Chapter 18-Lean Manufacturing Edited 8-19-02
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
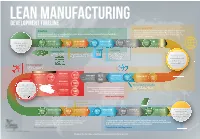
Lean Infographic
LEAN MANUFACTURING DEVELOPMENT TIMELINE Global competition Inception The rise of global competition begins with American domination of the internation auto market. Toyota Motor Corporation is Early developments in lean manufacturing center around automation, standardization of work and developetd in Japan, largely in response to low domestic sales developments in manufacturing theory. of Japanese automobiles. Lean manufacturing begins Henry Ford KIICHIRO TOYODA Alfred P. Sloan Ford GM 1913 first turns on his assembly 1921 visits U.S. textile 1923 becomes president of 1925 begins assembly in 1927 begins assembly in Japan, at with advancements in line, signaling a new era in factories to observe General Motors, institutes Japan, under their their subsidiary company, automation and year manufacturing year methods year organizational changes year subsidiary company, year GM-Japan interchangeability, dating back as far as the 1700s. 1924: Jidoka Coninuous flow Sakichi Toyoda perfects his automatic production leads to 15 million Kiichiro Toyoda loom and coins the term”Jidoka,” units of the Ford Model T over 15 owned a textile company, and actively meaning “machine with a human touch,” In the late 1920s and years sought ways to improve the manufacturing referring to the automatic loom’s ability to process 1930s, American detect errors and prevent defects. automaking dominates the global market, including the Japanese market. Ford and GM “A Bomber an Hour” expand operations Ford-run, government-funded Willow Run Bomber plant mass produces the -

Lean Six Sigma for Dummies‰
Lean Six Sigma FOR DUMmIES‰ 2ND EDITION by John Morgan and Martin Brenig-Jones A John Wiley and Sons, Ltd, Publication Lean Six Sigma For Dummies®, 2nd Edition Published by John Wiley & Sons, Ltd The Atrium Southern Gate Chichester West Sussex PO19 8SQ England www.wiley.com Copyright © 2012 John Wiley & Sons, Ltd, Chichester, West Sussex, England Published by John Wiley & Sons, Ltd, Chichester, West Sussex All Rights Reserved. No part of this publication may be reproduced, stored in a retrieval system or transmit- ted in any form or by any means, electronic, mechanical, photocopying, recording, scanning or otherwise, except under the terms of the Copyright, Designs and Patents Act 1988 or under the terms of a licence issued by the Copyright Licensing Agency Ltd, Saffron House, 6-10 Kirby Street, London EC1N 8TS, UK, without the permission in writing of the Publisher. Requests to the Publisher for permission should be addressed to the Permissions Department, John Wiley & Sons, Ltd, The Atrium, Southern Gate, Chichester, West Sussex, PO19 8SQ, England, or emailed to [email protected], or faxed to (44) 1243 770620. Trademarks: Wiley, the Wiley logo, For Dummies, the Dummies Man logo, A Reference for the Rest of Us!, The Dummies Way, Dummies Daily, The Fun and Easy Way, Dummies.com, Making Everything Easier, and related trade dress are trademarks or registered trademarks of John Wiley & Sons, Inc., and/or its affiliates in the United States and other countries, and may not be used without written permission. All other trademarks are the property of their respective owners. John Wiley & Sons, Inc., is not associated with any product or vendor mentioned in this book. -

Abstract Abstract
Academic Journal of Research in Business & Accounting www.newscienceseries.com Vol. 2, No. 4, April 2014, 36-45 ISSN: 2311-326X Lean and its Basic Components 1* 2 Amir Reza Ramezani and Mohammad Mahdloo Abstract ean management philosophy must use all human, physical and time resources and facilities to maximize the wealth of the owners and beneficiaries. The basis of Lean management philosophy is that total performance of the organization should move toward a single act and logical system that its sole purpose is to deliver value to customers and indicates that lean process alone cannot be the creator of all benefits. Studies show bigAbstr differences between lean companies in terms of performance compared with traditional companies and it is necessary to note that lean procedures should be integrated with the overall organization system. Present article, deals with research and explanation of various aspects of Lean, based on theoretical principles and comprehensively with a certain look and a new perspective. The main findings of the present study are providing scientific principles, different aspects and tools used in lean. Keywords: Lean accounting, Lean manufacturing, Lean thinking 1* Corresponding author: Faculty Member of Islamic Azad University, Miyaneh Branch, [email protected]. 2 Faculty Member of Islamic Azad University, Miyaneh Branch 37 Academic Journal of Research in Business & Accounting Vol. 2, No. 4, April 2014 Introduction The Lean term refers to production management approaches of companies and meets exactly what customers want namely minimum cost without loss and waste (McCarron, 2006). In fact, lean manufacturing philosophy (Lean) is based on the Toyota Production System (TPS) that is obtained over decades by engineers and leaders of this company like Eno and Shingo. -

