PHYSICAL SIMULATION of FRICTION STIR PROCESSED TI-5Al-1Sn-1Zr-1V-0.8Mo
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Michigan Underground Storage Tank Rules
DEPARTMENT OF LICENSING AND REGULATORY AFFAIRS BUREAU OF FIRE SERVICES STORAGE TANK DIVISION UNDERGROUND STORAGE TANK REGULATIONS Filed with the Secretary of State on November 14, 2018 These rules become effective immediately upon filing with the Secretary of State unless adopted under section 33, 44, 45a(6), or 48 of 1969 PA 306. Rules adopted under these sections become effective 7 days after filing with the Secretary of State. (By authority conferred on the director of the department of licensing and regulatory affairs by section 21106 of 1994 PA 451, MCL 324.21106, and Executive Reorganization Order Numbers 1995-16, 1998-2, 2009-31, 2011-1, and 2012-7, MCL 324.99903, 29.461, 324.99919, 324. 99921, and 29.462.) R 29.2101, R 29.2103, R 29.2105, R 29.2107, R 29.2109, R 29.2111, R 29.2113, R 29.2115, R 29.2117, R 29.2119, R 29.2121, R 29.2122, R 29.2123, R 29.2125, R 29.2126, R 29.2127, R 29.2129, R 29.2131, R 29.2133, R 29.2135, R 29.2137, R 29.2139, R 29.2151, R 29.2153, R 29.2155, R 29.2157, R 29.2159, R 29.2161, R 29.2163, R 29.2163a, R 29.2163b, R 29.2163c, R 29.2163d, R 29.2163e, R 29.2164, R 29.2166, R 29.2166a, R 29.2167, R 29.2168, R 29.2168a, R 29.2168b, R 29.2168c, R 29.2168d, R 29.2169, R 29.2170, R 29.2171, R 29.2172, and R 29.2174 are amended, R 29.2108, R 29.2141, R 29.2143, R 29.2145, R 29.2147, R 29.2149, R 29.2165, and R 29.2173 are rescinded, and R 29.2114, R 29.2116, R 29.2120, R 29.2120a, R 29.2130, R 29.2162, R 29.2163f, R 29.2163g, R 29.2165a, R 29.2165b, R 29.2175, R 29.2176, R 29.2177, R 29.2178, R 29.2178a, R 29.2179, R 29.2180, R 29.2190, R 29.2191, and R 29.2192 are added to the Code, to read as follows: R 29.2101 Adoption of standards by reference. -

Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 8-2014 Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings Jeffrey R. Bunn University of Tennessee - Knoxville, [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Civil Engineering Commons, and the Structural Materials Commons Recommended Citation Bunn, Jeffrey R., "Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings. " PhD diss., University of Tennessee, 2014. https://trace.tennessee.edu/utk_graddiss/2805 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Jeffrey R. Bunn entitled "Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Civil Engineering. Dayakar Penumadu, Major Professor We have read this dissertation and recommend its acceptance: Easo P. George, Richard M Bennett, H. Choo, Thomas R. Watkins Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings A Dissertation Presented for the Doctor of Philosophy Degree The University of Tennessee, Knoxville Jeffrey R. -

Machinery Repairman
NAVEDTRA 12204-A Naval Education and September 1993 Training Manual Training Command 0502-LP-477-5600 (TRAMAN) Machinery Repairman DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must use the purchasing instructions on the inside cover. Although the words “he,” “him,” and “his” are used sparingly in this manual to enhance communication, they are not intended to be gender driven nor to affront or discriminate against anyone reading this text. DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must write to Superintendent of Documents, Government Printing Office, Washington, DC 20402 OR Commanding Officer, Naval Publications and Forms Directorate, Navy Aviation Supply Office, 5801 Tabor Avenue, Philadelphia, PA 19120-5099, Attention: Cash Sales, for price and availability. MACHINERY REPAIRMAN NAVEDTRA 12204-A 1993 Edition Prepared by MRCS Wayne T. Drew COMMANDING OFFICER NETPDTC 6490 SAUFLEY FIELD RD PENSACOLA, FL 32509-5237 ERRATA #1 18 April 2000 Specific Instructions and Errata for the TRAMAN MACHINERY REPAIRMAN, NAVEDTRA 12204-A 1. No attempt has been made to issue corrections for errors in typing, punctuation, etc. 2. Make the following changes to the Machinery Repairman text: Page Column Paragraph Chancre 2-2 1 3rd complete Change paragraph to read as follows: "If a paragraph dimension is given as 3.000 inches, the. is ±0.005 inch: or if the dimension. is ±0.010 inch." vice "If a dimension is given as 3.000 inches., the. is ±0.0005 inch: or if the dimension.. -

