Electric Insulated Wire and Cable Using the Same
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tape-Unyte High Density Ptfe Tape
TAPE-UNYTE® HIGH DENSITY PTFE TAPE T-TAPE-SPEC PRODUCT DESCRIPTION COLOR/CONSISTENCY TENSILE STRENGTH - LONGITUDINAL 3000 PSI max - ASTM D882 (mod) PRODUCT The tape is white in color. It shall be free of visible voids, cracks, folds, ELONGATION TAPE-UNYTE® High Density PTFE Tape contamination and has consistent physical properties. TAPE-UNYTE® has an 50% min - ASTM D882 (mod) TYPE indefinite shelf life. THICKNESS ® TAPE-UNYTE is a heavy duty, all TEMPERATURE RANGE USE purpose, non-seizing, PTFE thread sealing .0040 ± .0005 Inches - ASTM D374-42 -A compound in tape form that produces a Gases: PACKAGING leakproof seal on all types of metal and -450EF (-268EC) to 500EF (260EC) plastic threaded connections. TAPE- UNYTE® is a high density, 4 MIL PTFE Liquids: U.S. Measure: (polytetrafluoroethylene) Tape supplied on -450EF (-268EC) to 500EF (260EC) finished spools. Stock Code Size PRESSURE RANGE USE F520 ¼" x 520" (.63 cm x 13.2 m) RECOMMENDED USES T260 ½" x 260" (1.27 cm x 6.6 m) Gases: T520 ½” x 520" (1.27 cm x 13.2 m) TAPE-UNYTE® will not transfer any taste up to 10,000 PSI (1450 kPa) T1296 ½” x 1296" (1.27 cm x 32.9 m) or odor to the system being sealed. Liquids: W260 ¾" x 260" (1.9 cm x 6.6 m) Excellent for food and water systems. up to 3,000 PSI (435 kPa) W520 ¾" x 520" (1.9 cm x 13.2 m) TAPE-UNYTE® will never harden, and is an X260 1" x 260" (1.9 cm x 6.6 m) anti-galling tape making it possible to The system may be pressurized disassemble pipes and bolts easily after immediately after assembly. -

Transparent PC/PMMA Blends Via Reactive Compatibilization in a Twin-Screw Extruder
polymers Article Transparent PC/PMMA Blends Via Reactive Compatibilization in a Twin-Screw Extruder Tobias Bubmann 1, Andreas Seidel 2 and Volker Altstädt 1,3,* 1 Department of Polymer Engineering, University of Bayreuth, Universitätsstraße 30, Bayreuth 95447, Germany; [email protected] 2 Covestro Deutschland AG, Business Unit Polycarbonates, Research & Development, Development Blends, Leverkusen 51365, Germany; [email protected] 3 Bavarian Polymer Institute and Bayreuth Institute of Macromolecular Research; University of Bayreuth, Universitätsstraße 30, Bayreuth 95447, Germany * Correspondence: [email protected]; Tel.: +49-(0)-921-55-7471 Received: 6 November 2019; Accepted: 7 December 2019; Published: 12 December 2019 Abstract: The effect of different catalysts on reactive compatibilization of 50/50 polycarbonate (PC)/polymethylmethacrylate (PMMA) blends achieved via transesterification that occurs during compounding in a twin-screw extruder was investigated on a phenomenological (optical and mechanical properties), mesoscopic (phase morphology), and molecular level (PC-graft(g)-PMMA-copolymer formation and polymer molecular weight degradation). Formation of PC-(g)-PMMA-copolymer by transesterification resulting in transparent mono-phase PC/PMMA blends with obviously improved compatibility of the two polymer constituents requires use of a suitable catalyst. As a side-effect, PC-(g)-PMMA-copolymer formation by transesterification is always accompanied by a significant simultaneous decomposition of the molecular weight (Mw) of the PC. For the first time, a colorless, transparent (mono-phase) PC/PMMA 50/50 blend was achieved by a twin-screw extrusion process that can be easily transferred into industrial scale. To achieve this milestone, 0.05 wt% of a weakly acidic phosphonium salt catalyst had to be applied. -

Table of Contents
Table of Contents Page Page Flare & Compression - Nut Assemblies Coupling for use w/ Copper Flare Outlets Connections .................................................................. 3 74755 Series ........................................................ 16-17 74750 Series ..............................................................17 74750S Series ............................................................17 Straight Couplings 74776 Series ..............................................................17 74753 Series ................................................................ 4 74776S Series ............................................................17 74754 Series ................................................................ 5 74758 Series .............................................................6-9 74755 Series ..............................................................15 Di-Electric Unions 74756 Series ..............................................................21 74755DB Series ..........................................................16 74758DB Series ............................................................ 9 3 Part Union w/ Internal Pipe Stop 74759 Series ..............................................................10 Y-Branches 708Y Series ........................................................... 18-19 Tees 74760 Series ........................................................ 10-11 74762, 74763, & 74764 Series..................................12 U-Branches 708U Series ......................................................... -

