Material Weight Station Optimization Senior Project
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Gx-Series Thermal Ink Jet Printers Clean
Gx-Series thermal ink jet printers Clean. Clear. Coding. Scan the code to find out more about Gx-Series Trusted thermal ink jet coding solutions Gx-Series printing solutions are versatile, easy to integrate, easy to operate - the perfect fit on Clean. Clear. Coding. many printing applications and substrates. With latest networking technology and producing Graphic printing quality, on paper, card, plastic, graphic code quality the Gx-Series is ideal not metal, and many other materials. only for batch and date coding but also for Flexible label design: text, counters, clocks, graphics, logos, barcodes can all be included on the same label. complex code formats, check weighing, and track Grade A code readability (ISO 15415) using & trace applications across FMCG industries. Domino's inks on high density datamatrix codes.* If you are looking for a coding solution that is *Substrate dependent designed for high resolution printing at high line speeds with complete reliability Gx-Series thermal ink jet printers can meet your needs. Fast moving consumer goods For the variety of coding requirements within the FMCG sectors Domino has developed an ink range that is suitable for all packaging levels. From flexible films to porous shelf ready packaging and shipping boxes. Life sciences Electronics and industrial Legislative requirements call for unique item level identification. Gx-Series prints lasting, rub and scratch resistant codes, logos and Gx-Series printers ensure coding in compliance with pharmaceutical graphics on electronic components, metal, aluminium or PCBs. Rapid regulations (e.g. EU FMD, US DQSA) according to GS1 standards dry times and good adhesion deliver optimum performance on fast and can be included into a 21 CFR Part 11 validated system. -
Load Cell Guide
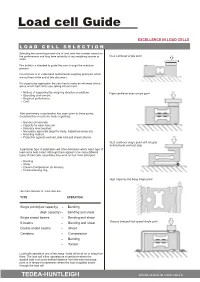
Load cell Guide EXCELLENCE IN LOAD CELLS L O A D C E L L S E L E C T I O N Selecting the correct type and size of load cells has a major impact on the performance and long term reliability of any weighing system or Dual cantilever single point scale. This bulletin is intended to guide the user through the selection process. The first task is to understand fundamental weighing principles which are outlined at the end of this document. For a particular application the user has to make an informed choice about which load cell to use, taking into account: • Method of supporting the weighing structure or platform. Triple cantilever beam single point • Operating environment. • Required performance. • Cost. After preliminary consideration has been given to these points, decisions then need to be made regarding: • Number of load cells. • Capacity for each load cell. • Accuracy level required. • Necessary approvals (legal for trade, hazardous areas etc). • Mounting method. • Protection against overload, side load and impact shocks. Dual cantilever single point with integral bi-directional overload stop A particular type of application will often determine which basic type of load cell is best suited. Although there appear to be many different types of load cells, essentially they work on four main principles: • Bending • Shear • Column Compression (or tension) • Torsion bending ring High capacity end fixing single point The main families of load cells are: TYPE OPERATION Single points(low capacity) – Bending (high capacity) – Bending and shear Single ended beams – Bending and shear S beams – Bending and shear Viscous damped high speed single point Double ended beams – Shear Canisters – Compression – Bending – Torsion Load cells operate in one of two ways -loads either sit on or hang from them. -
CAS X320 Reference Manual V20161115