Yanfeng Gauge Standards
Yanfeng Global Automotive Interiors Global Supplier Standards Manual Tooling & Equipment (April 26, 2016) Yanfeng Gauge Standards Yanfeng and Supplier Managed Gauges This manual is for the intended use of the employees and suppliers of Yanfeng Global Automotive Interiors and is considered to be a PROPRIETARY DOCUMENT. Any distribution or sharing of this document is prohibited. All copies must be obtained from the Yanfeng Gauge Engineer. Uncontrolled if printed TABLE OF CONTENTS Introduction 1 Scope 2 General Requirements 3 Safety and Ergonomic Requirements 4 Quotation Requirements 6 Gauge Design Requirements 7 A. Concept Drawing 7 B. Gauge Design 7 Gauge Build Requirements 9 A. Bases 9 B. Tooling Balls / Tooling Holes 9 C. Risers and Stanchions 9 D. Details 9 E. Removable Details 10 F. Hinged Details 10 G. Locating Pins 10 H. Clamps 10 I. Scribe Lines / Tolerance Bands 10 J. SPC Indicators 11 K. Build Tolerances 11 L. Labeling 12 M. Corrosion Protection 12 N. Gauge Certification 13 O. 3rd Party Certification 13 P. Gauge Instructions 13 Q. Function Check 13 R. Measurement Systems Analysis 14 S. Shipping / Transportation 15 T. Preventive Maintenance Instructions 15 U. Gauge Records 15 V. Specialty Gaging 16 W. Automated and Semi-Automated Gaging 16 Appendices 17 A. Appendix A – Documents 17 B. Appendix B – Diagrams 40 C. Appendix C – Standard Materials List 68 D. Appendix D – Revision Table 69 E. Appendix E – Reference List 71 F. Appendix F – Glossary of Terms 72 Revision Level: 006 – 04/26/16 1 Go to Table of Contents INTRODUCTION TO OUR GAUGE SUPPLIERS The intent of this manual is to define the Yanfeng Global Automotive Interiors requirements for Gauges and Gauges. -
2005-08 Mustang Gauge Pod Installation Instructions Page 1 of 10
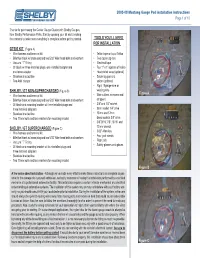
2005-08 Mustang Gauge Pod installation instructions Page 1 of 10 Thanks for purchasing the Center Gauge Cluster with Shelby Gauges, from Shelby Performance Parts. Start by opening your kit and checking the contents to make sure everything is complete before getting started. TOOLS YOU’LL NEED FOR INSTALLATION GT500 KIT (Figure A) • Wire harness and terminal kit • Tefl on tape or liquid Tefl on • Billet fuel block w/ brass plug and two 5/32” Allen head bolts and washers • Two dozen zip ties • Vacuum “T” Fitting • Electrical tape • Oil block w/ three installed plugs, one installed adapter and • Four 1” x 1” squares of Velcro one loose adapter • Heat shrink wrap (optional) • Stainless braided line • Soldering gun and • Two Adel clamps solder (optional) • Rigid 10gauge wire or SHELBY / GT NON-SUPERCHARGED (Figure B) welding wire Figure A • Wire harness and terminal kit • Wire cutters, crimpers and • Billet fuel block w/ brass plug and two 5/32” Allen head bolts and washers strippers • Oil block and mounting bracket w/ three installed plugs and • 3/8” and 1/4” ratchet three installed adapters • 8mm socket 1/4” drive • Stainless braided line • 13mm and 17mm • Two 17mm bolts and lock washers for mounting bracket deep sockets 3/8” drive • 3/8”,9/16”,7/8”,13/16” and 12mm wrench SHELBY / GT SUPERCHARGED (Figure C) • 5/32” Allen key • Wire harness and terminal kit • Four jack stands • Billet fuel block w/ brass plug and two 5/32” Allen head bolts and washers • Floor jack • Vacuum “T” Fitting • Safety glasses and gloves • Oil block and mounting bracket w/ four installed plugs and three installed adapters • Stainless braided line • Two 17mm bolts and lock washers for mounting bracket Figure B A few notes about installation - Although we’ve made every effort to make these instructions as complete as pos- sible for the average do-it-yourself enthusiast, we highly recommend having this installation performed by a certifi ed mechanic at a professional automotive facility. -
