Alloy Selection for Service in Chlorine, Hydrogen Chloride and Hydrochloric Acid
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Vibrationally Excited Hydrogen Halides : a Bibliography On
VI NBS SPECIAL PUBLICATION 392 J U.S. DEPARTMENT OF COMMERCE / National Bureau of Standards National Bureau of Standards Bldg. Library, _ E-01 Admin. OCT 1 1981 191023 / oO Vibrationally Excited Hydrogen Halides: A Bibliography on Chemical Kinetics of Chemiexcitation and Energy Transfer Processes (1958 through 1973) QC 100 • 1X57 no. 2te c l !14 c '- — | NATIONAL BUREAU OF STANDARDS The National Bureau of Standards' was established by an act of Congress March 3, 1901. The Bureau's overall goal is to strengthen and advance the Nation's science and technology and facilitate their effective application for public benefit. To this end, the Bureau conducts research and provides: (1) a basis for the Nation's physical measurement system, (2) scientific and technological services for industry and government, (3) a technical basis for equity in trade, and (4) technical services to promote public safety. The Bureau consists of the Institute for Basic Standards, the Institute for Materials Research, the Institute for Applied Technology, the Institute for Computer Sciences and Technology, and the Office for Information Programs. THE INSTITUTE FOR BASIC STANDARDS provides the central basis within the United States of a complete and consistent system of physical measurement; coordinates that system with measurement systems of other nations; and furnishes essential services leading to accurate and uniform physical measurements throughout the Nation's scientific community, industry, and commerce. The Institute consists of a Center for Radiation Research, an Office of Meas- urement Services and the following divisions: Applied Mathematics — Electricity — Mechanics — Heat — Optical Physics — Nuclear Sciences" — Applied Radiation 2 — Quantum Electronics 1 — Electromagnetics 3 — Time 3 1 1 and Frequency — Laboratory Astrophysics — Cryogenics . -

Questions ALKENES: REACTIONS with HYDROGEN HALIDES
Chemguide – questions ALKENES: REACTIONS WITH HYDROGEN HALIDES 1. State Markovnikov's Rule. 2. Show the structural formulae for the main product of each of the following addition reactions between various alkenes and a hydrogen halide. (This question is also testing your ability to write the structures for alkenes given their names. If you can't do that, get it sorted out before you continue!) a) ethene and hydrogen bromide b) but-2-ene and hydrogen chloride c) but-1-ene and hydrogen chloride d) propene and hydrogen iodide e) 2-methylbut-2-ene and hydrogen iodide f) but-1-ene and hydrogen bromide where everything is pure g) but-1-ene and hydrogen bromide in the presence of oxygen or organic peroxides 3. a) How does the rate of the reaction change as you go along the series HF – HCl – HBr – HI? b) Briefly explain the trend you have given in part (a). c) How does the rate of reaction change as you go from ethene to propene to 2-methylbut-2-ene? d) Alkyl groups (like methyl and ethyl groups) have a tendency to “push” electrons away from themselves towards the double bond. (i) How does this help to explain the way the attractiveness of the double bond varies from ethene to propene to 2-methylbut-2-ene? (ii) The mechanism for the reactions involves the formation of intermediate ions with the positive charge on a carbon atom (carbocations). The intermediate carbocations in these cases would be + + + CH CH CH CHCH CH CCH CH 3 2 3 3 3 2 3 CH3 Why does this help to explain the variation in reactivity that you should have given in part (c)? www.chemguide.co.uk. -
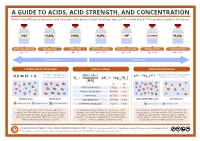
A Guide to Acids, Acid Strength, and Concentration