IP69K Washdown Indicator Reference Manual v1.13 (800) 223-4227 www.cas-usa.com U20161115 Reference Manual V1.13 Software Versions 4.xx Table of Contents 1. INTRODUCTION ................................................................................................................... 4 1.1. Overview .................................................................................................................... 4 1.2. Approvals ................................................................................................................... 5 1.2.1. Trade versions ............................................................................................ 5 1.3. The Manuals Set ........................................................................................................ 5 1.4. Document Conventions .............................................................................................. 5 2. SPECIFICATIONS ................................................................................................................. 6 3. INSTALLATION .................................................................................................................... 7 3.1. Introduction ................................................................................................................ 7 3.2. General Warnings ...................................................................................................... 7 3.3. Electrical Safety ......................................................................................................... -
Checkweighers Food
CHECKWEIGHERS FOOD Higher yield due to reduction of product giveaway Hygienic Design fostering operational efficiency and safety High accuracy at top speeds increases line efficiency Flexible and modular solutions meeting your requirements ACCURACY FLEXIBILITY SPEED HYGIENIC DURABILITY DESIGN Low total cost of ownership HIGH-PRECISION AND ULTRA-FAST SOLUTIONS FOR MAXIMUM EFFICIENCY IN INDUSTRIAL FOOD PRODUCTION OUTSTANDING HIGH-TECH FOR THE HIGHEST PRECISION AT MAXIMAL THROUGHPUT RATES WIPOTEC-OCS X-RAY AND OPTICAL INSPECTION 3 Food checkweighers 16 HC-M-MDi Unsurpassed speed and precision in Weighing and metal detection 28 X-ray inspection systems a modular hygienic design in one integrated unit Brand protection through food 4 WIPOTEC 17 HC-M inspection and safety checks All expertise under one roof: globally Diverse options for your custom 29 SC-W respected, independent, flexible and application Space-saving combination of innovative checkweigher and X-ray inspection 6 Comscale4 18 HC-A series 30 SC-V Quality Data Management For the highest standards in dynamic X-ray inspection and optical checks 7 EMFR weigh cells from WIPOTEC weighing integrated in one structural design Weighing Technology 20 HC-A components Fast and precise weighing results Top quality modules for your success 21 HC-A-VA SERVICE The all-rounder in solid stainless steel MACHINE SYSTEMS for wet areas 31 Reliable expert service 22 HC-A Options Our comprehensive knowledge is 8 EC-E series Maximal flexibility for tailor available to you anywhere in the world Compact design, -

Introduction to Food and Food Processing
2010 INTRODUCTION TO ANDFOOD FOOD PROCESSING – I TRAINING MANUAL FOR FOOD SAFETY REGULATORS Vol THE TRAINING MANUAL FOR FOOD SAFETY REGULATORS WHO ARE INVOLVED IN IMPLEMENTING FOOD SAFETY AND STANDARDS ACT 2006 ACROSS THE COUNTRY FOODS SAFETY & STANDARDS AUTHORITY OF INDIA (MINISTRY OF HEALTH & FAMILY WELFARE) FDA BHAVAN, KOTLA ROAD, NEW DELHI – 110 002 Website: www.fssai.gov.in INDEX TRAINING MANUAL FOR FOOD SAFETY OFFICERS Sr Subject Topics Page No No 1 INTRODUCTION TO INTRODUCTION TO FOOD FOOD – ITS Carbohydrates, Protein, fat, Fibre, Vitamins, Minerals, ME etc. NUTRITIONAL, Effect of food processing on food nutrition. Basics of Food safety TECHNOLOGICAL Food Contaminants (Microbial, Chemical, Physical) AND SAFETY ASPECTS Food Adulteration (Common adulterants, simple tests for detection of adulteration) Food Additives (Classification, functional role, safety issues) Food Packaging & labelling (Packaging types, understanding labelling rules & 2 to 100 Regulations, Nutritional labelling, labelling requirements for pre-packaged food as per CODEX) INTRODUCTION OF FOOD PROCESSING AND TECHNOLOGY F&VP, Milk, Meat, Oil, grain milling, tea-Coffee, Spices & condiments processing. Food processing techniques (Minimal processing Technologies, Photochemical processes, Pulsed electric field, Hurdle Technology) Food Preservation Techniques (Pickling, drying, smoking, curing, caning, bottling, Jellying, modified atmosphere, pasteurization etc.) 2 FOOD SAFETY – A Codex Alimentarius Commission (CODEX) GLOBAL Introduction Standards, codes -