Tribology of Polymer Blends PBT + PTFE
materials Article Tribology of Polymer Blends PBT + PTFE Constantin Georgescu 1,* , Lorena Deleanu 1,*, Larisa Chiper Titire 1 and Alina Cantaragiu Ceoromila 2 1 Department of Mechanical Engineering, Faculty of Engineering, “Dunarea de Jos” University of Galati, 800008 Galati, Romania; [email protected] 2 Department of Applied Sciences, Cross-Border Faculty, “Dunarea de Jos” University of Galati, 800008 Galati, Romania; [email protected] * Correspondence: [email protected] (C.G.); [email protected] (L.D.); Tel.: +40-743-105-835 (L.D.) Abstract: This paper presents results on tribological characteristics for polymer blends made of polybutylene terephthalate (PBT) and polytetrafluoroethylene (PTFE). This blend is relatively new in research as PBT has restricted processability because of its processing temperature near the degradation one. Tests were done block-on-ring tribotester, in dry regime, the variables being the PTFE concentration (0%, 5%, 10% and 15% wt) and the sliding regime parameters (load: 1, 2.5 and 5 N, the sliding speed: 0.25, 0.5 and 0.75 m/s, and the sliding distance: 2500, 5000 and 7500 m). Results are encouraging as PBT as neat polymer has very good tribological characteristics in terms of friction coefficient and wear rate. SEM investigation reveals a quite uniform dispersion of PTFE drops in the PBT matrix. Either considered a composite or a blend, the mixture PBT + 15% PTFE exhibits a very good tribological behavior, the resulting material gathering both stable and low friction coefficient and a linear wear rate lower than each component when tested under the same conditions. Keywords: polybutylene terephthalate (PBT); polytetrafluoroethylene (PTFE); blend PBT + PTFE; block-on-ring test; linear wear rate; friction coefficient Citation: Georgescu, C.; Deleanu, L.; Chiper Titire, L.; Ceoromila, A.C. -

Table 1. SOME NAMES and ABBREVIATIONS of Plastics and Elastomers
TABlE 1. SOME NAMES AND ABBREVIATIONS OF PlASTICS AND ElASTOMERS. Common name Abbreviation Acetal (homopolymer and copolymer) POM-H and POM-K Acrylate styrene acrylonitrile ASAorAAS Acrylate modified styrene acrylonitrile ASAorAAS Acrylic acid ester rubber ACM Acrylonitrile butadiene rubber or nitrile butadiene rubber NBR Acrylonitrile butadiene styrene ABS Acrylonitrile styrene/chlorinated polyethylene ACS Acrylonitrile methyl methacrylate AMMA Acrylonitrile styrene/EPR rubber or, acrylonitrile ethylene propylene styrene AES Alpha methyl styrene AMS Atactic polypropylene APPorPP-A Butadiene rubber or, cis-1,4-polybutadiene rubber or, polybutadiene rubber BR Butadiene styrene block copolymer BDS Butyl rubber IIR Bulk molding compound BMC Casein formaldehyde CF Cellulose acetate CA Cellulose acetate butyrate CAB Cellulose acetate propionate CAP Cellulose nitrate CN Chlorinated polyethylene CPEorCM Chlorinated polyvinyl chloride CPVC or, PVC-C Chloro-polyethylene or, chlorinated polyethylene. CM or CPE or, PE-C Chloroprene rubber or, polychloroprene rubber CR Chlorotrifluoroethylene ethylene copolymers ECfFE Cis-polyisoprene or, cis-1,4-polyisoprene IR Coumarone indene resins CIR Diallyl phthalate DAP Diallyl isophthalate DAIP Dough molding compound DMC Elastomeric alloy melt processable rubber EA-MPR Elastomeric alloy thermoplastic vulcanizate EA-TPV Epichlohydrin rubber CHR Epoxy or, epoxide EP Epoxy or, epoxide, with glass fiber EPGF Ethyl cellulose EC Ethylene acryic acid EAA Ethylene propylene diene monomer (an EPR terpolymer) EPDM -

