Brine Recycling from Industrial Textile Wastewater Treated by Ozone
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Ion Exchange and Disposal Issues Associated with the Brine Waste Stream
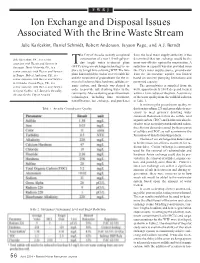
FWRJ Ion Exchange and Disposal Issues Associated With the Brine Waste Stream Julie Karleskint, Daniel Schmidt, Robert Anderson, Jayson Page, and A.J. Berndt he City of Arcadia recently completed from the local water supply authority, it was Julie Karleskint, P.E., is a senior construction of a new 1.5-mil-gal-per- determined that ion exchange would be the associate with Hazen and Sawyer in Tday (mgd) water treatment plant most cost-effective option for construction. A Sarasota. Daniel Schmidt, P.E., is a (WTP) using ion exchange technology to re- reduction in capacity was also provided since senior associate with Hazen and Sawyer place its 3-mgd lime softening WTP. The lime the City’s water supply source, groundwater in Tampa. Robert Anderson, P.E., is a plant had reached the end of its serviceable life from the intermediate aquifer, was limited senior associate with Hazen and Sawyer and the treatment of groundwater for the re- based on current pumping limitations and in Orlando. Jayson Page, P.E., is a moval of radionuclides, hardness, sulfides, or- permitted capacity. senior associate with Hazen and Sawyer ganic carbon, and fluoride was desired in The groundwater is supplied from six order to provide safe drinking water to the wells, approximately 350 ft deep and located in Coral Gables. A.J. Berndt is the utility community. After evaluating several treatment within a 1-mi radius of the plant. A summary director for the City of Arcadia. technologies, including lime treatment, of the water quality from the wellfield is shown nanofiltration, ion exchange, and purchases in Table 1. -
Leachate Generated by an Oil - and - Gas
ISSN: 0078-1576 ~ ~ o ~ ~ o ::r: f a:: o z z Leachate Generated by an Oil - and - Gas UJ ~ Brine Pond Site in North Dakota (/) 0.. zl" 0.0o· by LLJz ~~ Edwa rd C. Mu rphy a:: "1: Alan E. Kehew !Xl Cll (/) Gerald H. Groenewold (/)111 William A. Beal ~:J <':>0 I CIl QC: z~ «CIl I 0 -Jill O::e z> «~ >-; !Xl(/) Q UJ~ ~" «~ a::w2 Zt:) LLJ <.:>~ UJ~ ~/11 «0 ::r: U L.... f«L. LLJO -Jz III L. ell ..c MISCELLANEOUS SERIES 71 +'"o NORTH DAKOTAGEOLOGICALSURVEY 1J Sidney B. Anderson, c Acting State Geologist /11 1988 Reprinted from the January-February 1988, Volume 26, Number 1 issue of Ground Water Leachate Generated by an Oil-and-Gas Brine Pond Site in North Dakota by Edward C. Murphya, Alan E. Kehewb, Gerald H. Groenewoldc , and William A. Beal d ABSTRACT INTRODUCTION Two unlined ponds were used for holding and Brines typically are produced along with evaporation of brines produced with oil and gas at a well crude oil at oil-well sites. These brines are recog site in north-centra! North Dakota. The brine-evaporation nized as the major source of potential environ ponds were in use from 1959 up to the late 1970s when mental contamination associated with oil produc they were backfilled and leveled. Continued salt-water migration at this site since closure has decreased crop yields tion (Knox and Canter, 1980). The issue of how to in surrounding fields and has killed trees in a shelterbel t properly dispose of oil-field brines has been con within an area of approximately 10 acres. -

