Ion Exchange Brine Treatment: Closing the Loop of Nacl Use and Reducing Disposal Towards a Zero Liquid Discharge
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Making Decisions About Water and Wastewater for Aqueous Operation
Making Decisions about Water and Wastewater for Aqueous Operation John F. Russo Chapter 2.17 Handbook for Critical Cleaning Editor-in-Chief Barbara Kanegsberg Reprinted with permission from CRC Press www.crcpress.com INTRODUCTION..................................................................................................................................3 TYPICAL CLEANING SYSTEM............................................................................................................3 OPERATIONAL SITUATIONS OF TYPICAL USER ...............................................................................4 Determining the Water Purity Requirements .........................................................................................4 Undissolved Contaminants............................................................................................................4 Dissolved Contaminants...............................................................................................................4 Undissolved and Dissolved Contaminants........................................................................................5 Other Conditions...........................................................................................................................5 Determining the Wastewater Volume Produced .....................................................................................6 Source Water Trea tment .....................................................................................................................6 No -
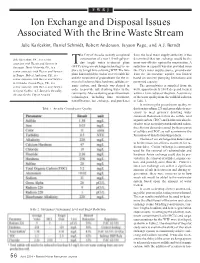
Ion Exchange and Disposal Issues Associated with the Brine Waste Stream
FWRJ Ion Exchange and Disposal Issues Associated With the Brine Waste Stream Julie Karleskint, Daniel Schmidt, Robert Anderson, Jayson Page, and A.J. Berndt he City of Arcadia recently completed from the local water supply authority, it was Julie Karleskint, P.E., is a senior construction of a new 1.5-mil-gal-per- determined that ion exchange would be the associate with Hazen and Sawyer in Tday (mgd) water treatment plant most cost-effective option for construction. A Sarasota. Daniel Schmidt, P.E., is a (WTP) using ion exchange technology to re- reduction in capacity was also provided since senior associate with Hazen and Sawyer place its 3-mgd lime softening WTP. The lime the City’s water supply source, groundwater in Tampa. Robert Anderson, P.E., is a plant had reached the end of its serviceable life from the intermediate aquifer, was limited senior associate with Hazen and Sawyer and the treatment of groundwater for the re- based on current pumping limitations and in Orlando. Jayson Page, P.E., is a moval of radionuclides, hardness, sulfides, or- permitted capacity. senior associate with Hazen and Sawyer ganic carbon, and fluoride was desired in The groundwater is supplied from six order to provide safe drinking water to the wells, approximately 350 ft deep and located in Coral Gables. A.J. Berndt is the utility community. After evaluating several treatment within a 1-mi radius of the plant. A summary director for the City of Arcadia. technologies, including lime treatment, of the water quality from the wellfield is shown nanofiltration, ion exchange, and purchases in Table 1. -

