Effect of Inclusion of Nanofibers on Rolling Resistance And
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Silicone Rubber Fluid Resistance Guide
Fluid Resistance Guide Performance Profiles for Silastic® brand Silicone and Fluorosilicone Rubber and XIAMETER® brand Silicone Rubber Contents Page Introduction noitcudortnI 2 This guide is intended to give you an idea of the performance profile of xednI sdiulF xednI 4 various classes of silicone rubbers when immersed in different fluids. ASTM and IRM Oils, Fuels, and Fluids 6 It's our hope that the information will save you the time and cost of MIL Specification Oils, Fuels, and Fluids 8 preliminary screening and feasibility tests. We recommend that you test Automotive Oils and Fluids 11 specific materials prior to use. Keep in mind that service conditions are Fuels 41 usually less severe than immersion tests. For instance, in actual service Hydraulic Fluids 51 the rubber is often only partly exposed or is subjected only to spills or Transformer and Instrument Oils 71 splashing. This means that a rubber that shows only fair results in a Specialty O ils, G reases, and Fluids 81 prolonged total immersion test will often perform quite adequately under Solvents 12 actual conditions. sdiulF enociliS sdiulF 32 Silicone Compounds and Greases 52 Types of Silastic and XIAMETER Food Products 62 Silicone Rubbers Water and Steam 82 Immersion test results refer to types of silicone rubber by Acids 29 their ASTM designation. The polymer classification described in Bases 30 ASTM D 1418 is based on the organic group side chains attached to the Salts 31 silicon-oxygen chain. If other groups are present, their initials are listed Other Chemicals 13 prior to the MQ designation: MQ indicates methyl groups, V indicates phenyl groups. -

Global Automotive Components and Suppliers Expo 16-18 June 2015 Stuttgart, Germany
GACS 2015 Report Global Automotive Components and Suppliers Expo 16-18 June 2015 Stuttgart, Germany 1.0 Introduction Global Automotive Components and Suppliers (GACS) Expo is the only show in Europe dedicated to showcasing automotive components and component suppliers for the OEM segment. Companies invited to exhibit at GACS 2015 comprised of automotive Tier 1, 2 and 3 suppliers. GACS 2015 was organized according to three main product categories namely Engine Expo, Automotive Interiors Expo and Automotive Testing Expo concurrently. These annual shows are organized by UKIP Media & Event Ltd. Global Automotive Components and Suppliers Expo (GACS2015) Date 16-18 June 2015 Venue Messe Stuttgart, Germany Organiser UKIP Media & Event Ltd Number of Malaysian Exhibitors 5 exhibitors with MREPC Exhibit Products Rubber Automotive Components – Gaskets, seals, O-rings, grommets, bushings, rubber metal bonded parts, weatherstrips, wiper blades, industrial gloves Table 1: Summary information of GACS 2015 Page | 1 GACS 2015 Report 2.0 Participation Info MREPC officers together with Malaysian manufacturers at MREPC Pavilion 2.1 Participation of MREPC in Exhibition MREPC participated in GACS 2015 for the first time with five rubber products manufacturers under MREPC Pavilion. MREPC and the Malaysian manufacturers promoted a wide range of rubber automotive components, including gaskets, O-rings, grommets, weatherstrips, wiper blades, rubber metal bonded parts such as engine mounts and exhaust hangers as well as industrial gloves. Companies Products 1. COOLTEC INDUSTRIES SDN BHD Rubber molded parts, O-rings, grommet, seals 2. KOSSAN RUBBER INDUSTRIES BHD Rubber automotive components 3. KUMPULAN JEBCO (M) SDN BHD Chasis & suspension parts – engine mounting system, bushes, dampers and strut mount suspension 4. -