Appendix A: Distillation and Reverse Osmosis Brine NOD, Phase I
This document is part of Appendix A and includes Distillation and Reverse Osmosis Brine: Nature of Discharge for the “Phase I Final Rule and Technical Development Document of Uniform National Discharge Standards (UNDS),” published in April 1999. The reference number is EPA-842-R-99-001. Phase I Final Rule and Technical Development Document of Uniform National Discharge Standards (UNDS) Distillation and Reverse Osmosis Brine: Nature of Discharge April 1999 NATURE OF DISCHARGE REPORT Distillation and Reverse Osmosis Brine 1.0 INTRODUCTION The National Defense Authorization Act of 1996 amended Section 312 of the Federal Water Pollution Control Act (also known as the Clean Water Act (CWA)) to require that the Secretary of Defense and the Administrator of the Environmental Protection Agency (EPA) develop uniform national discharge standards (UNDS) for vessels of the Armed Forces for “...discharges, other than sewage, incidental to normal operation of a vessel of the Armed Forces, ...” [Section 312(n)(1)]. UNDS is being developed in three phases. The first phase (which this report supports), will determine which discharges will be required to be controlled by marine pollution control devices (MPCDs)—either equipment or management practices. The second phase will develop MPCD performance standards. The final phase will determine the design, construction, installation, and use of MPCDs. A nature of discharge (NOD) report has been prepared for each of the discharges that has been identified as a candidate for regulation under UNDS. The NOD reports were developed based on information obtained from the technical community within the Navy and other branches of the Armed Forces with vessels potentially subject to UNDS, from information available in existing technical reports and documentation, and, when required, from data obtained from discharge samples that were collected under the UNDS program. -

Treatment of Concentrate
Desalination and Water Purification Research and Development Program Report No. 155 Treatment of Concentrate U.S. Department of the Interior Bureau of Reclamation May 2009 REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing this collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden to Department of Defense, Washington Headquarters Services, Directorate for Information Operations and Reports (0704-0188), 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to any penalty for failing to comply with a collection of information if it does not display a currently valid OMB control number. PLEASE DO NOT RETURN YOUR FORM TO THE ABOVE ADDRESS. T T T T T 1.T REPORT DATE (DD-MM-YYYY) 2. REPORT TYPE 3. DATES COVERED (From - To) March 9, 2008 Final 2002–2008 4.T TITLE AND SUBTITLE 5a. CONTRACT NUMBER Treatment of Concentrate Agreement 04-FC-81-1050 5b. GRANT NUMBER 5c. PROGRAM ELEMENT NUMBER 6. AUTHOR(S) 5d. PROJECT NUMBER Mike Mickley, P.E., Ph.D. 5e. TASK NUMBER Task F 5f. WORK UNIT NUMBER 7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) 8. PERFORMING ORGANIZATION REPORT Mickley & Associates NUMBER 752 Gapter Road Boulder CO 80303 9. -

Ph Measurements in Salt Solutions Using Differential Technique
pH Measurements in Salt Solutions Using Differential Technique Industry: Brine Soultions Product: PH450, PH202, SC24V, SM23-AN4, SM23-AN6 3. High Currents Application and Associated pH Chlorinated Brine is measured often close to the electrolysis Problems Cells, where very high currents are present. These currents will easily cause Ground Loop Currents in the pH sensor circuit, which again shortens the lifetime. pH measurement in brine solutions (for example NaCl solutions as found in electrolysis processes or cheese manufacturing) are difficult and inaccuracy and short sensor Alternative Solutions life are the key problems in these applications. These troubles are caused by: Evidently the problems are not related to the pH measuring cell, but almost exclusively to the reference cell. 1. Potential difference Therefore the solution of the problem must be sought in The brine ions tend to create large diffusion potentials in the alternative ways of generating a reference voltage, that is reference junction. The equivalent conductance of a stable over time and is independent on the pH value. Potassium ion (K+) and a Chloride ion (Cl-) are almost the same: ( 75 Scm2equiv-1). That is why KCl is used normally We have found that an excellent solution is to use a for electrolyte solution in reference cells. The equivalent Yokogawa SM23 - AN4/AN6 type of pNa electrode and conductance of Sodium ion is much less with 50 and of the connect this to the high impedance reference input of the pH Hydronium ion is much higher with 200! Diffusion of these converter or transmitter (terminal 13 and shield to terminal solutions ( Brine and Muratic acid) into the junction causes 17) or the SC24 VP 4-in-1 pNa electrode. -