United States Patent (19) 11 Patent Number: 5,318,854 Hamersma Et Al
US005318854A United States Patent (19) 11 Patent Number: 5,318,854 Hamersma et al. 45) Date of Patent: Jun. 7, 1994 (54) POLYMER MIXTURE BASED ON A 3,644,574 2/1972 Jackson, Jr. et al. ............... 260/873 POLYBUTYLENE TEREPHTHALATE 3,657,389 4/1972 Caldwell ........... ... 525/176 ESTER AND A S-MA COPOLYMER AND 3,728,212 4/1973 Caldwell ... ... 525/176 4,080,354 3/1978 Kramer ..... ... 260/40R FILMS MADE THEREOF 4,126,602 11/1978 Sakee .................... ... 260/40R 75) Inventors: Wilhelmus J. L. A. Hamersma, 4,346,195 8/1982 Hornbaker et al. ................. 52.5/176 Bergen op Zoom, Netherlands; 4,386,186 5/1983 Maresca et al. ... 525/68 4,429,076 l/1984 Saito et al. ... 52.5/57 Roger W. Avakian, Brasschaat, 4,493,919 1/1987 Durbinet al. ... ... 524/505 Belgium 4,497,924 2/1985 Robeson et al. .. ... 524/151 73) Assignee: General Electric Co., Pittsfield, Mass. 4,526,923 7/1985 Hornbaker et al. ... 525/502 4,582,876 4/1986 Weemes ............ ... 525/64 (21) Appl. No.: 1,949 4,665,122 5/1987 Robeson et al. .. ... 524/504 (22 Filed: Jan. 4, 1993 4,717,752 1/1988 Yates, III et al. ................... 52.5/175 FOREIGN PATENT DOCUMENTS Related U.S. Application Data 1029145 4/1978 Canada . 63 Continuation of Ser. No. 671,638, Mar. 20, 1991, aban 004:2724 12/1981 European Pat. Off. doned, which is a continuation of Ser. No. 518,251, 308179 3/1989 European Pat. Off. May 7, 1990, abandoned, which is a continuation of 359565 3/1990 European Pat. -

Synthetic Polymeric Materials for Bone Replacement
Review Synthetic Polymeric Materials for Bone Replacement Mônica Rufino Senra and Maria de Fátima Vieira Marques * Technology Center, Bloco J, Instituto de Macromoleculas Professora Eloisa Mano, Universidade Federal do Rio de Janeiro, IMA-UFRJ, Av. Horacio Macedo, 2030, Rio de Janeiro RJ 21941-598, Brazil; [email protected] * Correspondence: [email protected] Received: 17 November 2020; Accepted: 18 December 2020; Published: 19 December 2020 Abstract: Some treatment options available to repair bone defects are the use of autogenous and allogeneic bone grafts. The drawback of the first one is the donor site’s limitation and the need for a second operation on the same patient. In the allograft method, the problems are associated with transmitted diseases and high susceptibility to rejection. As an alternative to biological grafts, polymers can be used in bone repair. Some polymers used in the orthopedic field are poly(methyl methacrylate), poly(ether-ether-ketone), and ultra-high molecular weight polyethylene (UHMWPE). UHMWPE has drawn much attention since it combines low friction coefficient and high wear and impact resistance. However, UHMWPE is a bioinert material, which means that it does not interact with the bone tissue. UHMWPE composites and nanocomposites with hydroxyapatite (HA) are widely studied in the literature to mitigate these issues. HA is the main component of the inorganic phase in the natural bone, and the addition of this bioactive filler to the polymeric matrix aims to mimic bone composition. This brief review discusses some polymers used in orthopedic applications, focusing on the UHMWPE/HA composites as a potential bone substitute. Keywords: poly(methyl methacrylate); poly(ether-ether-ketone); ultra-high molecular weight polyethylene; hydroxyapatite; orthopedic applications 1. -