A GUIDE TO ACIDS, ACID STRENGTH, AND CONCENTRATION What’s the difference between acid strength and concentration? And how does pH fit in with these? This graphic explains the basics. CH COOH HCl H2SO4 HNO3 H3PO4 HF 3 H2CO3 HYDROCHLORIC ACID SULFURIC ACID NITRIC ACID PHOSPHORIC ACID HYDROFLUORIC ACID ETHANOIC ACID CARBONIC ACID pKa = –7 pKa = –2 pKa = –2 pKa = 2.12 pKa = 3.45 pKa = 4.76 pKa = 6.37 STRONGER ACIDS WEAKER ACIDS STRONG ACIDS VS. WEAK ACIDS ACIDS, Ka AND pKa CONCENTRATION AND pH + – The H+ ion is transferred to a + A decrease of one on the pH scale represents + [H+] [A–] pH = –log10[H ] a tenfold increase in H+ concentration. HA H + A water molecule, forming H3O Ka = pKa = –log10[Ka] – [HA] – – + + A + + A– + A + A H + H H H H A H + H H H A Ka pK H – + – H a A H A A – + A– A + H A– H A– VERY STRONG ACID >0.1 <1 A– + H A + + + – H H A H A H H H + A – + – H A– A H A A– –3 FAIRLY STRONG ACID 10 –0.1 1–3 – – + A A + H – – + – H + H A A H A A A H H + A A– + H A– H H WEAK ACID 10–5–10–3 3–5 STRONG ACID WEAK ACID VERY WEAK ACID 10–15–10–5 5–15 CONCENTRATED ACID DILUTE ACID + – H Hydrogen ions A Negative ions H A Acid molecules EXTREMELY WEAK ACID <10–15 >15 H+ Hydrogen ions A– Negative ions Acids react with water when they are added to it, The acid dissociation constant, Ka, is a measure of the Concentration is distinct from strength. -

Properties of Acids and Bases
GREEN CHEMISTRY LABORATORY MANUAL Lab 22 Properties of Acids and Bases TN Standard 4.2: The student will investigate the characteristics of acids and bases. Have you ever brushed your teeth and then drank a glass of orange juice? hat do you taste when you brush your teeth and drink orange juice afterwards. Yuck! It leaves a really bad taste in your mouth, but why? Orange juice and toothpaste by themselves taste good. But the terrible taste W results because an acid/base reaction is going on in your mouth. Orange juice is a weak acid and the toothpaste is a weak base. When they are placed together they neutralize each other and produce a product that is unpleasant to taste. How do you determine what is an acid and what is a base? In this lab we will discover how to distinguish between acids and bases. Introduction Two very important classes of compounds are acids and bases. But what exactly makes them different? There are differences in definition, physical differences, and reaction differences. According to the Arrhenius definition, acids ionize in water to + produce a hydronium ion (H3O ), and bases dissociate in water to produce hydroxide ion (OH -). Physical differences can be detected by the senses, including taste and touch. Acids have a sour or tart taste and can produce a stinging sensation to broken skin. For example, if you have ever tasted a lemon, it can often result in a sour face. Bases have a bitter taste and a slippery feel. Soap and many cleaning products are bases. -
Introduction to Corrosion Your Friendly TSC Corrosion Staff
Introduction to Corrosion Your Friendly TSC Corrosion Staff: Daryl Little Ph.D. Materials Science & Engineering [email protected] 303-445-2384 Lee Sears Ph.D. Materials Science & Engineering [email protected] 303-445-2392 Jessica Torrey Ph.D. Materials Science & Engineering [email protected] 303-445-2376 Roger Turcotte, PE, CPS Materials Engineer [email protected] 303-445-2383 What is Corrosion? CORROSION IS DEFINED AS THE DETERIORATION OF A MATERIAL AND/OR ITS PROPERTIES CAUSED BY A REACTION WITH ITS ENVIRONMENT. Why is Corrosion a Major Concern? First and Most Important- Public Safety! • June 28, 1983: Mianus River Bridge, Greenwich, CT (TIME photo archive) • Northbound 3-lane section of I-95 bridge collapsed, killing 3 people • “Pin and Hanger” design was compromised when pin was displaced due to extensive corrosion of load-bearing components, amplified by salt from road maintenance. • Inadequate maintenance procedures were also cited as a contributing factor. • Subsequent to this failure, extensive inspections were conducted on this type of bridge across the country, and design modification were made to prevent catastrophic failures of this kind. First and