Review of the Ion Exchange Filtration Process and Materials Used August 4, 2020
National Organic Standards Board Handli ng Subcommittee Proposal Review of the Ion Exchange Filtration Process and Materials Used August 4, 2020 Background: In an August 27, 2019, memo the National Organic Program requested the NOSB provide recommendations related to the process of ion exchange filtration in the handling of organic products. It has become clear that there is inconsistency between certifiers in how they approve or disapprove this type of process. Some certifiers require only the solutions that are used to recharge the ion exchange membranes be on the National List at § 205.605. Others require that all materials, including ion exchange membranes and resins be on the National List. The National Organic Program provided clarification to certifying agents in an email sent on May 7, 2019, that nonagricultural substances used in the ion-exchange process must be present on the National List. This would include, but is not limited to, resins, membranes and recharge materials. Originally, the NOP asked all operations to come into compliance with the statement above by May 1, 2020. However, in response to requests for clarification of NOP’s rationale, as well as requests to extend the timeline for implementation, the NOP delayed the implementation date in order to gather more information and requested that NOSB review the issue. Manufacturers and certifiers who wish to continue allowance of the ion exchange process disagree with some of the findings of the NOP on this complex issue. The different opinions of the need for resins, recharge materials and membranes to be present on the National List, as well as how they interact with each other and the liquid run through the process, is complicated and the NOP therefore asked the NOSB to take on this issue. -
Leachate Generated by an Oil - and - Gas
ISSN: 0078-1576 ~ ~ o ~ ~ o ::r: f a:: o z z Leachate Generated by an Oil - and - Gas UJ ~ Brine Pond Site in North Dakota (/) 0.. zl" 0.0o· by LLJz ~~ Edwa rd C. Mu rphy a:: "1: Alan E. Kehew !Xl Cll (/) Gerald H. Groenewold (/)111 William A. Beal ~:J <':>0 I CIl QC: z~ «CIl I 0 -Jill O::e z> «~ >-; !Xl(/) Q UJ~ ~" «~ a::w2 Zt:) LLJ <.:>~ UJ~ ~/11 «0 ::r: U L.... f«L. LLJO -Jz III L. ell ..c MISCELLANEOUS SERIES 71 +'"o NORTH DAKOTAGEOLOGICALSURVEY 1J Sidney B. Anderson, c Acting State Geologist /11 1988 Reprinted from the January-February 1988, Volume 26, Number 1 issue of Ground Water Leachate Generated by an Oil-and-Gas Brine Pond Site in North Dakota by Edward C. Murphya, Alan E. Kehewb, Gerald H. Groenewoldc , and William A. Beal d ABSTRACT INTRODUCTION Two unlined ponds were used for holding and Brines typically are produced along with evaporation of brines produced with oil and gas at a well crude oil at oil-well sites. These brines are recog site in north-centra! North Dakota. The brine-evaporation nized as the major source of potential environ ponds were in use from 1959 up to the late 1970s when mental contamination associated with oil produc they were backfilled and leveled. Continued salt-water migration at this site since closure has decreased crop yields tion (Knox and Canter, 1980). The issue of how to in surrounding fields and has killed trees in a shelterbel t properly dispose of oil-field brines has been con within an area of approximately 10 acres. -
Reverse Osmosis As a Pretreatment of Ion Exchange Equipment at PSE
Copyright Warning & Restrictions The copyright law of the United States (Title 17, United States Code) governs the making of photocopies or other reproductions of copyrighted material. Under certain conditions specified in the law, libraries and archives are authorized to furnish a photocopy or other reproduction. One of these specified conditions is that the photocopy or reproduction is not to be “used for any purpose other than private study, scholarship, or research.” If a, user makes a request for, or later uses, a photocopy or reproduction for purposes in excess of “fair use” that user may be liable for copyright infringement, This institution reserves the right to refuse to accept a copying order if, in its judgment, fulfillment of the order would involve violation of copyright law. Please Note: The author retains the copyright while the New Jersey Institute of Technology reserves the right to distribute this thesis or dissertation Printing note: If you do not wish to print this page, then select “Pages from: first page # to: last page #” on the print dialog screen The Van Houten library has removed some of the personal information and all signatures from the approval page and biographical sketches of theses and dissertations in order to protect the identity of NJIT graduates and faculty. ABSTRACT REVERSE OSMOSIS AS A PRETREATMENT FOR ION EXCHANGE AT PSE&G'S HUDSON GENERATING STATION by Steven Leon Public Service Electric and Gas Company's Hudson Generating Station has historically had problems providing sufficient high quality water for its two once through, supercritical design boilers. The station requires over 60 million gallons annually to compensate for system losses. -

Appendix A: Distillation and Reverse Osmosis Brine NOD, Phase I
This document is part of Appendix A and includes Distillation and Reverse Osmosis Brine: Nature of Discharge for the “Phase I Final Rule and Technical Development Document of Uniform National Discharge Standards (UNDS),” published in April 1999. The reference number is EPA-842-R-99-001. Phase I Final Rule and Technical Development Document of Uniform National Discharge Standards (UNDS) Distillation and Reverse Osmosis Brine: Nature of Discharge April 1999 NATURE OF DISCHARGE REPORT Distillation and Reverse Osmosis Brine 1.0 INTRODUCTION The National Defense Authorization Act of 1996 amended Section 312 of the Federal Water Pollution Control Act (also known as the Clean Water Act (CWA)) to require that the Secretary of Defense and the Administrator of the Environmental Protection Agency (EPA) develop uniform national discharge standards (UNDS) for vessels of the Armed Forces for “...discharges, other than sewage, incidental to normal operation of a vessel of the Armed Forces, ...” [Section 312(n)(1)]. UNDS is being developed in three phases. The first phase (which this report supports), will determine which discharges will be required to be controlled by marine pollution control devices (MPCDs)—either equipment or management practices. The second phase will develop MPCD performance standards. The final phase will determine the design, construction, installation, and use of MPCDs. A nature of discharge (NOD) report has been prepared for each of the discharges that has been identified as a candidate for regulation under UNDS. The NOD reports were developed based on information obtained from the technical community within the Navy and other branches of the Armed Forces with vessels potentially subject to UNDS, from information available in existing technical reports and documentation, and, when required, from data obtained from discharge samples that were collected under the UNDS program. -