Partial Eqlist.Xlsx
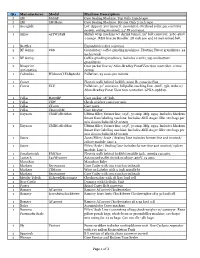
Qty Manufacturer Model Machine Description 2 3M 800AF Case Sealing Machine. Top Only 2 inch tape 2 3M 3M Matic Case Sealing Machine. Bottom Only 2 inch tape 1 Accuglide Lot: Approx. 300 linear ft. motorized, overhead roller pin conveyor system, ceiling mounted, 24" W conveyor. 1 Arpac 45TW285B Shrink wrap machine w/ shrink tunnel, 29" belt conveyor, 3/60 460V 44amps . R&G line 39 Bundler. 28 inch jaw and 16 inch infeed belt 1 Bestflex Expandable roller conveyor 2 BF Gump #88 Granulator/ coffee grinding machines. Floating Flavor granulizers. 24 inches wide 2 BF Gump Coffee grinding machines, includes 2 units, top and bottom granulizers. 2 Blueprint Case packer line w/ Allen-Bradley PanelView 600 controller. 2 lane Automation system 1 Columbia HL6000(LFAB9608) Palletizer, 25 cases per minute 1 Crown Electric walk behind forklift, 2000 lb. capacity.E29 1 Currie ULF Palletizer, 51" conveyor, full pallet stacking line, 460V, 3ph, 60hz w/ Allen-Bradley Panel View 600 controller. GPKA-058810. 1 Fallas R400BP Case packer, 16" belt. 1 Fallas CSW Check weigher conveyor unit. 1 Fallas CT400 Case taper. 3 Fallas CE400HM Case Erector. 1 Hayssen CMBCoffeeMax Ultima filler/ former line, 115V, 30 amp. Mfg. 1994. Includes Markem Smart Date labeling machine. Includes Alfill Auger filler 120 bags per min also includes MAP system 1 Hayssen CMBCoffeeMax Ultima filler/ former line, 115V, 30 amp. Mfg. 1994. Includes Markem Smart Date labeling machine. Includes Alfill Auger filler 120 bags per min also includes MAP system 1 Jones Jones Filler/ Scale / Sealing Line includes former line and unwind/ splicer module. -

Achema Magazine 2015
magazine 2015 Frankfurt/Main, June 15–19, 2015 www.achema.de TheBestThingsComeinThrees— theFocal Topics of ACHEMA | Aller gute Dingesinddrei–die Fokus- Themen derACHEMA 12 FluidFlowMachinery4.0: ReadytoRoll|Aufdem Wegzur Strömungsmaschine4.0 24 Overview andTopicsofthe Congress Program|Übersicht undThemengebiete des Kongress-Programms 64 Aspecialedition from document227083325723460226.indd 1 07.04.2015 10:09:49 www.infors-ht.com Shake likeapro at ACHEMA Visit us Hall 4.1 B49 Booth CHUCK, 300RPM More than results with an incubator shaker from themarketleader: •Highestcapacity up to 55 L/m2 •The onlyshakers with unique«Sticky Stuff» •Provenfor usewithUltraYield Flasks™ •Frommicrotitreplatesupto10Lbags •Specialisedversionsfor microorganisms, cell cultureoralgaecultivation Ecotron 30 –550 rpm Multitron Cell Minitron 20 –400 rpm 20 –400 rpm We bring life to your laboratory. magazine 2015 EDITOR´S PAGE ALWAYS IN THE MITTEN DRIN THICKOFTHINGS STATTNUR DABEI very three years, allthose involved in the worldofche nisono schauen alle,die derWelt derChemie und micalsand processtechnologyturntheir gaze at one Prozesstechnikverbundensind,alledreiJahrenach E UFrankfurtamMain. Mit einer Größenordnung Ab and the same time to FrankfurtamMain. ACHEMA is by farand away the classicindustry event parexcellence stand zum Wettbewerb istdie ACHEMA derBranchenklas amongthe competition and the undisputedrendezvous sikerschlechthin undweltweit unangefochtener Treffpunkt forthe processindustry worldwide. It is whereanyone who derProzessindustrie. Jeder,der in derBranche -
IP69K Washdown Indicator Reference Manual