Most Important- Public Safety! • April 28,1988, Aloha Airlines 737 Accident • 18 feet of cabin skin ripped off, resulting in the death of a flight attendant and many injuries • Attributed to corrosion fatigue Reclamation Case Study- Folsom Dam • Spillway gate No. 3 was damaged beyond repair, but no flooding occurred. • Replacement of No. 3 and repair of other gates cost ~$20 million and required 40% drainage of reservoir • Cause of failure: Increasing corrosion at the trunnion pin-hub interface raised the coefficient of friction and, therefore, the bending stress in the strut and the axial force in the brace exceeded limits. -

Of the Periodic Table
of the Periodic Table teacher notes Give your students a visual introduction to the families of the periodic table! This product includes eight mini- posters, one for each of the element families on the main group of the periodic table: Alkali Metals, Alkaline Earth Metals, Boron/Aluminum Group (Icosagens), Carbon Group (Crystallogens), Nitrogen Group (Pnictogens), Oxygen Group (Chalcogens), Halogens, and Noble Gases. The mini-posters give overview information about the family as well as a visual of where on the periodic table the family is located and a diagram of an atom of that family highlighting the number of valence electrons. Also included is the student packet, which is broken into the eight families and asks for specific information that students will find on the mini-posters. The students are also directed to color each family with a specific color on the blank graphic organizer at the end of their packet and they go to the fantastic interactive table at www.periodictable.com to learn even more about the elements in each family. Furthermore, there is a section for students to conduct their own research on the element of hydrogen, which does not belong to a family. When I use this activity, I print two of each mini-poster in color (pages 8 through 15 of this file), laminate them, and lay them on a big table. I have students work in partners to read about each family, one at a time, and complete that section of the student packet (pages 16 through 21 of this file). When they finish, they bring the mini-poster back to the table for another group to use. -
Chlorine and Hydrogen Chloride
This report contains the collective views of an nternational group of experts and does not xcessarily represent the decisions or the stated 1 icy of the United Nations Environment Pro- '€mme, the International Labour Organisation, or the World Health Organization. Environmental Health Criteria 21 CHLORINE AND HYDROGEN CHLORIDE 'ublished under the joint sponsorship of Ic United Nations Environment Programme. the International Labour Organisation, and the World Health Organization / \r4 ( o 4 UI o 1 o 'T F- World Health Organization kz Geneva, 1982 The International Programme on Chemical Safety (IPCS) is a joint ven- ture of the United Nations Environment Programme. the International Labour Organisation, and the World Health Organization. The main objective of the IPCS is to carry out and disseminate evaluations of the environment. Supporting activities include the development of epidemiological, experi- mental laboratory, and risk assessment methods that could produce interna- tionally comparable results, and the development of manpower in the field of toxicology. Other relevant activities carried out by the IPCS include the development of know-how for coping with chemical accidents, coordination of laboratory testing and epidemiological studies, and promotion of research on the mechanisms of the biological action of chemicals. ISBN 92 4 154081 8 World Health Organization 1982 Publications of the World Health Organization enjoy copyright protec- tion in accordance with the provisions of Protocol 2 of the Universal Copy- right Convention. For rights of reproduction or translation of WHO publica- tions, in part or in loto, application should be made to the Office of Publica- tions, World Health Organization, Geneva. Switzerland. The World Health Organization welcomes such applications. -