Silicone Materials for Automobiles
Silicone Materials for Automobiles CO NTENTS Silicone Fluids and Secondary Products for Automotive Applications P2 Silicone Elastomers for Automotive Applications P4 Silicone Elastomers for Automotive Applications — Application to Airbags — P6 Thermal Interface Materials for Automotive Applications P8 LIMS Materials for Automobiles P10 Silicone Materials for Automobiles Silicone Fluids and Secondary Products for Automotive Applications The auto industry has been unremitting in its pursuit of development of automotive technologies to improve safety, comfort, and fuel efficiency. Silicones have frequently been used as automotive materials, and Shin-Etsu has been using the latest technologies to develop products to meet evolving needs. In these pages we will present examples of some typical applications, mainly featuring silicone fluids and their secondary products. Introduction adding heat-resistance improvers to dimethyl tires wore out quickly and were therefore not In recent years, automakers have taken silicone fluid. They are used as fan coupling practical. Later, KBE-846 was developed by efforts to make safer vehicles that are more fluids and in other torque transmission researchers who realized that sulfide silane comfortable and eco-friendly by adding car applications, and as a heating medium in could be used to improve the wear life of room temperature it forms a uniform film navigation systems, sensors and other automobiles (Table 1). silica-compounded tires. with exceptional water repellency, oil features, while making vehicles lighter and repellency, release properties, and antifouling more fuel-efficient. In this article, we will 1-3. Modifier for synthetic leather seat materials 1-6. Plastic & rubber modifiers properties (Table 2). discuss some of the places where silicone Double end-capped carbinol-modified fluids Master pellets and acrylic silicone powders fluids and their secondary products Single end-capped diol-modified fluids Silicone master pellets are plastics compounded 2-2. -

Airfield Maintenance Activities at North Carolina Airports
STATE OF NORTH CAROLINA DEPARTMENT OF TRANSPORTATION PAT MCCRORY ANTHONY J. TATA GOVERNOR SECRETARY November 17, 2014 NOTICE TO PROSPECTIVE BIDDERS Subject: Invitation to attend a Mandatory Pre-Bid Conference Airfield Maintenance Activities at North Carolina Airports The North Carolina Department of Transportation – Division of Aviation is requesting bids for a purchase order contract involving airfield maintenance activities at North Carolina airports. The contract includes full depth asphalt patching, crack sealing, concrete and asphalt pavement repair, joint sealing, sealing/rejuvenation, rubber removal, airfield painting, marking removal, pressure washing, micro-surfacing, polyurethane foam systems, seeding and mulching, and other additional items. A Contract will be awarded to the three lowest responsible Bidders. The Contractor is to furnish labor, materials, equipment and traffic control and be available to perform work at any airport within North Carolina. A Mandatory Pre-Bid Conference will be held at the NCDOT – Division of Aviation building ( 1050 Meridian Drive, RDU Airport, NC ) in the second floor conference room on November 21, 2014 at 10:30 A.M. Contractors may call-in as an alternative to attending in-person. A call-in number and electronic copy of the Contract Proposal will be available at https://connect.ncdot.gov/letting/Pages/Aviation.aspx The NCDOT, in accordance with the provisions of Title VI of the Civil Rights of 1964 (78 Stat.252) and the Regulations of the Department of Transportation (49 C.F.R., Part 21), issued pursuant to such act, hereby notifies all bidders that it will affirmatively insure that the contract entered into pursuant to this notice will be awarded to the lowest responsible bidders without discrimination on the grounds of sex, race, color, or national origin. -

Makalah 3/2001
No.1/2019 Abstracts Of Selected Articles ECONOMICS Rubber Cooperatives -- Thailand ..................................................................... 3 Rubber Industry And Trade -- Outlook ............................................................ 3 HEVEA Genetic Variation Analysis…………………………. ..................................... 4 Laticifer Cell…………………………. ........................................................... 5 Leaf Diseases…………………………. .......................................................... 6-8 RRIM Clone--Identification............................................................................. 9 Rubber Biosynthesis…………………… ........................................................ 9-10 Soil….... ........................................................................................................... 11 Soil Erosion ...................................................................................................... 11 Tapping Panel Dryness .................................................................................... 12 LATEX CHEMISTRY & TECHNOLOGY Electromagenetic Absorber .............................................................................. 12 Latex Properties ............................................................................................... 13-14 RUBBER CHEMISTRY & TECHNOLOGY Asphalt ............................................................................................................. 15 Damping Performance --Seismic Design........................................................ -
Rubber Division ACS Best Paper Awards
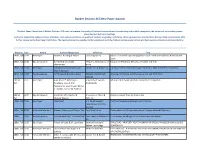
Rubber Division ACS Best Paper Awards The Best Paper Committee of Rubber Division, ACS seeks to improve the quality of technical presentations by evaluating and publicly recognizing the authors of outstanding papers presented our technical meetings. Each year Committee Judges and peer attendees, rate each presentation on quality of content, originality, and clarity. Winning papers are selected from the top-rated presentations after further review by the Best Paper Committee. The Best Symposium is awarded to the symposium with the highest average paper ratings and best average attendance of presentations. Meeting Year Award Authors/Moderators Affiliation Title 196th, Fall 2019 Best Paper Steven K. Henning & Fabien Total Cray Valley Silane-Terminated Liquid Poly(butadienes) in Tread Formulations: A Mechanistic Study 196th, Fall 2019 Best Symposium Ed Terrill & Crittenden ARDL, Inc. & University of Testing and Predicting Behavior of Rubber and Tires Ohlemacher Akron 194th, Fall 2018 Best Paper Nuthathai Warasitthinon and Cooper Tire & Rubber Co. The Payne Effect: Primarily Polymer-Related or Filler-Related Phenomenon? Chris Robertson 194th, Fall 2018 Pest Symposum Cal Moreland & Sy Mowdood Michelin USA & Pirelli Advances in Material and Processes of Car and Truck Tires (Retired 192nd, 2017 Best Paper Anke Blume*, Katarzyna S. University of Twente, Influence of Network Structure on Elastomer Properties Fall Bandzierz, Louis A.E.M. Netherlands Reuvekamp, Jerzy Dryzek, Wilma K. Dierkes, Dariusz M. Bielinski 192nd, 2017 Best Symposium Crittenden Ohlemacher & University of Akron & Characterization Tools for Elastomers Fall Michael Warner CCSI, Inc. 190th, Fall 2016 Best Paper Peter Mott U.S. Naval Research The Thermomechanical Response of Polyurea Laboratory, Chemistry Division 190th, Fall 2016 Honorable Mention Steven K Henning and Taejun Yoo Total Cray Valley The Synthesis and Characterization of Farnesene-Based Oligomers 190th 2016 Best Symposium Sy Mowdood and J. -

