9801 Selig PHT Book - A5 V3 20/12/10 16:41 Page 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Studiopack Ukraine Limited Is the First and the Only National Manufacturer of Environmentally Friendly Disposable Aluminum Foil Containers in Ukraine
BusinessBusiness offeroffer NATIONALNATIONAL PRODUCERPRODUCER OFOF DISPOSABLEDISPOSABLE ALUMINIUMALUMINIUM FOILFOIL TRAYSTRAYS ININ UKRAINEUKRAINE Kiev, UKRAINE 2015 ABOUTABOUT COMPANYCOMPANY Company Studiopack Ukraine Limited is the first and the only national manufacturer of environmentally friendly disposable aluminum foil containers in Ukraine. Our production is equipped by up-to-date high-technology equipment that meets all European standards of food packaging production. Quality, safety and eco friendliness of disposable aluminum foil containers as well as raw material is confirmed by quality control certificates, sanitary-hygienic certificates and Technical Conditions 27.4-36756925-00162010 «Aluminum foil goods for a food industry and packaging application» and conforms to the highest requirements of the European standards. Aluminum foil containers produced by Studiopack Ukraine Limited are intended for use in bakery, meat and fish industry by industrial and private enterprises, in HORECA sector, in retail for its own production. Studiopack Ukraine Limited production is certified according to ISO standards as follows: •Quality management system ISO 9001:2008 •Alimentary products safety management system ISO 22000:2005 •Environmental management system ISO 14001:2004 QUALITYQUALITY CERTIFICATESCERTIFICATES PRODUCTIONPRODUCTION FACILITIESFACILITIES Production of Studiopack Ukraine Limited is equipped by up-to-date high- technology Italian equipment. All products meet global quality standards and have all necessary Ukrainian and European certificates. Our products correspond to the requirements of European standards EN 602 «Aluminium and aluminium alloys – Wrought products – Chemical composition of semi products used for the fabrication of articles for use in contact with food». Our products have Ukrainian quality control certificates and sanitary-hygienic certificates. The productions is certified by an international centralized management system ISO. -

Young Adult Smokersメ Perceptions of Cigarette Pack Innovation, Pack
Australasian Marketing Journal 19 (2011) 174–180 Contents lists available at ScienceDirect Australasian Marketing Journal journal homepage: www.elsevier.com/locate/amj Young adult smokers’ perceptions of cigarette pack innovation, pack colour and plain packaging ⇑ Crawford Moodie , Allison Ford Institute for Social Marketing, University of Stirling, Stirlingshire FK9 4LA, Scotland, UK article info abstract Article history: In jurisdictions where most forms of marketing tobacco are prohibited by law, such as the United King- Available online 8 June 2011 dom (UK), the tobacco industry is increasingly turning to innovative packaging to promote their products. Using focus group research we explored perceptions of packaging innovation (including cigarette packs Keywords: with novel shapes and method of opening), and also plain packaging (all branding removed), among 54 Cigarette packaging young adult smokers aged 18–35 years, recruited in Glasgow, Scotland. We also examined smokers’ per- Pack colour ceptions of pack and plain pack colour. It was found that packs with novel methods of opening, for Pack innovation instance, like a lighter or book, were considered to have a negligible impact upon brand selection, partic- Plain packaging ularly among males. However, a small, narrow ‘perfume’ type pack created enormous interest among females and was perceived very favourably, being considered a fashion accessory and indeed one that helped minimise the health risks of smoking. Coloured plain packs (white, green, light blue, red) without a brand name, any brand descriptors or tar or nicotine levels, were identified by almost all smokers as signalling product strength. Consistent with past research the removal of branding from packs reduced the attractiveness and promotional appeal of the pack, with dark brown ‘plain’ packs perceived as more unappealing than light brown and dark and light grey packs by all groups. -
![(1990): Plywood Tea-Chests: Part-1 General [CED 9: Timber and Timber Stores]](https://docslib.b-cdn.net/cover/0160/1990-plywood-tea-chests-part-1-general-ced-9-timber-and-timber-stores-830160.webp)