The Corrosion of Iron and Its Alloys
UNIVERSITY OF ILLINOIS LIBRARY Class Book Volume ^ M rlO-20M -r - 4 'f . # f- f f > # 4 Tjh- |fe ^ lINlN^ ' ^ ^ ^* 4 if i i if i^M^'M^i^ H II I li H : : \ ; . tNP* i rHt . ; ^ * 41 W 4s T »f 4 ^ -f 4. f -4- * i 4 4 : * 1- 1 4 % 3**:- ->^> A 4- - 4- + * ,,4 * 4" T '* * 4 -f- ± f * * 4- 4 -i * 4 ^ 4* -f + > * * + 1 f * 4 # * .-j* * + * ^ £ - jjR ^^MKlF^ f ^ f- + f v * IT :/^rV :,HH':,* ^ 4 * ^ 4 -f- «f f 4- 4 4 ,,rSK|M| ; * 4 # ; || II I II II f || .- -fr 4* , «g* 4 I. ^ vmiM 4- THE CORROSION OF IRON AND ITS ALLOYS BY RUSSELL SAMUEL HOWARD THESIS FOR THE DEGREE OF BACHELOR OF SCIENCE IN CHEMISTRY IN THE COLLEGE OF SCIENCE OF THE UNIVERSITY OF ILLINOIS Presented June, 1910 UNIVERSITY OF ILLINOIS June 1 1910 THIS IS TO CERTIFY THAT THE THESIS PREPARED UNDER MY SUPERVISION BY Russel Samuel Howard ENTITLED The Corrosion of Iron and It s Alloys IS APPROVED BY ME AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE DEGREE OF Bachelor of Scienc e In Chemistry Instructor in Charge Approved: HEAD OF DEPARTMENT OF 167529 Digitized by the Internet Archive in 2013 ^ttp://archive.org/details/corrosionofironiOOhowa CORROSION OF IRON AND ITS ALLOYS. In nature everything is subject to deterioration, varying from those substances decomposed by light to those only decomposed by the strong- est agents. The deterioration of metals as effected by alloying is the sub- ject of this paper and perhaps .no subject is of more vital importance to the builder and interest to the chemist than this one of corrosion. -

INFLUENCE of Ph on the LOCALIZED CORROSION of IRON
BNL 39687 MIT/BNL-86-6 INFORMAL REPORT INFLUENCE OF pH ON THE LOCALIZED CORROSION OF IRON MIT/BNL-86-6 BNL—39687 DE87 010452 R. Webley and R. Henry Consultants: H. Isaacs and G. Cragnolino June 1986 BROOKHAVEN STATION SCHOOL OF CHEMICAL ENGINEERING PRACTICE MASSACHUSETTS INSTITUTE OF TECHNOLOGY R.O. SPROULL. DIRECTOR F.J. HRACH, ASSISTANT DIRECTOR DEPARTMENT OF APPLIED SCIENCE BROOKHAVEN NATIONAL LABORATORY ASSOCIATED UNIVERSITIES. INC. UPTON, LONG ISLAND, NEW YORK 11973 UNDER CONTRACT NO. DE-AC02-76CH00016 WITH THE UNITED STATES DEPARTMENT OF ENERGY MASTER DISTRIBUTION OF TMiS DOCUMENT IS UNLIMITED DISCLAIMER This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, nor any of their contractors, subcontrac- tors, or their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or use- fulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency, contractor or subcontractor thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency, contractor or subcontractor thereof. ABSTRACT The influence of pH on the pitting corrosion of iron in chloride and sul- fate solutions was determined using two artificial pit apparatuses to obtain the pH near the surface of the pit bottom. -

140. Sulphuric, Hydrochloric, Nitric and Phosphoric Acids
nr 2009;43(7) The Nordic Expert Group for Criteria Documentation of Health Risks from Chemicals 140. Sulphuric, hydrochloric, nitric and phosphoric acids Marianne van der Hagen Jill Järnberg arbete och hälsa | vetenskaplig skriftserie isbn 978-91-85971-14-5 issn 0346-7821 Arbete och Hälsa Arbete och Hälsa (Work and Health) is a scientific report series published by Occupational and Enviromental Medicine at Sahlgrenska Academy, University of Gothenburg. The series publishes scientific original work, review articles, criteria documents and dissertations. All articles are peer-reviewed. Arbete och Hälsa has a broad target group and welcomes articles in different areas. Instructions and templates for manuscript editing are available at http://www.amm.se/aoh Summaries in Swedish and English as well as the complete original texts from 1997 are also available online. Arbete och Hälsa Editorial Board: Editor-in-chief: Kjell Torén Tor Aasen, Bergen Kristina Alexanderson, Stockholm