PRECISION ENGINEERING TOOLS WE HAVE WHAT IT TAKES to EXCEED & EXCEL the Plant
PRECISION ENGINEERING TOOLS WE HAVE WHAT IT TAKES TO EXCEED & EXCEL The plant. The people. The passion 500,000 sq ft manufacturing | integrated research & development | advanced cnc machining | quality assurance Groz has always exceeded the expectations of tool manufacturers and users the world over. Groz carefully makes each tool under stringent quality control processes that are achieved in a hi-tech manufacturing environment in a 500,000 square foot plant. If you demand quality, trust Groz. ADDITIONS 07 08 Straight Straight & Edge Knife Edges Squares Dear Valued Customer, It is my pleasure to present to you the new catalogue that covers our 13 17 range of Precision Engineering Multi-Use Magnetic Tools. Rule and Compass Gauge We have covered fair ground over the last few years and with our state-of-the art production facility, we can now do much more 22 31 than before. You will see many Electronic Adjustable technologically superior products Edge Finders Vee Block Set as well as modifications to some of the earlier designs, in the following pages. Further, I assure you of the same top performance to which you are accustomed to from Groz. 31 35 Ball Bearing Pot We appreciate your business and Vee Block & Magnets value your loyalty & trust. Clamp Sets Warm Regards, 37 38 Sine Bars Sine Plates ANIL BAMMI Managing Director 46 49 Tweezersezers Tap Wrenchesnches - Prefessionalnal 68 7777 Rotaryry RRapidap Headd AActionct Millingng DDrillri Pressressess VicesVices Machinehine VicesVi CA02 PRECISION ENGINEERING TOOLS 1 Measuring and Marking -
2014 Tool and Die Maker
National Occupational Analysis Tool and Die Maker 2014 Occupational Analyses Series Tool and Die Maker 2014 Trades and Apprenticeship Division Division des métiers et de l’apprentissage Workplace Partnerships Directorate Direction des partenariats en milieu de travail National Occupational Classification: 7232 Disponible en français sous le titre : Outilleur-ajusteur/outilleuse-ajusteuse You can download this publication by going online: http://www12.hrsdc.gc.ca This document is available on demand in multiple formats (large print, Braille, audio cassette, audio CD, e-text diskette, e-text CD, or DAISY), by contacting 1 800 O-Canada (1-800-622-6232). If you use a teletypewriter (TTY), call 1-800-926-9105. © Her Majesty the Queen in Right of Canada, 2014 For information regarding reproduction rights: [email protected] PDF Cat. No.: Em15-1/7-2014E-PDF ISBN: 978-1-100-25001-4 ESDC Cat. No. : LM-487-10-14E _________________________________________________________________ You can download this publication and find more information on Red Seal trades by going online: http://www.red-seal.ca FOREWORD The Canadian Council of Directors of Apprenticeship (CCDA) recognizes this National Occupational Analysis as the national standard for the occupation of Tool and Die Maker. Background The first National Conference on Apprenticeship in Trades and Industries, held in Ottawa in 1952, recommended that the federal government be requested to cooperate with provincial and territorial apprenticeship committees and officials in preparing analyses of a number of skilled occupations. To this end, Employment and Social Development Canada (ESDC) sponsors a program, under the guidance of the CCDA, to develop a series of National Occupational Analyses (NOAs). -

Property of Kent Industrial USA Please Do Not Reproduce