Lean Manufacturing Practices and Manufacturing Performance: the Moderating Effect of Ethical Climates
Journal of Global Business and Social Entrepreneurship (GBSE) Vol. 3: no. 5 (2017) page 189–200 | gbse.com.my | eISSN 24621714| LEAN MANUFACTURING PRACTICES AND MANUFACTURING PERFORMANCE: THE MODERATING EFFECT OF ETHICAL CLIMATES Mohd Zulfabli Hasan1, Mohd Norhasni Mohd Asaad2, Rosman Iteng3 1,2,3 Universiti Utara Malaysia [email protected], [email protected], [email protected] ______________________________________________________________________________ Abstract Manufacturing performances is a strength of firms are determined based on the capability or output that commonly used to observe and manage operational efficiency, reflect the current state of manufacturing conditions and engage to the effectiveness of manufacturing decisions that lead to the performance of the company. Many manufacturing company applied lean manufacturing in order to boost the performance. Indeed, a set of lean practices were used to improve manufacturing performance. Consequently, Lean Manufacturing Practices (LMP) is the best way of utilizing practices that influence manufacturing performance in organization. Several scholars used single practice whereas others used bundles. Nevertheless, lack of studies related to the single practices compared to the bundles practices. A number of studies have reported mixed findings; hence, a moderating variable is suggested. This paper proposes Ethical Climates as potential moderator on the relationship between LMP and manufacturing performance to enhance the relationship. Keywords: Lean Manufacturing Practices, Manufacturing Performance, Ethical Climates GBSE Journal 2017 _____________________________________________________________________________________________ Introduction In the growth of the country, the importance role should be played by industrial sector in order to ensure the development of economy. Subsequently, the particular organizations should improve their performance in order to endure relevant, competitive and sustainable in present market which is increasingly complex, unreliable and vibrant environment. -

Lean Manufacturing Techniques for Textile Industry Copyright © International Labour Organization 2017
Lean Manufacturing Techniques For Textile Industry Copyright © International Labour Organization 2017 First published (2017) Publications of the International Labour Office enjoy copyright under Protocol 2 of the Universal Copyright Convention. Nevertheless, short excerpts from them may be reproduced without authorization, on condition that the source is indicated. For rights of reproduction or translation, application should be made to ILO Publications (Rights and Licensing), International Labour Office, CH-1211 Geneva 22, Switzerland, or by email: [email protected]. The International Labour Office welcomes such applications. Libraries, institutions and other users registered with a reproduction rights organization may make copies in accordance with the licences issued to them for this purpose. Visit www.ifrro.org to find the reproduction rights organization in your country. ILO Cataloging in Publication Data/ Lean Manufacturing Techniques for Textile Industry ILO Decent Work Team for North Africa and Country Office for Egypt and Eritrea- Cairo: ILO, 2017. ISBN: 978-92-2-130764-8 (print), 978-92-2-130765-5 (web pdf) The designations employed in ILO publications, which are in conformity with United Nations practice, and the presentation of material therein do not imply the expression of any opinion whatsoever on the part of the International Labour Office concerning the legal status of any country, area or territory or of its authorities, or concerning the delimitation of its frontiers. The responsibility for opinions expressed in signed articles, studies and other contributions rests solely with their authors, and publication does not constitute an endorsement by the International Labour Office of the opinions expressed in them. Reference to names of firms and commercial products and processes does not imply their endorsement by the International Labour Office, and any failure to mention a particular firm, commercial product or process is not a sign of disapproval. -