(1990): Plywood Tea-Chests: Part-1 General [CED 9: Timber and Timber Stores]
इंटरनेट मानक Disclosure to Promote the Right To Information Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public. “जान का अधकार, जी का अधकार” “परा को छोड न 5 तरफ” Mazdoor Kisan Shakti Sangathan Jawaharlal Nehru “The Right to Information, The Right to Live” “Step Out From the Old to the New” IS 10-1 (1990): Plywood Tea-Chests: Part-1 General [CED 9: Timber and Timber Stores] “ान $ एक न भारत का नमण” Satyanarayan Gangaram Pitroda “Invent a New India Using Knowledge” “ान एक ऐसा खजाना > जो कभी चराया नह जा सकताह ै”ै Bhartṛhari—Nītiśatakam “Knowledge is such a treasure which cannot be stolen” ( : .- .-- 1 IS10 (Part1 ):1990 PLYWOOD TEA-CHESTS - SPECIFICATION ’ PART 1 GENERAL ( Fifth Revision) ’ UDC 621’788’1i3 [ 674 - 419’32 : 663’95 3 :. i, I> 1 ‘9 ,I.’ Q BIS 1991 // ,;. : I BUREAU OF INDIAN STANDARDS MANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG . NEW DELHI llG002 Price Group 3 __dWmmy 199 1 Timber Stores Sectional Committee, CED 33 FOREWORD This Indian Standard ( Part 1 ) ( Fifth Revision ) was adopred by the Bureau of Indian Standards on 23 March 1990, after the draft finalized by the Timber Stores Sectional Committee had been approved by the Civil Engineering Division Council. -

Infoil 55 (English)
European Aluminium Foil Association NO. 55 | SPRING 2019 Winning entries focus on more convenience and a better environment The most important competition for innovation and new technological advances in aluminium foil, the Alufoil Trophy 2019, once again attracted a strong field of entries. In total nine awards were made across the five categories, including a dis- cretionary award for overall excellence for one outstanding product. The Alufoil Trophy is an an- nual event, organised each year by the European Aluminium Foil Association (EAFA). The judges, led this year by Laura Fernandez, se- nior packaging technologist at Marks & Spencer, noted strong social elements running through entries this time, particularly in terms of conve- nience for the consumer and social or environ- mental aspects of the product development. One example of these themes is an alufoil lid with the capability to emboss braille – offering infor- mation to shoppers with poor vision. Another en- cretionary award winner, an intelligent and ‘con- Speaking about the awards Guido Aufdemkamp, ables sensitive pharmaceuticals to be used safely nected’ aluminium wine closure which simply executive director of EAFA said, “Again we see in very humid and tropical areas of the world. takes this device and its functionality to a new aluminium foil manufacturers and converters level,” Ms Fernandez remarked. stepping up to, and meeting, the challenges of “We were very taken with many of the entries an increasingly socially aware and sustainable working effectively on more than one level. So “Another winner was not from the packaging sec- environment. At the same time they are address- while it was clever technically, or offered energy tor, but was an outstanding entry in the category ing the real needs of consumers for smarter and or material savings, there were also other as- of Resource Efficiency. -

Seatca Packaging Design (25Feb2020)Web
No logos, colours, Pictorial health brand images or warnings used in promotional conjunction with information standardised packaging SMOKING CAUSES LUNG CANCER Pack surfaces in a standard colour Brand and product names in a standard colour and font 2020 Southeast Asia Tobacco Control Alliance Packaging Design Analysis to Support Standardised Packaging in the ASEAN Authors: Tan Yen Lian and Yong Check Yoon Editorial Team: Southeast Asia Tobacco Control Alliance Suggested citation: Tan YL. and Yong CY. (2020). Packaging Design Analysis to Support Standardised Packaging in the ASEAN, January 2020. Southeast Asia Tobacco Control Alliance (SEATCA), Bangkok. Thailand. Published by: Southeast Asia Tobacco Control Alliance (SEATCA) Thakolsuk Place, Room 2B, 115 Thoddamri Road, Dusit, Bangkok 10300 Thailand Telefax: +66 2 241 0082 Acknowledgment We would like to express our sincere gratitude to our country partners for their help in purchasing the cigarette packs from each country for the purpose of the study, which