Wastewater Ion Exchange Services
WASTEWATER ION EXCHANGE SERVICES Evoqua owns and operates a fully permitted RCRA facility with the technical expertise Evoqua Water Technologies Wastewater Ion Exchange (WWIX) services and and equipment necessary to safely manage equipment help customers meet their wastewater handling challenges. Evoqua regeneration of the spent resins while provides system design, installation, and custom services that treat wastewater remaining environmentally compliant. contaminated with heavy metals. Zinc, copper, nickel and chromium are just a Where practical, the media/resin is recycled few examples of the metals that can be removed to low part per billion levels. Our for future use. We can accept both non- wastewater treatment systems are designed to meet your discharge requirements, hazardous and hazardous waste. achieve the water quality level needed for reuse and recycling and minimize the liability associated with on-site storage and handling of chemicals and wastes. Typical Applications Markets Every Application has Unique Requirements • Metal finishing, electroplating and Each application is examined to determine the system configuration that best coating meets current and future needs. The system components are selected based upon • Parts washing available manpower, space limitations, access limitation and the specific reuse or • Aerospace discharge quality required. If needs change, our wastewater treatment systems are • Anodizing flexible – we can simply change the media types and/or tank size saving our clients • Circuit board assembly and significant capital expense. manufacturing What is WWIX Service? • Microelectronics • EDM Ion exchange (IX) is a proven and cost-effective technology for removing inorganic • General manufacturing contaminants. Evoqua‘s WWIX service utilizes ion exchange resins and other • Groundwater remediation media selected to remove specific ionic contaminants from groundwater, industrial • Magnetic/digital media production wastewater, and process water for recycle. -

Ion Exchange Chromatography
TECH TIP #62 Ion exchange chromatography TR0062.0 Ion exchange chromatography is a process for separating proteins and other molecules in a solution based on differences in net charge. Negatively charged molecules bind to positively charged solid supports and positively charged molecules bind to negatively charged supports. To ensure that a protein has a particular net charge, dissolve it in a buffer that is either above or below its isoelectric point (pI). For example, a protein with a pI of 5 will have a net negative charge if it is in a buffer at pH 7. In this case, the protein could bind to a positively charged solid support like diethylaminoethanol (DEAE) or Pierce® Strong Anion Exchange Columns (see the Related Products Section). Conversely, a protein with a pI of 7 will have a positive charge in a buffer at pH 5 and can bind to a negatively charged solid support such as the Pierce Strong Cation Exchange Columns. Whether using a cation or anion column, sodium chloride can elute the bound protein. In an anion application, the counter ion is chloride because the chloride anion is exchanged for the target, which is then released. In a cation application, the counter ion is sodium because the sodium cation is exchanged for the target. The strength of the electrostatic interaction between a target and a solid support is a function of the difference in the target pI and the buffer that contains the target. Therefore, a protein with a pI of 5 will bind more tightly to the anion exchange column if the protein is in a buffer at pH 8 rather than at pH 7. -

Treatment of Concentrate
Desalination and Water Purification Research and Development Program Report No. 155 Treatment of Concentrate U.S. Department of the Interior Bureau of Reclamation May 2009 REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing this collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden to Department of Defense, Washington Headquarters Services, Directorate for Information Operations and Reports (0704-0188), 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to any penalty for failing to comply with a collection of information if it does not display a currently valid OMB control number. PLEASE DO NOT RETURN YOUR FORM TO THE ABOVE ADDRESS. T T T T T 1.T REPORT DATE (DD-MM-YYYY) 2. REPORT TYPE 3. DATES COVERED (From - To) March 9, 2008 Final 2002–2008 4.T TITLE AND SUBTITLE 5a. CONTRACT NUMBER Treatment of Concentrate Agreement 04-FC-81-1050 5b. GRANT NUMBER 5c. PROGRAM ELEMENT NUMBER 6. AUTHOR(S) 5d. PROJECT NUMBER Mike Mickley, P.E., Ph.D. 5e. TASK NUMBER Task F 5f. WORK UNIT NUMBER 7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) 8. PERFORMING ORGANIZATION REPORT Mickley & Associates NUMBER 752 Gapter Road Boulder CO 80303 9. -