Design and Implementation of Cellular Manufacturing in a Sewing Floor of a Ready-Made Garment Industry
International Journal of Scientific & Engineering Research, Volume 4, Issue 12, December-2013 438 ISSN 2229-5518 Design and implementation of cellular manufacturing in a sewing floor of a ready- made garment industry Md. Isanur Shaikh, Md. Enamul Kabir, S. M. Mahbubul Islam Boby, Mostafa Lutfi ABSTRACT The existing cellular systems are dedicated to work on parts of few products. In garment manufacturing the lines are temporarily dedicated to manufacture only one product. Presently each garment manufacturing line behaves as one entity, where empowerment, team work are difficult to be promoted. The research proposes a method for introducing cellular manufacturing in an operating sewing floor. By applying cellular manufacturing to produce garments, a factory can reduce costs, improve quality and delivery performance. The new sub-cell concept changes the organizational culture and makes the production lines more flexible through motivated, cohesive team. The operators are motivated with higher earnings through higher productivity and dignity. The research outlines a method designing and implementing cellular manufacturing, and proposes a cellular layout and performance with an example. The conclusions of the research highlight the key lessons for successful design and implementation of cellular manufacturing in a sewing floor. Keywords: Lean, Lean tools, Cellular manufacturing. 1. INTRODUCTION The American Apparel Manufacturing Association has defined modular manufacturing as “a 1.1 General contained manageable work unit of 5 to 17 people performing a measurable task. The operators are Apparel industries are the most important part of interchangeable among tasks within the group to the modern civilized world. Most of the apparel the extent practical and incentive compensation is industries of Bangladesh are export oriented. -

Lean Manufacturing Jargon Buster
Lean Manufacturing Jargon Buster Business Area Affected Lean Term Brief Description Productivity Lead Time Quality Stock Control Floor Space H & S COS Cashflow Profit Customer Satisfaction On Time Delivery Communication 5S Not Housekeeping!! 5S is a method for getting y y y y y y y y y y y y organized, standardising work and continuous improvement. Very hands on an the foundation to the CI philosophy. Gives everyone a sense of ownership while focusing on the customer. 5 Whys A quick and easy tool to use when looking for the y y route cause of an issue. The idea is that you ask the question 'Why?' of a particular issue and before you get to the 5th Why you will have the route cause of the problem. Activity Based Costing Use VSM to identify: Direct Labour, Support from y y y Non Direct Labour, Space Requirement, Use of Capital Equipment. Apply overhead contribution based on above to each Value Stream/Product Line. Accurate Margin! Develop & Sell more high margin products. Andon Visual or auditory signals to flag attention. This y y y y y y y y y attention may be there is a problem, a machine has broken down, materials are low, need supervisor/manager input. Benchmarking Operating performance information used to y highlight your current state against your competitors or against World Class techniques. Useful to know there are opportunities for improvement but don't waste too much time in this area. Useful tool for communicating but this alone will not improve your business. BOM's/BOO's Bills of Materials (BOMs) and Bills of Operations y y y y y y y y (BOOs) give a detailed understanding of your Cost of Sales (COS) for every product/service. -