contributed to the development of this report. Disclaimer The information, ndings, interpretations, and conclusions expressed herein are those of the author(s) and do not necessarily reect the views of the funding organization, its sta, or its Board of Directors. While reasonable eorts have been made to ensure the accuracy of the information presented at the time of publication, SEATCA does not guarantee the completeness and accuracy of the information in this document and shall not be liable for any damages incurred as a result of its use. Any factual errors or omissions are unintentional. For any corrections, please contact SEATCA at [email protected]. © Southeast Asia Tobacco Control Alliance 2020 This document is the intellectual property of SEATCA and its authors. -

Adhesion of Aluminium Foil to Coatings – Stick with It
Adhesion of Aluminium Foil to Coatings – Stick With it Günter Schubert Hydro Aluminium Deutschland GmbH R&D, Georg von Boeselager-Strasse 21, 53117 Bonn, Germany ABSTRACT Aluminium foil is widely regarded as the most effective barrier material in flexible packaging, giving almost perfect protection against light and suppressing any transport of matter. Foil is usually converted to flexible packaging laminates by traditional converting processes, such as lacquering or 2-component-adhesive lamination, but more and more extrusion coating and extrusion lamination are being used. Almost all aluminium is put through an annealing process, to produce an appropriate surface, which is as good and homogeneous as possible with regard to unwinding properties (at high speed), wettability, adhesion and chemical resistance. The effects on adhesion performance as a result of replacement of traditional sealants and adhesives by extrusion coatings are described for selected types of packages and packaged goods. Aspects relating to the foil’s surface and coatings’ barrier will be discussed. 1. INTRODUCTION Looking at flexible packaging, there is a distinct trend towards the use of extrusion coating and extrusion lamination for converting aluminium foil. A number of substantial benefits can be gained from manufacturing without solvents, achieving high line-speed, saving space for drying channels, saving on investment for solvent recovery equipment or saving storage space for crosslinking adhesives and cutting lead times. Requirements on packaging machinability, especially seal performance are usually mastered, but major effects such as the interactions between package and the filled good are often forgotten. The main reason for using aluminium foil in flexible packaging lies in the need to completely suppress migration or permeation through the package and shield the packaged good from the environment in the most suitable way. -

Volume I of I
Volume I of I TYPE III DRUG MASTER FILE INDUCTION SEALING WADS [EXCEL PACK LTD, NEW DELHI, INDIA] 1 TYPE III DMF FOR INDUCTION SEALING WADS EXCEL PACK LIMITED ; NEW DELHI; INDIA FEBRUARY – 2007 (Version 1.0) INDICTION SEALING WADS EXCEL PACK LIMITED 1004-05-06, DEVIKA TOWER 6, NEHRU PLACE NEW DELHI – 110019 INDIA TEL: 0091 (11) 41655308 / 310 FAX: 0091 (11) 41656337 E-MAIL: [email protected] 2 TYPE III DMF FOR INDUCTION SEALING WADS EXCEL PACK LIMITED ; NEW DELHI; INDIA FEBRUARY – 2007 (Version 1.0) INDICTION SEALING WADS INDUCTION SEALING WADS TYPE III DMF COMPREHENSIVE TABLE OF CONTENTS SECTION CONTENTS PAGE NO. NUMBER INTRODUCTION 4 1. PRODUCT DESCRIPTION 4 2. PROCESS DESCRIPTION 8 3. STATEMENT OF CONFIDENTIALITY 9 A ADMINISTRATIVE INFORMATION 10 PERSONS AUTHORIZED TO INCORPORATE THE 13 B D.M.F. BY REFERENCE C DESCRIPTIVE INFORMATION 14 a COMPONENT DESCRIPTION 14 b MATERIALS OF CONSTRUCTION 15 c ALTERNATE, INTERCHANGEABLE MATERIALS OF 18 CONSTRUCTION D MANUFACTURING PROCESS DESCRIPTION 20 E SPECIFICATIONS 34 1.0 SPECIFICATIONS FOR MATERIAL OF CONSTRUCTION 34 2.0 IN PROCESS TESTS 39 3.0 SPECIFICATIONS FOR FINISHED PRODUCTS 50 F TEST METHODS 54 1 DETERMINATION OF GRAMMMAGE PER SQUARE 54 METER 2 MOISTURE CONTENT 55 3 BOND STRENGTH 56 4 SEAL STRENGTH 60 5 WINDING CHECK 61 6 MELTING POINT 62 7 VISCOSITY 63 8 CONGEALING POINT 64 G QUALITY SYSTEM 67 3 TYPE III DMF FOR INDUCTION SEALING WADS EXCEL PACK LIMITED ; NEW DELHI; INDIA FEBRUARY – 2007 (Version 1.0) INDICTION SEALING WADS INTRODUCTION 1. PRODUCT DESCRIPTION: The company is engaged in the manufacture of induction heat seals for sealing of all kinds of plastic and glass bottles. -