IP69K Washdown Indicator Reference Manual (800) 223-4227 www.cas-usa.com U11026280 Reference Manual - Software Versions 3.xx Table of Contents 1. INTRODUCTION ......................................................................................................................4 1.1. Overview .......................................................................................................................4 1.2. Approvals ......................................................................................................................5 1.2.1. Trade versions ..............................................................................................5 1.3. The Manuals Set...........................................................................................................5 1.4. Document Conventions.................................................................................................5 2. SPECIFICATIONS....................................................................................................................6 3. INSTALLATION .......................................................................................................................7 3.1. Introduction ...................................................................................................................7 3.2. General Warnings .........................................................................................................7 3.3. Electrical Safety ............................................................................................................7 -

8 Cover Safety Systems and Methods at a Glance
03-2017 8 COVER SAFETY SYSTEMS AND METHODS AT A GLANCE 30 POWDER TRANSPORT STAINLESS STEEL COMPONENTS FROM ONE SOURCE 40 CENTRIFUGAL PUMPS INDIVIDUALLY MANUFACTURED 54 FIBRE-OPTIC SYSTEM TIMELY DETECTION OF HOTSPOTS PROCESS TECHNOLOGY FOR THE CHEMICAL INDUSTRY WWW.CPP-NET.COM cpp 03-2017 1 VISIT US AT POWTECH 26–28 SEPTEMBER HALL 3 / 3-418 FE75 CONTAINMENT PACKAGE + With up to 115 punch stations in a foot print under 2 m2 + Up to 166 % longer at dwell time pressure + Patent-pending method for easy, fast turret exchange + Closed cam system www.fette-compacting.com NEW DIMENSIONS NEW IN EFFICIENCY 2 cpp 03-2017 cpp EDITORIAL Expert Forum in Nuremberg Only a few more days to go: for the 20th time, from September 26 to 28, the Nuremberg Exhibition Centre will be a meeting place for specialist manufacturers and processors of powder, granules and bulk solids. About 900 exhibitors will display their latest develop- ments for mechanical processes and related technologies such as measurement, analysis, control and automation. Manufacturers and plant operators in the chemical sector will discover technical solutions for many of the burning questions affecting the industry. The chemical industry is currently undergoing a transition on many levels. Process digitalisation helps achieve the goal of ensuring con- sistently high product quality, 24/7. The focus is also on curbing production costs and increasing energy and resource efficiency. What’s needed is maximum safety in the manufacturing process PROCESS VACUUM while maintaining a high level of flexibility – at multiple locations around the world. The accompanying programme of talks in the 100% CARE FREE Powtech Expert Forum will likewise offer new stimuli for further thinking on this and other topics in Hall 2, Booth 507. -
Multihead Weigher
Multihead Weigher Operation Manual Contents Chapter 1. Preface 1 Chapter 2. Notice 2 2.1 Model Instruction 2 2.2 Working Environment 2 2.3 Transportation & Storage 3 2.4 Working Environment 3 Chapter 3. Specifications 4 Chapter 4. Working Theory 5 Chapter 5. Operation 6 5.1 Start up 6 5.2 Start to Run 8 5.3 Calibration 10 5.4 Program Setup 11 5.5 System Setup 17 5.6 Records 23 5.7 Manual Test 24 Chapter 6. Trouble Shooting & Settlement 27 Chapter 7. The Meaning of the Indicated Color & Character 29 Chapter 8. Remarks of KJ1&KJ2 Cable 30 Chapter 9. Crate-Open & Check 31 9.1 Check the machine and spare parts under guide of Packing List. 31 9.2 Check if the following documents are attached with the machine 31 9.3 Crate Open 31 Chapter 10. Machine Structure 32 10.1 Main Components 32 10.2 External Specification 33 