Co-editors: Maria Albin, Ewa Wigaeus Berit Bakke, Oslo Tornqvist, Marianne Törner, Wijnand Lars Barregård, Göteborg Eduard, Lotta Dellve och Roger Persson Jens Peter Bonde, Köpenhamn Managing editor: Cina Holmer Jörgen Eklund, Linköping Mats Eklöf, Göteborg © University of Gothenburg & authors 2009 Mats Hagberg, Göteborg Kari Heldal, Oslo Arbete och Hälsa, University of Gothenburg Kristina Jakobsson, Lund SE 405 30 Gothenburg, Sweden Malin Josephson, Uppsala Bengt Järvholm, Umeå ISBN 978-91-85971-14-5 Anette Kærgaard, Herning ISSN 0346–7821 Ann Kryger, Köpenhamn http://www.amm.se/aoh -

Hydrochloric Acid Handbook
Hydrochloric Acid Handbook OxyChem ® OxyChem is a registered trademark of Occidental Chemical Corp. 08/2018 Dallas-based Occidental Chemical Corporation is a leading North American manufacturer of basic chemicals, vinyls and performance chemicals directly and through various affiliates (collectively, OxyChem). OxyChem is also North America's largest producer of sodium chlorite. As a Responsible Care® company, OxyChem's global commitment to safety and the environment goes well beyond compliance. OxyChem's Health, Environment and Safety philosophy is a positive motivational force for our employees, and helps create a strong culture for protecting human health and the environment. Our risk management programs and methods have been, and continue to be, recognized as some of the industry's best. OxyChem offers an effective combination of industry expertise, experience, on line business tools, quality products and exceptional customer service. As a member of the Occidental Petroleum Corporation family, OxyChem represents a rich history of experience, top-notch business acumen, and sound, ethical business practices. Table of Contents Page INTRODUCTION TO HYDROCHLORIC ACID .................................................................................... 4 MANUFACTURING ........................................................................................................................... 4 HYDROCHLORIC ACID — USES ........................................................................................................ 5 SPECIFICATIONS AND -

Method for Removing Impurities from Anhydrous Hydrogen Chloride
Europaisches Patentamt 0 380 014 J European Patent Office (iO Publication number: A1 Office europeen des brevets EUROPEAN PATENT APPLICATION © Application number: 90101184.1 (?) int.ci.5:C01B 7/07 @ Date of filing: 22.01.90 © Priority: 27.01.89 US 303513 © Applicant: THE DOW CHEMICAL COMPANY P.O. Box 1967 © Date of publication of application: Midland, Michigan 48641 -1967(US) 01.08.90 Bulletin 90/31 © Inventor: Repman, Josef F. © Designated Contracting States: 31 Wagon Lane Loop BE DE ES FR GB IT NL Angelton, Texas 7751 5(US) Inventor: Morris, Thomas E. 324 Linden Lane Lake Jackson, Texas 77566(US) Inventor: Hill, Thomas F. 128 Lily Lake Jackson, Texas 77566(US) Representative: Sternagel, Hans-Gunther, Dr. etal Patentanwalte Dr. Michael Hann Dr. H.-G. Sternagel Sander Aue 30 D-5060 Bergisch Gladbach 2(DE) © Method for removing impurities from anhydrous hydrogen chloride. © A method to purify impure gaseous hydrogen chloride containing unsaturated chlorinated hydrocarbons in an amount less than that necessary to inhibit purification comprising exposing the impure hydrogen chloride to an ultraviolet light source in the presence of gaseous chlorine for a sufficient time for the gaseous chlorine to react with organic impurities in the hydrogen chloride to form heavier organic compounds and thereafter separating the heavier compounds from the hydrogen chloride. < O 00 CO a. LU Xerox Copy Centre EP 0 380 014 A1 METHOD FOR REMOVING IMPURITIES FROM ANHYDROUS HYDROGEN CHLORIDE This invention pertains to hydrogen chloride and more in particular to a method to remove impurities from anhydrous hydrogen chloride. Hydrogen chloride is produced as a byproduct in many chemical processes.