Ion Exchange Brine Treatment: Closing the Loop of Nacl Use and Reducing Disposal Towards a Zero Liquid Discharge
Ion exchange brine treatment: closing the loop of NaCl use and reducing disposal towards a zero liquid discharge. E.Vaudevire, E.Koreman PWN Technologies, Dijkweg 1, 1619 HA, ANDIJK (Netherlands) E-mail: [email protected] +31 6 23 41 2923 Abstract Minimizing the volume of waste streams for disposal and avoiding regulatory and environmental issues while recovering the maximum amount of by products is the main purpose of brine treatment. At PWN (Water Supply Company North Holland), where a full scale ion exchange pretreatment plant for drinking water is being built with a capacity of 4000m3/h, brine treatment options are considered to handle the very saline and NOM rich regenerant solution arising from the process. The two equally important challenges are to reduce volume of waste to be transported to the North Sea and to recover NaCl in a pure form to be reused for regeneration of ion exchange resin. In this regard the implementation of nanofiltration aiming at ion separation (monovalent/bivalent) investigated on a pilot scale has proved a good retention of DOC (87%) and sulphate (85%) while allowing sodium and chloride ions passage of respectively 80% and 100%. The ambition is to recover 80% of the ion exchange regenerant brine under a NaCl solution for reuse while the remaining concentrate would be further concentrated 10 times through Dynamic Vapour Recompression: an energy efficient evaporation technic with as a unique benefit its ability to process very high TDS solutions. Keywords Brine treatment, nanofiltration, evaporation, controlled precipitation, NaCl reuse, dynamic vapor recompression Introduction The various applications of ion exchange processes in water treatment: softening, deionization or color and DOC removal lead to the production of saline brines that usually varies between 1,5 and 7% of the total amount of water treated [14]. -

Cheese Brining Instructions
BRINING DIRECTIONS Brining cheese is the process of floating a cheese in salt water for a period of time to flavor and preserve the cheese. The process is very simple, but to make the brine recipe, you will want to have a Specific Gravity Hydrometer or a Baumè Hydrometer and a Test Jar and pH papers or a pH meter. Ingredients for Light Brine (See table below for making other brine recipes.) 1 gallon Water 14 oz. Kosher or Coarse Salt (See table below for making other brine recipes.) 2 cups Whey collected from making any mild cheese, ripened for 24 hours 10 ml. Calcium Chloride Equipment 2 -4 quart Saucepan Hydrometer Test Jar pH Papers Range 4-5 Plastic or Glass Container large enough to hold the brine and the cheese. Plastic wrap or a lid for this container Method 1. Mix a quart of water in a saucepan and add the salt. Mix and heat until all the salt is dissolved. Note: for strong brine solutions, you may need to add all the water. Add the salt water to the remaining water in a container large enough to hold the brine and the cheese. 2. Allow to cool to room temperature. 3. Add enough ripened Whey to lower the pH to below 5, preferably 4.7. 4. Refrigerate and use for brining in your recipe. Will keep for months. 5. Follow your recipe directions for using the brine. Sometimes you only hold the cheese in the brine overnight, other recipes have you store the cheese in the brine. -