180Th Technical Meeting ... ; Vol. 2
180th Technical Meeting of the ACS Rubber Division & Advanced Materials in Health Care 2011 Cleveland, Ohio, USA 11-13 October 2011 Volume 2 of 2 ISBN: 978-1-61839-311-1 ISSN: 1547-1977 Mussel-Mimetic Elastomers Of Varied Functionality Design For Nanocomposites , 717 Xiao-Dong Pan, Yuan-Yong Yan, Zengquan Qin, Dennis R. Brumbaugh, Pat Sadhiikhan Characterization of Phase Separated Structure and Interface in SBR/NBR Blend by AFM and DSC 749 Junhyeok Jang, Masayuki Kawazoe, Hirohisa Yoshida Surface Modification Of Carbonnanotubes By Poly(Dopamine) Coatings And Its Application In The Nature Rubber/MWCNTS Nanocomposites 761 Wencai Wang, Yonglai Lu, Yi Jiang, Tuyuan Xu, Liqun Zhang SESSION C - AEROSPACE AND ENGINEERING APPLICATIONS OF RUBBER Effectiveness of a Thermal Protective Coating for Automotive Components 777 Russell L. Warley, Tejbans S. Kohli Fuel and Permeation Resistance of Fluoroelastomers To Methanol Blends 798 Theresa Dobel, Christopher Grant Temperature Dependency of Gum and Filled (Unaccelerated) Rubber Compounds in the 40 - 180 °C Range 815 Jean L, Leblanc A New EPDM Grade With Improved Processing Characteristics For Automotive Hose Applications 836 MarkF. Walker, Sunny Jacob, Eric Joitrdain, Guy Wouters, Yann Devorest, Milind Joshi The Impact of Antiozonants on Rubber-to-Metal Adhesion: Part 2 861 James R, Halladay, Patrick A. Warren Elastomers in Compression: Testing and Performance 893 Paul Tuckner WEDNESDAY AFTERNOON SESSION A - ADVANCES IN MATERIAL AND TIRE TECHNOLOGY Role Of Starch In Improving The Fatigue Life Of Carbon Black Filled SBR Composites 912 You-Ping Wu, Lei Yang, Li-Qun Zhang, Xiao-Mei He Reinforcement Effect Of Plasma Modified Halloysite Nanotubes In A Carbon Black Filled Natural Rubber-Butadiene Rubber Matrix 930 Minna Poikelispaa, Amil Das, Wilma Dierkes, Jyrki Vuorinen Worldwide Tire Survey: Inflation Pressure Loss Rates 946 R. -