Kent Industrial USA Inc Technical Documentation Operating Manual PropertyPlease of Kent Do NotIndustrial Reproduce USA M-40 Universal Tool Grinder Machine S/N:__________ Version:2013/09/18 M-40 Operating Manual 0-i ■ Installation and Commissioning ............................. 1 ■ Product Description ................................................. 2 ■ General Safety Notes ............................................... 3 ■ Exploded Diagram and Parts List .......................... 4 ■ Maintenance and Error Messages .......................... 5 ■ Circuit ....................................................................... 6 ■ Operation of the Machine ....................................... 7 ■ Special Accessories ................................................... 8 ■ Automatic Loading and Unloading ........................ 9 ■ Image System ......................................................... 10 ■ Coolant System ...................................................... 11 ■ Appendix ................................................................. 12 PropertyPlease of Kent Do NotIndustrial Reproduce USA M-40 Operating Manual 0-ii Installation and Commissioning Technical Documentation Operating Manual Installation and Commissioning M-40 Universal Tool Grinder Version:2013/09/18 1. Installation and Commissioning 1.1 Lifting the Machine ................................................................ 1-3 1.2 Inspection and Cleaning of Machine .................................... 1-3 Property 1.3 Foundation of andKent Installation Industrial -

METAL LATHE OPERATION Join the Live Stream At
Join the live stream at https://youtu.be/FlV0BfFAXGM METAL LATHE OPERATION This is a compilation of information on lathe operation, built around the U.S. Army training circular on lathe operation. It includes work by Paul Bianchi, Gene Beckwith, Ken Cance, John Huth, Lucas Pemberton, Greg Beckwith, John Maddox, and source material from littlemachineshop.com and sherline.com BIR Red Wing Page 1 BIR Red Wing Page 2 Machine Shop Safety o Safety Glasses . EVERYONE MUST WEAR SAFETY GLASSES WITH SIDE SHIELDS IN THE SHOP. • Even when you're not working on a machine, you must wear safety glasses. A chip from a machine someone else is working on could fly into your eye. o Clothes and Hair . Check your clothes and hair before you walk into the shop. In particular: • REMOVE JEWELERY • IF YOU HAVE LONG HAIR OR A LONG BEARD, TIE IT UP. o If your hair is caught in spinning machinery, it will be pulled out if you're lucky. If you're unlucky, you will be pulled into the machine. • NO LOOSE CLOTHING. o Ties, scarves, loose sleeves, etc. are prohibited • NO GLOVES • WEAR APPROPRIATE SHOES o No open toed sandals. Wear shoes that give a sure footing. If you are working with heavy objects, steel toes are recommended. o Safe Conduct in the Shop . Know where the emergency stop is before operating the lathe. Be aware of what's going on around you. Concentrate on what you're doing. If you get tired, leave. Don't hurry. If you catch yourself rushing, slow down. -

This Class Is Intended for Beginning Machinists with No Prior Experience. Class Is Limited to 12 Students
Introduction to Lathe – Mike Wygovsky June 9-13, 2018 $380 or 2 credit hours This class will begin on Saturday, June 9th and run through Wednesday, June 11th at noon (4 ½ days) This class is intended for beginning machinists with no prior experience. Class is limited to 12 students Introduces basic lathe applications which will consist of identifying lathe components and controls, understanding turning safety, calculating speeds and feeds, using various tools and tool holders, identifying basic tool geometry, and the use of common lathe spindle tooling. Students will perform basic lathe operations, which will consist of facing, center-drilling, chuck turning, turning between centers, boring, grooving, tapers, knurling, and single point threading. Students will be required to produce specified parts to a tolerance of +/- .004 in. and perform competencies set by manufacturing standards. Mike Wygovsky graduated from East Brunswick Vocational And technical High School in 1995 for Machine Shop. He also is a 1997 TSJC Gunsmithing graduate with the Third year repair Certificate. He has worked in a variety of machine shops and is currently a TSJC Machining instructor. Tool List (same list for our Basic Machine Shop class) #2 center drill 5/16" or 1/4" HSS lathe tool bit blanks 6" dial caliper or 1" micrometer 6" steel rule 60-degree center gauge Assorted files with handles Carbide tipped scribe Emery cloth: 120, 220, 320 and 400 grit Layout dye Safety Glasses Thread pitch gauge 6" or 8" adjustable wrench Allen wrench set up to 3/8” Center punch Gunsmith pin punch set Hammer Pliers Screwdrivers Metric Allen wrench set A list of required tools is also enclosed. -

