cell Cathode: reduction takes place on the right I E = E (right) – E (left) > 0 Anode marked “−” on battery package red red Zn → Zn2+ + 2e− Cu2+ + 2e− → Cu ΔG < 0 for net reaction LI-ION BATTERIES Electrodes named according to role in discharge cycle Cathode material hosts Li in discharged state Fe(PO4):Li, Li2S, etc Anode material hosts Li in charged state During discharge: Lithium batteries (primary): Li metal Li ions move from anode to cathode through separator Electrons move from anode to cathode through circuit Li-ion batteries (secondary = rechargeable): Li:C, Li:Si http://en.wikipedia.org/wiki/Lithium-ion_battery FUEL CELL ‐ e Cathode: oxygen is reduced (e.g. -

Thin Film Solid State Batteries Thin Film Solid State Batteries
Thin Film Solid State Batteries Raphaël Salot CEA LETI – Storage and Energy Microsources Lab. Université Grenoble Alpes, Grenoble, FRANCE NiPS Summer School 2019 Energy Storage Perugia, ITALIA Outline • Basics (lithium) of batteries • Thin Film Solid State Batteries • Design, specific features and applications • Manufacturing process • Description conventional microbatteries • Examples of materials developments • Examples of particular designs Basics of (lithium) batteries Principle of an electrochemical generator Batteries are electrochemical cells in which the chemical energy is transformed into electrical energy. By using appropriate redox couple for each electrode the combination of the two half reaction is able to generate a spontaneous electron flow in the external circuit: G nF(E2 E1) 0 power oxidative Increasing nraigrdciepower reductive Increasing E2 E1 O2 R1 R2 O1 Cu 2 2e Cu Zn2 2e Zn Zn Cu 2 Zn2 Cu NiPS Summer School, Perugia, Sept. 05, 2019 4 Principle of an electrochemical generator The amount of electrons that is delivered is proportional to the amount of oxidized/reduced materials (Faraday’s law) Contrary to electronic devices, the operation of electrochemical cell involves both electronic and ionic transport, that are correlated. Mass transport is often a limiting step for battery operation Increasing with time NiPS Summer School, Perugia, Sept. 05, 2019 5 Battery features Main features of an electrochemical energy storage device (battery) Capacity (Coulomb or A.h) amount of electrode material Cell voltage (V) Energy density (W.h/kg and Wh/l) Power density (W/kg, W/l) Internal resistance / Impedance () Calendar life Cycle life (secondary batteries) Coulombic/ Energy efficiency (secondary batteries) Self-discharge rate Cost Safety Environmental footprint (raw materials, manufacturing process, recycleability) NiPS Summer School, Perugia, Sept. -

High-Performance Vanadium Redox Flow Batteries with Graphite Felt Electrodes
Journal of C Carbon Research Article High-Performance Vanadium Redox Flow Batteries with Graphite Felt Electrodes Trevor J. Davies * and Joseph J. Tummino Department of Natural Sciences, University of Chester, Thornton Science Park, Pool Lane, Ince, Chester CH2 4NU, UK; [email protected] * Correspondence: [email protected]; Tel.: +44-1244-512297 Received: 11 December 2017; Accepted: 18 January 2018; Published: 25 January 2018 Abstract: A key objective in the development of vanadium redox flow batteries (VRFBs) is the improvement of cell power density. At present, most commercially available VRFBs use graphite felt electrodes under relatively low compression. This results in a large cell ohmic resistance and limits the maximum power density. To date, the best performing VRFBs have used carbon paper electrodes, with high active area compression pressures, similar to that used in fuel cells. This article investigates the use of felt electrodes at similar compression pressures. Single cells are assembled using compression pressures of 0.2–7.5 bar and tested in a VRFB system. The highest cell compression pressure, combined with a thin Nafion membrane, achieved a peak power density of 669 mW cm−2 at a flow rate of 3.2 mL min−1 per cm2 of active area, more than double the previous best performance from a felt-VRFB. The results suggest that felt electrodes can compete with paper electrodes in terms of performance when under similar compression pressures, which should help guide electrode development and cell optimization in this important energy storage technology. Keywords: vanadium redox flow battery; graphite felt; flow battery power density; cell ohmic resistance; electrode compression 1.