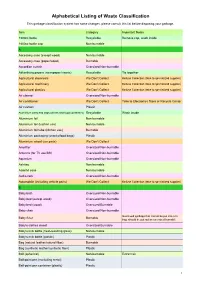
Alphabetical Listing of Waste Classification
Alphabetical Listing of Waste Classification This garbage classification system has some changes, please consult this list before disposing your garbage. Item Category Important Notes 1800cc bottle Recyclable Remove cap, wash inside 1800cc bottle cap Non-burnable A Accessory case (except wood) Non-burnable Accessory case (paper/wood) Burnable Accordion curtain Oversized Non-burnable Advertising papers (newspaper inserts) Recyclable Tie together Agricultural chemicals We Don't Collect Refuse Collection (take to specialized supplier) Agricultural machinery We Don't Collect Refuse Collection (take to specialized supplier) Agricultural plastics We Don't Collect Refuse Collection (take to specialized supplier) Air cleaner Oversized Non-burnable Air conditioner We Don't Collect Take to Electronics Store or Recycle Center Air cushion Plastic Aluminium cans and caps (drinks and food containers) Recyclable Wash inside Aluminium foil Non-burnable Aluminium foil (kitchen use) Non-burnable Aluminium foil tube (kitchen use) Burnable Aluminium packaging (snacks/food bags) Plastic Aluminium wheel (car parts) We Don't Collect Amplifier Oversized Non-burnable Antenna (for TV use/BS) Oversized Non-burnable Aquarium Oversized Non-burnable Ashtray Non-burnable Attaché case Non-burnable Audio rack Oversized Non-burnable Automobile (including vehicle parts) We Don't Collect Refuse Collection (take to specialized supplier) B Baby bath Oversized Non-burnable Baby bed (except wood) Oversized Non-burnable Baby bed (wood) Oversized Burnable Baby chair Oversized -

Food in Aluminium Packaging Materials and Foil Containers in Use
Food in aluminium packaging materials and foil containers in use for microwave ovens Experimental study of safety, efficiency and evenness of cooking In an extensive study of efficiency, safety and heating properties of food-packaging materials made of aluminium foil in microwave ovens, the Fraunhofer Institute for Process Engineering and Packaging has confirmed the results of previous studies conducted by other research institutes: the use of aluminium foil packaging materials in microwave ovens is safe when the general instructions for use are observed. Foods packaged in aluminium trays or in plastic containers with a laminated alufoil lid are best suited for cooking in microwave ovens and can be enjoyed without any safety reservations. A broadly arranged series of tests focussed in particular on the parameters safety, efficiency and evenness of cooking. Numerous tests as a basis A total of over 200 microwave-oven tests with food in a broad variety of aluminium foil containers were conducted. Four different microwave ovens were used for each of the experiments. The tests were carried out on aluminium trays containing tapwater, egg batter, deep-frozen lasagne and minced meat. Other tests were also performed using plastic beakers and dishes containing noodle soup or children’s meals and sealed with aluminium foil or composite- material aluminium lids. The researchers carried out all application-oriented tests with the microwave ovens switched to full heating power. The result: not one single oven was damaged, no user was injured. Not one case of sparking in the microwave ovens was observed when the instructions were properly heeded. The tests were carried out under the general condition of use that only one tray was used for each heating run and that this tray was placed in the middle of a nonmetallic oven turntable without any contact with the walls. -
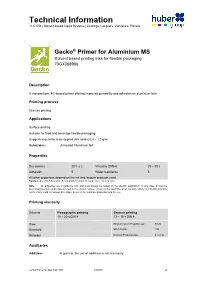
Gecko Primer for Aluminium MS 01/2015 En