Zylon™ Backwash Filtration System
Zylon™ Backwash Filtration System One-Step Brine Polishing Without Pre-Coat Zylon™ Backwash Filtration System One-Step Polishing without At the heart of the Zylon System is the The Zylon System combines the latest Pre-Coat ultra-high-efficiency GORE* Filter Sock. filtration materials and hardware Pall’s Zylon™ Backwash Filtration Pioneered by W. L. Gore & Associates technologies to help ensure long-term System is the most cost-effective more than 25 years ago, this expanded performance and trouble-free system for one-step brine polishing polytetrafluoroethylene (PTFE) media operation. You’ll benefit from Pall’s without pre-coat available today. You has been successfully used in industry leadership in filtration, can replace costly clarifiers, sand thousands of applications. It offers separation, and purification, as well as filters, and pre-coat systems while still excellent filtration to the sub-micron Gore’s 40 years of experience in producing crystal clear brine with our level and is exceptionally easy to clean. expanded PTFE membrane technology. proven solution (See Figures 1 and 2). The result is the most efficient brine clarification system available today. Figure 1: Conventional Brine Treatment A conventional NaCl or KCl brine treatment process is complicated. Brine is processed through as many as six steps before it is ready for the electrolyzer. Using clarifiers, sand filters and a pre-coat systems increase capital and maintenance costs. Figure 2: Pall Zylon System for Brine Treatment The Zylon System delivers high purity brine to your downstream process while it eliminates the need for clarifiers, sand filters, and pre-coat systems. The result is potential capital savings of approximately $3 million. -
The Filtration of Bacon Brine
D 22 The filtration of bacon brine E. J. DYETT T.Wall & Sons (Meat & Handy Foods) Ltd. England INTRODUCTION . In 1961 a system of converting pork slices to bacon by a process of immer- !l°n lnto brine containing salt and nitrite was outlined by Barrett, Galbraith, ^°lmes, Davies and Herschdoerfer at the 7th European Meeting of Meat ^ a r c h Workers at Warsaw. (1). The slice cure process used by my Company sat baC0n Production employs a relatively weak brine (approximately 2/3 Ura-ted) and organisms that can eventually spoil bacon will survive, if ihe aCtually nnritipiy, in it. As more and more pork rashers are passed through lank, contamination of the brine with these organisms increases. If r°Unts ° n 6 0//° Salt agar are made ° n Slice CUre brine’ the values steadily ^ Se as production proceeds so that counts of about 100,000 per ml are often a ched by the end of a day. Lactobacilli and various Gram positive cocci teS°Clated with bacon spoilage account for most of the colonies found in such afS fS F °r this reason the brine used for the slice cure process was discarded be end of a days production. to The total COst ° f materials for making slice cure bacon brine in two fac- }nries Was about £ 15,000 per annum. The object was to salvage this brine as cheap a manner as possible. Possible Methods of Brine Salvage s°hb 6 problem was to destr°y or remove spoilage bacteria and leave the lesa le materials unaltered. -

Ion Exchange for Dummies
Rohm and Haas Ion Exchange ION EXCHANGE FOR DUMMIES An introduction Water Water is a liquid. Water is made of water molecules (formula H2O). All natural waters contain some foreign substances, usually in small amounts. The water in the river, in a well or from your tap at home is not just H2O, it contains a little of: • Solid, insoluble substances, such as sand or vegetal debris. You can in principle filter these solid substances out. • Soluble substances, that you most often cannot see and that cannot be filtered out. These substances can be inorganic or organic, they can be ionised (electrically charged) or not. The soluble, non-ionised substances are present in the water in form of molecules of various sizes and formulas, for instance: • Carbon dioxide is a small molecule with a simple formula: CO2. • Sugar is a larger molecule with a complicated formula abbreviated as C12H22O11. You may want to remove these foreign substances from the water. You can remove the ionised substances by ion exchange. Ions The soluble, ionised substances are present in water as ions, which are electrically charged atoms or molecules. The positively charged ions are called cations, and the negatively charged ions are called anions. Because water is globally neutral electrically (otherwise you would get an electric shock when you put your hand in water) the number of positive charges is identical to the number of negative charges. Ions can have one charge or more, the most usual range being 1 to 3. Ions can be made of one atom only, or several atoms linked permanently together, like molecules. -