Ph Measurements in Salt Solutions Using Differential Technique
pH Measurements in Salt Solutions Using Differential Technique Industry: Brine Soultions Product: PH450, PH202, SC24V, SM23-AN4, SM23-AN6 3. High Currents Application and Associated pH Chlorinated Brine is measured often close to the electrolysis Problems Cells, where very high currents are present. These currents will easily cause Ground Loop Currents in the pH sensor circuit, which again shortens the lifetime. pH measurement in brine solutions (for example NaCl solutions as found in electrolysis processes or cheese manufacturing) are difficult and inaccuracy and short sensor Alternative Solutions life are the key problems in these applications. These troubles are caused by: Evidently the problems are not related to the pH measuring cell, but almost exclusively to the reference cell. 1. Potential difference Therefore the solution of the problem must be sought in The brine ions tend to create large diffusion potentials in the alternative ways of generating a reference voltage, that is reference junction. The equivalent conductance of a stable over time and is independent on the pH value. Potassium ion (K+) and a Chloride ion (Cl-) are almost the same: ( 75 Scm2equiv-1). That is why KCl is used normally We have found that an excellent solution is to use a for electrolyte solution in reference cells. The equivalent Yokogawa SM23 - AN4/AN6 type of pNa electrode and conductance of Sodium ion is much less with 50 and of the connect this to the high impedance reference input of the pH Hydronium ion is much higher with 200! Diffusion of these converter or transmitter (terminal 13 and shield to terminal solutions ( Brine and Muratic acid) into the junction causes 17) or the SC24 VP 4-in-1 pNa electrode. -

The Procession of Constructed Wetland Removal Mechanism of Pollutants
4th International Conference on Mechanical Materials and Manufacturing Engineering (MMME 2016) The procession of constructed wetland removal mechanism of pollutants Ruqiong Qin, Hong Chen Guangxi Polytechnic of Construction, Nanning 530003, China ABSTRACT: Constructed wetland ecosystem is a complex project, and the removal mechanism is complicated. This article is mainly summary the degradation mechanism of pollutants from the main processing and removal method of wetland functions. Constructed wetland treatment effects on plant species, substrate, microorgan- isms, climate and other factors. KEYWORD: Constructed wetlands; removal mechanism; influencing factors 1 INTRODUCTION flow in a certain direction, the constructed wetland is If sewage collection and treatment improperly, the ru- primarily use of soil, the artificial medium, plants, ral ecological environment and living environment and physics, chemistry, biology of microorganisms will be damaged, then resulting in the pollution of triple synergy to treatment sewage, sludge. The mech- surface water and shallow groundwater. China is vig- anism of constructed wetland is adsorption, retention, orously promoting the construction of new rural, filtration, oxidation-reduction, precipitation, micro- however, the rural economic is under development bial decomposition, transformation, plant shelter, res- for a long-term, and the cultural quality of the resi- idue accumulation, water and nutrient uptake and dents is not high, moreover, capital, technology and transpiration the effect of various types of animals. talents are inadequate, sewage treatment technology How about the removal of wetland? We will ex- becomes more passive. For the sewage treatment planted the constructed wetland removal of organic characteristics of the rural point of view, it should be matter, nitrogen, phosphorus, heavy metals, microor- fully taken into account in financial, personnel, ganisms and other substances in detailed. -
Managing Your Wastewater SIMPLE
Managing your wastewater SIMPLE. SMART. RELIABLE. Mining exploration, development and operations systems including influent water treatment systems are often happen in remote water stressed locations designed for expandability, limited maintenance and and without ready access to useable water. Your rugged environments. employees require access to clean and reliable sanitary facilities. Regulators require limited Xylem’s Flygt and Godwin brands have been providing impact to the environment. You need systems pumps, controls and service to the mining industries that can be easily mobilized and require minimal for decades. Today, Xylem is also able to bring over operator intervention. a century of wastewater treatment experience to the mining industry featuring a compact footprint, Xylem’s containerized solutions provide the flexibility simplified operation, and reduced lifecycle costs. to accommodate mobile exploration and mine Xylem’s portfolio of products includes filtration, development camps. Xylem processes provide non- clarification, biologic processes, membrane potable reuse water that can be further enhanced with technology, disinfection, and oxidation. Xylem engineered UV, ozone or tertiary filtration. All Pre-engineered MBR modular plant • High quality effluent for reuse applications Xylem’s pre-engineered MBR modular plant covers a • Compact footprint domestic flow range from 50 m3/day to 300 m3/day in containerized versions that are fully automated and • Simple operations with remote monitoring require limited operator intervention. Xylem process capability design and project management teams work with our • Reduced lifecycle costs clients to provide larger and “fit to purpose” integrated • Optional Operations and Maintenance systems for a variety of mining wastewater applications. Service Contracts available Xylem MBR systems meets or exceeds increasingly stringent water treatment requirements.