Mechanical Properties Thermoplastic Laminates of Polycarbonate
Scienc ile e & Singh et al., J Textile Sci Eng 2018, 8:4 xt e E T n : g DOI 10.4172/2165-8064.1000366 f i o n l e a e n r r i n u g o Journal of Textile Science & Engineering J ISSN: 2165-8064 Research Article Article OpenOpen Access Access Mechanical Properties Thermoplastic Laminates of Polycarbonate- Polyetherimide Blend with Glass Fibers Singh JC1*, Srivastava M2, Singh RK2 and Yadaw SB3 1Indian Institute of Technology, New Delhi, India 2Central Institute of Plastics Engineering and Technology, Hajipur, India 3Defence Material & Stores Research & Development Establishment, Kanpur, India Abstract Thermoplastic Laminates of Polycarbonate (PC)/Polyetherimide (PEI) blend with glass fibers were prepared by solution blending of PC & PEI in different ratio of 100/0, 95/5, 90/10, 85/15 and 80/20 using Dichloromethane as solvent followed by applying the resulting blend solutions over the cut sheet size (30 × 25 cm) of woven mat glass fibers & dried overnight, then stacked up 12 flies of the impregnates and consolidated in a hot press at 300ºC and 3-4 ton (30 kg/cm2) pressure for a duration of one hour & cooled. The laminates of PC/PEI blends/woven mat glass fibers were studied for their mechanical properties viz: Tensile, Flexural, Impact and Inter Laminar Shear Strength and thermo-mechanical properties viz: TGA, DSC, DMA as well as examination of morphology by SEM. The mechanical properties of laminates of PC/PEI blends/woven mat glass fibers shows an increasing trend in Inter Laminar Shear Strength, Tensile and Flexural Strength upto 20% PEI while Impact Strength shows an increase upto 10% and decreases while the percentage of PEI increases. -
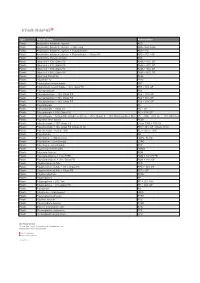
Type Material Name Abbreviation Plastic Acrylonitrile Butadiene
Type Material Name Abbreviation Plastic Acrylonitrile butadiene styrene ABS Plastic Acrylonitrile butadiene styrene - High-Temp ABS - high temp Plastic Acrylonitrile butadiene styrene + Polycarbonate ABS + PC Plastic Acrylonitrile butadiene styrene + Polycarbonate + Glass Fill ABS + PC + GF Plastic Acrylonitrile styrene acrylate ASA Plastic Nylon 6-6 + 10% Glass Fill PA66 + 10% GF Plastic Nylon 6-6 + 20% Glass Fill PA66 + 20% GF Plastic Nylon 6-6 + 30% Glass Fill PA66 + 30% GF Plastic Nylon 6-6 + 50% Glass Fill PA66 + 50% GF Plastic Nylon 6-6 Polyamide PA66 Plastic Polyamide 12 PA12 Plastic Polybutylene terephthalate PBT Plastic Polybutylene terephthalate + 30% Glass Fill PBT+ 30% GF Plastic Polycaprolactam PA6 Plastic Polycaprolactam + 20% Glass Fill PA6 + 20% GF Plastic Polycaprolactam + 30% Glass Fill PA6 + 30% GF Plastic Polycaprolactam + 50% Glass Fill PA6 + 50% GF Plastic Polycarbonate PC Plastic Polycarbonate + Glass Fill PC + GF Plastic Polycarbonate + 10% Glass Fill PC + 10% GF Plastic Polycarbonate + Acrylonitrile butadiene styrene + 20% Glass Fill + 10% Stainless Steel fiber PC + ABS + 20% GF + 10% SS Fiber Plastic Polyether ether ketone PEEK Plastic Polyetherimide + 30% Glass Fill Ultem 1000 + 30% GF Plastic Polyetherimide + 40% Glass Fill (Ultem 2410) PEI + 40% GF (Ultem 2410) Plastic Polyetherimide + Ultem 1000 PEI + Ultem 1000 Plastic Polyethylene PE Plastic Polyethylene - High-Density HDPE, PEHD Plastic Polyethylene - Low-Density LDPE Plastic Polyethylene terephthalate PET Plastic Polymethyl methacrylate PMMA Plastic Polyoxymethylene -

Impact Strength of 3D Printed Polyether-Ether-Ketone (PEEK)
Solid Freeform Fabrication 2019: Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium – An Additive Manufacturing Conference Impact Strength of 3D Printed Polyether-ether-ketone (PEEK) Haijun Gong1,*, Xiaodong Xing2, Jan Nel1 1Department of Manufacturing Engineering, Georgia Southern University, Statesboro GA, USA 2College of Mechanical and Electrical Engineering, Harbin Engineering University, Harbin, China *Corresponding author ([email protected]) Abstract Polyether-ether-ketone (PEEK) is a high-performance thermoplastic with high heat-, high chemical-, high water-, and high wear-resistance. Its strength and durability also make it highly accepted for a range of industrial applications. 3D printing of PEEK filaments offers a unique quality and flexibility in making PEEK parts for low-volume production or special designs. This study investigates the impact strength of 3D printed PEEK materials. The specimens are fabricated using a fused deposition modeling (FDM) based 3D printer and tested by a pendulum impact tester in compliance with ASTM standard. The testing result is discussed with respect to the processing parameters and the annealing treatment. Impact strength comparison of PEEK materials manufactured by 3D printing and by conventional production is also conducted. Instruction Polyether-ether-ketone (PEEK) is a semi-crystalline polymer, which was developed in 1978. The PEEK is widely used as a high-performance thermoplastic due to its high heat-, high chemical-, high water-, high wear-resistance. Especially, PEEK and its varieties have been adopted for different biomedical treatment such as dental implants, orthopedics and maxillofacial surgery [1,2]. Its strength and durability also make it highly accepted for a range of industrial applications. For example, many automotive applications require to work at a temperature more than 120 °C. -

Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface Methodology
Materials 2015, 8, 4096-4117; doi:10.3390/ma8074096 OPEN ACCESS materials ISSN 1996-1944 www.mdpi.com/journal/materials Article Synthesis and Process Optimization of Electrospun PEEK-Sulfonated Nanofibers by Response Surface Methodology Carlo Boaretti, Martina Roso, Alessandra Lorenzetti and Michele Modesti * Department of Industrial Engineering, University of Padova, via Marzolo 9, 35131 Padova, Italy; E-Mails: [email protected] (C.B.); [email protected] (M.R.); [email protected] (A.L.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +39-049-827-5541; Fax: +39-049-827-5555. Academic Editor: Maryam Tabrizian Received: 22 May 2015 / Accepted: 30 June 2015 / Published: 7 July 2015 Abstract: In this study electrospun nanofibers of partially sulfonated polyether ether ketone have been produced as a preliminary step for a possible development of composite proton exchange membranes for fuel cells. Response surface methodology has been employed for the modelling and optimization of the electrospinning process, using a Box-Behnken design. The investigation, based on a second order polynomial model, has been focused on the analysis of the effect of both process (voltage, tip-to-collector distance, flow rate) and material (sulfonation degree) variables on the mean fiber diameter. The final model has been verified by a series of statistical tests on the residuals and validated by a comparison procedure of samples at different sulfonation degrees, realized according to optimized conditions, for the production of homogeneous thin nanofibers. Keywords: electrospinning; response surface methodology; sulfonated polyether ether ketone 1. Introduction Nanofibers are an interesting and versatile class of one-dimensional nanomaterials, with diameters ranging from tenths to hundreds of nanometers, which have been recognized as promising due to their outstanding properties in terms of high porosity, excellent pore interconnectivity, small diameters and high surface-to-volume ratio. -

Spherical Polybutylene Terephthalate (PBT)—Polycarbonate (PC) Blend Particles by Mechanical Alloying and Thermal Rounding
polymers Article Spherical Polybutylene Terephthalate (PBT)—Polycarbonate (PC) Blend Particles by Mechanical Alloying and Thermal Rounding Maximilian A. Dechet 1,2,3,†, Juan S. Gómez Bonilla 1,2,3,†, Lydia Lanzl 3,4, Dietmar Drummer 3,4, Andreas Bück 1,2,3, Jochen Schmidt 1,2,3 and Wolfgang Peukert 1,2,3,* 1 Institute of Particle Technology, Friedrich-Alexander-Universität Erlangen-Nürnberg, Cauerstraße 4, D-91058 Erlangen, Germany; [email protected] (M.A.D.); [email protected] (J.S.G.B.); [email protected] (A.B.); [email protected] (J.S.) 2 Interdisciplinary Center for Functional Particle Systems, Friedrich-Alexander-Universität Erlangen-Nürnberg, Haberstraße 9a, D-91058 Erlangen, Germany 3 Collaborative Research Center 814—Additive Manufacturing, Am Weichselgarten 9, D-91058 Erlangen, Germany; [email protected] (L.L.); [email protected] (D.D.) 4 Institute of Polymer Technology, Friedrich-Alexander-Universität Erlangen-Nürnberg, Am Weichselgarten 9, D-91058 Erlangen, Germany * Correspondence: [email protected]; Tel.: +49-9131-85-29400 † The authors contributed equally. Received: 22 November 2018; Accepted: 7 December 2018; Published: 11 December 2018 Abstract: In this study, the feasibility of co-grinding and the subsequent thermal rounding to produce spherical polymer blend particles for selective laser sintering (SLS) is demonstrated for polybutylene terephthalate (PBT) and polycarbonate (PC). The polymers are jointly comminuted in a planetary ball mill, and the obtained product particles are rounded in a heated downer reactor. The size distribution of PBT–PC composite particles is characterized with laser diffraction particle sizing, while the shape and morphology are investigated via scanning electron microscopy (SEM).