Elastomeric Materials
ELASTOMERIC MATERIALS TAMPERE UNIVERSITY OF TECHNOLOGY THE LABORATORY OF PLASTICS AND ELASTOMER TECHNOLOGY Kalle Hanhi, Minna Poikelispää, Hanna-Mari Tirilä Summary On this course the students will get the basic information on different grades of rubber and thermoelasts. The chapters focus on the following subjects: - Introduction - Rubber types - Rubber blends - Thermoplastic elastomers - Processing - Design of elastomeric products - Recycling and reuse of elastomeric materials The first chapter introduces shortly the history of rubbers. In addition, it cover definitions, manufacturing of rubbers and general properties of elastomers. In this chapter students get grounds to continue the studying. The second chapter focus on different grades of elastomers. It describes the structure, properties and application of the most common used rubbers. Some special rubbers are also covered. The most important rubber type is natural rubber; other generally used rubbers are polyisoprene rubber, which is synthetic version of NR, and styrene-butadiene rubber, which is the most important sort of synthetic rubber. Rubbers always contain some additives. The following chapter introduces the additives used in rubbers and some common receipts of rubber. The important chapter is Thermoplastic elastomers. Thermoplastic elastomers are a polymer group whose main properties are elasticity and easy processability. This chapter introduces the groups of thermoplastic elastomers and their properties. It also compares the properties of different thermoplastic elastomers. The chapter Processing give a short survey to a processing of rubbers and thermoplastic elastomers. The following chapter covers design of elastomeric products. It gives the most important criteria in choosing an elastomer. In addition, dimensioning and shaping of elastomeric product are discussed The last chapter Recycling and reuse of elastomeric materials introduces recycling methods. -

Product Evaluation 86-1 8 Joint Sealant Study
PRODUCT EVALUATION 86-18 JOINT SEALANT STUDY Construction Report 206 S. 17th Avenue Maildrop 075 R Phoenix, Arizona 85007 The contents of this report reflect the views of the authors who are responsible for the facts and the accuracy of the data presented herein. The contents do not necessarily reflect the official views or policies of the Arizona Department of Transportation or the Federal Highway Administration. This report does not constitute a standard, speafication, or regulation. Trade or manufacturer's names which may appear herein are cited only because they are considered essential to the objectives of the report. The U. S. Government and the State of Arizona do not endorse products or manufacturers. PRODUCT EVALUATION 86-18 JOINT SEALANT STUDY CONSTRUCTION REPORT JANUARY 7,1987 PREPARED BY: TIMOTHY M. WOLFE STEVEN L. TRITSCH TECHNICAL REPORT DOCUMENTATION PAGE REPORT NO. 2. GOVERNMENT ACCESSION NO. 3. RECIPIENT'S CATALOG NO. PEV-86018 TITLE AND SUBTITLE 5. REPORT DATE September 1987 JOINT SEALANT STUDY 6. PERFORMING ORGANIZATION CODE I AUTHOR(S) 8. PERFORMING ORGANIZATION REPORT NO. Timothy M. Wolfe, Steven L. Tritsch PERFORMING ORGANIZATION NAME AND ADDRESS 10 WORK UNIT NO. Arizona Department of Transportation - 206 S. 17th Avenue 11. CONTRACT OR GRANT NO. Phoenix, Arizona 85007 - 13 PlPE OF REPORT & PERIOD COVERED . SPONSORING AGENCY NAME AND ADDRESS Construction ARIZONA DEPARTMENTOF TRANSPORTATION July 1986-Sept . 1987. 205s. 1TTH AVENUE - PHOENIX. ARIZONA 85007 14. SPONSORING AGENCY CODE I - , SUPPLEMENTARY NOTES Prepared in cooperation with the U.S. Department of Transportation, Federal Highway Administration - . AEETRACT ADOT has approximamtely 550 lane miles of jointed portland cement pave- ment under its jurisdiction. -