Liquid Filtration for Chlor- Alkali Plants
Liquid Filtration for Chlor- Alkali Plants November 17, 2016 Dwight Davis W.L. Gore & Associates Inc. W. L. Gore & Associates What are the 3 most important parameters in operating a chlor-alkali plant? W. L. Gore & Associates 1. Brine Quality W. L. Gore & Associates 1. Brine Quality 2. Brine Quality W. L. Gore & Associates 1. Brine Quality 2. Brine Quality 3. Brine Quality W. L. Gore & Associates Agenda • Overall brine treatment process and how it fits into chlor-alkali plant • Salt impurities dissolved into brine • Precipitation to remove impurities • Removal of precipitants by filtration • Benefits • Experience W. L. Gore & Associates Typical Block-Flow Diagram for Membrane Process with Conventional Brine Treatment and Filtration W. L. Gore & Associates Salt impurities dissolved into brine 1. CaSO4 = Blue, Ca precipitated as CaCO3 (1 ppm to over 6,000 ppm) 2. MgSO4 and MgCl = Light Green, Mg precipitated as Mg(OH)2 (1 ppm to over 600 ppm) 3. Silicates = Dark Green Analysis membrane = Red (Nylon) Also important at other customer sites: 4. Fe(OH)3 5. Al(OH)3 Brine sample filtered over an analysis membrane. 6. BaSO4 Surface analysis using a combination of Scanning 7. HgS (amalgam process) Electronic Microscopy and X-ray Fluorescence 8. Strontium 9. Nickel W. L.Spectroscopy Gore & Associates 10. Organics Dissolved salt impurities in brine reduced to: Maximum impurity levels in feed to electrolyzers Membrane cell room Diaphragm cell room sodium chloride 290-305 g/l 320 g/l calcium and magnesium 20 ppb 5 ppm sodium sulfate 7 ppm 5 ppm silicon dioxide 5 ppm 0.5 ppm aluminum 50 ppb 0.5 ppm iron 0.5 ppm 0,3 ppm mercury 0.01 ppm 1 ppm heavy metals 0.05 ppm 0.05 ppm flouride 1 ppm 1 ppm iodine 0.4 ppm strontium 0.5 ppm barium 0.4 ppm TOC 1 ppm 1 ppm pH 2.0 - 11.0 2.5-3.5 W. -

Understanding Your Options for Brine Management
Understanding Your Options for Brine Management: Treatment Technologies and Application in Design Chapter Meeting 9 October 2018 Presented by: Alan Bracewell Kennedy/Jenks Consultants Staff Engineer Overview of Today’s Presentation 1. Reasons for Managing Brine 2. Advanced Water Treatment Train 3. Brine Treatment Technologies 1. Recovery Rates 2. Pros/Cons 3. Example Facilities 4. Evaluation of Brine Minimization Technologies 1. Non-Cost Factors 2. Cost Factors 5. Take-Aways Reasons for Managing Brine • Maximize existing water supply ▪ As population increases, water quality and availability decreases ▪ Do more with less • Applicable to multiple source waters ▪ Wastewater effluent ▪ Ground water ▪ Brackish water ▪ Ocean desalination Advanced Water Treatment Train Secondary or Tertiary Effluent Stabilization Purified Water Equalization MF/UF RO AOP Potable Reuse Sewer Ozone System (optional) Advanced Water Treatment Train Secondary or Tertiary Effluent Stabilization Purified Water Equalization MF/UF RO AOP Potable Reuse Sewer Ozone System (optional) Brine Minimization Technologies 1. Two–Stage Reverse Osmosis (No Minimization) 2. Multi-Stage Concentrator 3. Closed Circuit Reverse Osmosis 4. Electrodialysis Reversal Brine Minimization Technologies 1. Two-Stage Reverse Osmosis (No Minimization) 2. Multi-Stage Concentrator 3. Closed Circuit Reverse Osmosis 4. Electrodialysis Reversal • Brine Concentrators • Forward Osmosis • High-Efficiency Reverse Osmosis (HERO) • Capacitive Deionization • Vibratory Shear-Enhanced Processing Brine Minimization