Technical Information 11.C.054 | Solvent-based Liquid Systems | Coatings, Lacquers, Varnishes, Primers Gecko® Primer for Aluminium MS Solvent based printing inks for flexible packaging 70GX368906 Description A monosolvent, NC-based primer offering improved printability and adhesion on aluminium foils. Printing process Gravure printing. Applications Surface printing. Suitable for food and beverage flexible packaging. Suggested quantity to be applied (dry solids) 0,8 – 1,0 g/m2. Substrates: Annealed Aluminium foil Properties Dry content 28% ± 2 Viscosity (DIN4) 25 – 30 s Adhesion 5 Water resistance 5 All other properties depend on the ink and lacquer products used. Rating scale (1 to 5 based on Gecko product range) 1= worst value, 5= best value. Matt Note: All properties are a guideline only and must always be tested on the specific application. In any case, it must be Lightpreliminarily fastness performed (BWS) an adhesion test for the system “primer + inks” on the substrate, given the wide variety of materials available on the market and the various time-frame between the substrate production and the use. n / a Printing viscosity Diluents Flexographic printing Gravure printing 18 – 20 s DIN 4 13 – 15 s DIN 4 Slow Ethyl Acetate/n-PropylAcetate 80:20 Standard Ethyl Acetate 100 Retarder Methoxy Propyl Acetate 2 % max. Auxiliaries Additives In general, the use of additives is not necessary. Gecko Primer for Aluminium MS 01/2015 en Instructions for the use of printing inks for the production of primary food packaging For information on the use of printing inks, varnishes and additives for the manufacture of food packaging please refer to the respective „Statement of Composition". -

Options to Reduce Waste Reuse Recycle: Packaged Alternatives
Troublesome item Options to reduce waste Reuse Recycle: Packaged alternatives Plastic takeaway containers Encourage customers by offering a discount for Introduce a reusable container swap program such Recyclable cardboard containers BYO reusable containers as Retub or Returnr, or set up your own! Available from Detpak, The Packaging Place, Alpha Food Packaging and Kent Paper Discourage customers by charging extra for single use containers Recyclable aluminium foil containers for wet foods Available from Confoil and Alpha Food Packaging Recyclable glass jars with metal lids for wet foods Available from Cospak Plastic straws Supply reusable metal straws for dine in Reusable stainless steel straws Recyclable paper straws customers (for dine in) Available from Detpak, The Packaging Place, Alpha Food Packaging and Kent Paper Don’t supply straws for takeaway unless Available from The Clean Collective, Flora & Fauna specifically asked and Zero Store Home compostable wheat stem straws (for takeaway) Business value-add: Sell metal straws Available from Stroh, What a Wheat and Hay Straws Plastic bags Encourage customers by offering a discount for Reusable cloth or woven bags Recyclable paper bags those who bring their own bags Available from The Clean Collective, Flora & Fauna Recyclable paper satchel bags Discourage customers by refusing to supply and Zero Store plastic bags at all Available from Detpak, The Packaging Place, Alpha Food Packaging and Kent Paper Business value-add: Sell reusable cloth or woven bags Tableware Supply reusable metal -

From Trash to Treasure
4-H MOTTO Learn to do by doing. 4-H PLEDGE I pledge My HEAD to clearer thinking, My HEART to greater loyalty, My HANDS to larger service, My HEALTH to better living, For my club, my community and my country. 4-H GRACE (Tune of Auld Lang Syne) We thank thee, Lord, for blessings great On this, our own fair land. Teach us to serve thee joyfully, With head, heart, health and hand. This project was developed through funds provided by the Canadian Agricultural Adaptation Program (CAAP). No portion of this manual may be reproduced without written permission from the Saskatchewan 4-H Council, phone 306-933-7727, email: [email protected]. Developed: September 2013. Writer: Kristal Kennett, BSc Hon, MRM Table of Contents Introduction Objectives .................................................................................................................... 1 Achievement Day Requirements of this Project ......................................................... 1 Getting the Most from this Project ............................................................................. 1 Resources for Learning ................................................................................................ 1 Before We Get Started ................................................................................................ 2 The Basics .................................................................................................................... 4 Materials and Supplies ...............................................................................................