Silicone Rubber TECHNICAL INFORMATION
Omni Silicone Rubber TECHNICAL INFORMATION AMAZING AMAZING Introduction Omni silicone rubbers have been formulated using only the highest Omni quality raw materials sourced from many different countries; this ensures that Omni rubber has the highest Silicone Rubber performance characteristics. The Omni range has been developed in our Contents own laboratory where we have the very latest hi tech equipment for measuring all of the 1 Benefits of using Silicone Rubber critical properties of both the raw materials and finished products. 2 The Omni Silicone Rubber range Every batch of Omni silicone rubber we - Omni L.C. (Low Cost) manufacture ourselves, they are all tested - Omni – Sil before being allowed to be despatched to our - Omni L.T. (Low Temperature) customers as required by our ISO 9001 quality assurance system. 3 Specialist Mold Rubbers Our hi tech equipment allows us to test and 4 Preparing a Master Model control the following characteristics to their breaking point... 5 Packing the Mold Frame • Tear strength 6 Vulcanizing the Packed Mold Frame • Tensile strength 7 Mold Cutting • Elongation 8 Producing a mold using Separation Cream and Locating Pins 9 Calibrating the Vulcanizer 10 Storage & Shelf Life 11 Silicone Rubber Problem Solving 12 Silicone Rubber Material Safety Data Sheet 13 Mold Separation Cream Material Safety Data Sheet 1 The Benefits of using Omni Silicone Rubber Silicone rubber use in all of the discerning jewelry factories has grown dramatically over the past 5 years; silicone rubber is at the forefront of jewelry casting now and in the future. Omni silicone rubbers provide far better surfaces on wax patterns than natural rubber, they are comparable in cost but offer a much higher performance. -

Mechanical Properties of Rubber
8434_Harris_33_b.qxd 09/20/2001 12:30 PM Page 33.1 CHAPTER 33 MECHANICAL PROPERTIES OF RUBBER Ronald J. Schaefer INTRODUCTION Rubber is a unique material that is both elastic and viscous. Rubber parts can there- fore function as shock and vibration isolators and/or as dampers.Although the term rubber is used rather loosely, it usually refers to the compounded and vulcanized material. In the raw state it is referred to as an elastomer. Vulcanization forms chem- ical bonds between adjacent elastomer chains and subsequently imparts dimen- sional stability, strength, and resilience. An unvulcanized rubber lacks structural integrity and will “flow” over a period of time. Rubber has a low modulus of elasticity and is capable of sustaining a deformation of as much as 1000 percent. After such deformation, it quickly and forcibly retracts to its original dimensions. It is resilient and yet exhibits internal damping. Rubber can be processed into a variety of shapes and can be adhered to metal inserts or mounting plates. It can be compounded to have widely varying properties.The load- deflection curve can be altered by changing its shape. Rubber will not corrode and normally requires no lubrication. This chapter provides a summary of rubber compounding and describes the static and dynamic properties of rubber which are of importance in shock and vibration isolation applications. It also discusses how these properties are influenced by envi- ronmental conditions. RUBBER COMPOUNDING Typical rubber compound formulations consist of 10 or more ingredients that are added to improve physical properties, affect vulcanization, prevent long-term dete- rioration, and improve processability.These ingredients are given in amounts based on a total of 100 parts of the rubber (parts per hundred of rubber). -

Rubber Compounds QUALITY | VALUE | SERVICE Rubber Compounds Rubber Where Rubber Compounds Abound
Piston Seals Wipers O-Rings & Kits Custom Parts Specialty Parts Services Wear Guides Rod Seals Rubber Compounds QUALITY | VALUE | SERVICE Rubber Compounds Rubber Where rubber compounds abound. Why make the rounds searching for rubber compounds when they’re all right here in one convenient place? All Seals has developed nearly 500 different rubber compounds, in a variety of materials and hardnesses, to satisfy virtually every conceivable requirement. And if your application requires unique properties and/or capabilities, we’ll develop a compound for you! This brochure describes the most commonly specified rubber compounds. As such, the information presented here is necessarily general in nature and abbreviated. For more specific information or expert advice, contact us and speak directly to an experienced compound professional. Please call us at 800.553.5054, or visit our website at www.allsealsinc.com. QUALITY | VALUE | SERVICE ® AFLAS BUTYL RUBBER CARBOXYLATED NITRILE (TFE/P, FEPM) (IIR) (XNBR) Aflas® or TFE/P is a member of a recent generation of fluoroelastomers Butyl is a specialty rubber more frequently specified for its physical Carboxylated nitrile, or XNBR, is produced by adding a carboxylic acid formulated specially to provide unique properties for specific applications. properties than chemical resistance. It has excellent shock absorption side group to nitrile rubber, thereby adding more crosslinking sites than The primary uses for Aflas® are in the oil/gas, chemical processing, and vibration damping capabilities, as well as good electrical properties. traditional NBR. As a result, solvent swell and abrasion resistance are pharmaceutical and automotive industries. It can be crosslinked (cured) Butyl’s unusually low gas permeability makes it ideal for vacuum significantly improved, as well as modulus, tensile strength and tear using a variety of systems, but generally peroxides are used to provide applications, while its high degree of saturation makes it inherently resistance.