True Stress-Strain Behavior of As-Irradiated and Post-Irradiation Annealed Pure Copper
DOE-ER-0313/37 Distribution Categories UC-423, -424 FUSION MATERIALS SEMIANNUAL PROGRESS REPORT FOR THE PERIOD ENDING December 31, 2004 Prepared for DOE Office of Fusion Energy Sciences (AT 60 20 10 0) DATE PUBLISHED: MARCH 2005 Prepared for OAK RIDGE NATIONAL LABORATORY Oak Ridge, Tennessee 37831 Managed by UT-Battelle, LLC For the U.S. DEPARTMENT OF ENERGY FOREWORD This is the thirty-seventh in a series of semiannual technical progress reports on fusion materials science activities supported by the Fusion Energy Sciences Program of the U.S. Department of Energy. This report focuses on research addressing the effects on materials properties and performance from exposure to the neutronic, thermal, and chemical environments anticipated in the chambers of fusion experiments and energy systems. This research is a major element of the national effort to establish the materials knowledge base of an economically and environmentally attractive fusion energy source. Research activities on issues related to the interaction of materials with plasmas are reported separately. The results reported are the product of a national effort involving a number of national laboratories and universities. A large fraction of this work, particularly in relation to fission reactor irradiations, is carried out collaboratively with partners in Japan, Russia, and the European Union. The purpose of this series of reports is to provide a working technical record for the use of program participants, and to provide a means of communicating the efforts of fusion materials scientists to the broader fusion community, both nationally and worldwide. This report has been compiled and edited under the guidance of R. -
Universal Gauge Measuring System
Universal Gauge Measuring System USERS MANUAL 2002 © Chief Automotive Technologies, Inc. Chief’s Limited One-Year Warranty & Liability CHIEF'S LIMITED ONE-YEAR WARRANTY & LIABILITY Chief Automotive Technologies, Inc. warrants for one year from date of installation and/or purchase any of its products which do not perform satisfactorily due to defect caused by faulty material or workmanship. Chief’s obligation under this warranty is limited to the repair or replacement of products which are defective and which have not been misused, carelessly handled, or defaced by repair or repairs made or attempted by others. CHIEF AUTOMOTIVE TECHNOLOGIES, INC. DOES NOT ASSUME RESPONSIBILITY FOR ANY DEATH, INJURY OR PROPERTY DAMAGE RESULTING FROM THE OPERATOR’S NEGLIGENCE OR MISUSE OF THIS PRODUCT OR ITS ATTACHMENTS. CHIEF MAKES NO WRITTEN, EXPRESS OR IMPLIED WARRANTY WHATSOEVER OF MERCHANTABIL- ITY OR FITNESS FOR A PARTICULAR PURPOSE OR OTHERWISE REGARDING THE EQUIPMENT OR ANY PART OF THE PRODUCT OTHER THAN THE LIMITED ONE-YEAR WARRANTY STATED ABOVE. UNIVERSAL GAUGE MEASURING SYSTEM USERS MANUAL I. Introduction Chief’s Universal Gauge Measuring System provides a structure. It is used when determining vertical misalign- simple yet highly practical technology to auto body repair, ment of the end sections of the vehicle. one that can be applied to any type of vehicle whether it be In addition to detecting misalignment, the Gauge of “unitized body construction” (with or without struts) or Measuring equipment has measuring capabilities. It also “perimeter frame construction.” It works equally well on remains on the structure as a direct guide for the repair. pickup trucks, vans and all other utility vehicles.