10.3 Main Components 35 Multihead Weigher Operation Manual Chapter 1. Preface Thank you for using HS-H Series Multihead Weighers. HS-H Series Mulithead Weighers are automatic weighing equipment by using Modular control system to achieve the high speed, accuracy and stable performance, different functions could be expanded according to customer's requirements. To ensure the proper use as well as safe operation, please read this instruction manual carefully before using. Please keep this manual in proper place so that you can use it for maintenance or repair in future. If you have any problem while using our multihead weigher, please feel free to contact our service department, we will try our best to provide you a professional and all-round service. -

Lead Safety Off the Charts Dust Extraction Shootout Page 3
Spring 2014 FINISHFOR PAINT PROFESSIONALS Lead Safety Off the Charts Dust extraction shootout Page 3 Project Spotlight: Window Restoration Page 7 Triple Threat Rotex RO 90 FEQ Review Page 9 Lead Safety Off Project Spotlight: 03 the Charts 07 Window Restoration Dust extraction shootout A mess-free, time-saving alternative to chemical stripping. Dust extraction results that leave tester speechless. And healthier. Triple Threat 09 Rotex RO 90 19 FEQ Review It can practically do it all. Our Mission A multi-mode sander that lives up to its name. Sanders It is our goal to help professional painters deliver better quality, improved productivity and higher profits at the end of the day. 37 41 Dust Extraction Mobility and Storage 47 51 Drills and Drivers Work Lamp 53 55 Application Sets Set Pricing FINISH LINE | Spring 2014 | www.festoolpaint.com 2 FEATURE STORY LEAD SAFETY OFF THE CHARTS HEPA Dust Extraction Shootout By Peter Lawton from LeadSMART Training Solutions, Inc, ME TIME TO PROVE IT In the summer of 2012, I attended the PDCA conference in Salem, MA, and was intrigued by a team of green and blue displaying their sanders and dust extractors. I had to go up to them and say “Nice in a booth, but have you ever seen if these things work in the field?” Being from the field, I doubted this was as easy or effective as their laboratory tests claimed they were. My negative air machines or “airscrubbers” have worked for years and sometimes you just can’t beat the traditional methods. Michael Williams, of Festool USA, was there trying to explain the benefits and ease of use of the dust extractors. -
User Manual All Metal Detector
User Manual Combo of Metal Detector & Check Weigher Model:CMC Series Notes:Please read this manual carefully before using the machine and keep it for later reference. Please read chapters about Safe Instructions of this manual carefully before operating the machine. Baumann CMC Series Table Contents Basic Operations Ⅰ. Metal Detector part operations 1. Language Options……………………………………………………………………4 2. Metal Detecting………………………………………………………………………6 3. Performance Testing………………………………………………………… …… 8 4. Product Study………………………………… ………………………… ……… …10 5. Log……………………………………………………………………………………… 12 6. Product Default Settings……………………… ………………………………… 14 7. Product Edit……………………… …………………………………………………16 8. Rejecting Settings…………………………………………………………… … …19 9. Function Options……………………………………………………………………21 10. Clock……………………………………………………………………………………23 11. Touchscreen…………………………………………………………………………25 12. Password………………………………………………………………………………28 13. System Information…………………………………………………………………31 Ⅱ. Check Weigher part operations 1. Language selection…………………………………………………………………33 2. Weight Calibration…………………………………………………………………34 3. Sorting Config………………………………………………………………………36 4. Optimization…………………………………………………………………………38 5. Balance…………………………………………………………………………………40 1 6. Product editing………………………………………………………………………41 7. Weight sorting………………………………………………………………………43 8. Report output…………………………………………………………………………45 9. Function config………………………………………………………………………46 10. Time setup……………………………………………………………………………48 11. Touch screen calibration…………………………………………………………50 12. Password changing…………………………………………………………………52