Pull Production Systems: Link Between Lean Manufacturing and PPC
80 Chapter 4 Pull Production Systems: Link Between Lean Manufacturing and PPC Eduardo Guilherme Satolo https://orcid.org/0000-0002-8176-2423 São Paulo State University (UNESP), Brazil Milena Estanislau Diniz Mansur dos Reis https://orcid.org/0000-0003-1080-8735 Federal University of Rio de Janeiro (UFRJ), Brazil Robisom Damasceno Calado Fluminense Federal University (UFF), Brazil ABSTRACT This chapter aims to organize knowledge about pull production systems by presenting the underlying concepts of lean manufacturing as for its origin, principles, and relations with PPC. Pull production is one the fundamental principles of lean manufacturing, and its implementation can bring positive impacts. For such a purpose, sequential and mixed supermarket pull systems stand out in which the integration between pull production systems and PPC and its various levels is a main subject of discussion. The JIT model or Kanban method and hybrid systems, such as conwip and lung-drum-string theory, are mechanisms for managing pull production systems. Finally, a pull production system implementation is presented for illustration purposes. At the end of this chapter, it is expected that skills are developed by readers, which are going to assist them in using the tools presented to model production systems and aid decision-making processes. DOI: 10.4018/978-1-7998-5768-6.ch004 Copyright © 2021, IGI Global. Copying or distributing in print or electronic forms without written permission of IGI Global is prohibited. Pull Production Systems INTRODUCTION Lean Manufacturing Principles The concept of Lean Manufacturing had its inception during the post-World War II period in Japan in the 1940s. -
Ebook Download Cellular Manufacturing: One-Piece Flow for Workteams Ebook, Epub
CELLULAR MANUFACTURING: ONE-PIECE FLOW FOR WORKTEAMS PDF, EPUB, EBOOK Productivity Development Team | 86 pages | 05 Mar 1999 | Taylor & Francis Inc | 9781563272134 | English | Portland, United States Cellular Manufacturing: One-Piece Flow for Workteams - Productivity Development Team - Google Books Browse All Regulations. I'm looking for support for Other Glossary Terms. The concept of cellular manufacturing is an important component for both JIT manufacturing and Lean organizations. It is a process used to support and facilitate one-piece flow in production by having equipment, workstations, and cells arranged in order of processes to produce a single or very small batch of products. Traditionally in manufacturing, similar machines are placed near each other with parts being processed and moved between different departments in large batches. This can lead to unexpected breakdowns, piled up inventory, and unnecessary motion, resulting in valuable resources waste. On the other hand, a cellular layout operates on the pull system with products being made only as they are demanded and in very small batches. The production line is comprised of multiple cells sequenced in the order of operations and the work cells themselves are then placed near each other to save space and reduce unnecessary movement while streamlining the flow. For example, the department receiving the raw materials inventory can be placed at one end of the facility and the first value-added process is in a work cell right next to the department. From there, products move from cell to cell, with one part of the manufacturing process being completed within each cell. The finished product ends up at the shipping department, which would be opposite to the receiving department in a U-shaped layout. -

Work Cell Design
WORK CELL DESIGN Principles for Implementing Lean Manufacturing Definition Cellular Flow Manufacturing is a method of organizing manual and machine operations in the most efficient combination to maximize value-added content and minimize waste. Cellular Flow Lean Building Blocks Continuous Improvement Pull/Kanban Cellular/Flow TPM Quality at Source POUS Quick Changeover Standardized Work Batch Reduction Teams Value 5S System Visual Plant Layout Stream Mapping Cellular Flow Cellular Manufacturing Benefits • Simplified scheduling and communication • Minimal inventory needed between processes • Increased visibility • provide quick feedback and problem resolution • Development of increased product knowledge • workers are trained to understand the total process • Shorter lead times • Small lots and one piece flow • to match customer demand Cellular Flow Work Cell – Realization of a Lean Process • A work cell’s effectiveness is not separable from related elements: - The product(s) - Workers must be able to manufacture and assemble the product to meet customer demand [DFA, DFM] - A breadth of products often must be accommodated by a single manufacturer [Product families] - The people(s) - Work cells must produce varying products and varying rates to meet customer demand [Product families, Takt time] - Work cells must be designed such that workers can safely and repeatedly perform necessary steps to meet customer demand. [Human factors] Principles for Implementing Lean Manufacturing The Five Step Cell Design Process • Group Products • Establish Takt Time • Review the Work Sequence • Balance the Process • Design the Cell Layout Cellular Flow Product Grouping Considerations • Similar Process/Resource Requirements • Changeover/Set-up Times • Process Time Variation • Demand vs. Capacity Cellular Flow Product Grouping Tool: The Product/Process Matrix Cellular Flow Product Portfolio • “The set of different product offerings that a company provides. -

Lean Manufacturing: a Review 1Gaurav Sharma, 2Sahil Nandwani, 3Karamdeep Singh 1Dept
ISSN : 2249-5762 (Online) | ISSN : 2249-5770 (Print) IJRMET VOL . 5, ISSU E 2, MAY - OC T 2015 Lean Manufacturing: A Review 1Gaurav Sharma, 2Sahil Nandwani, 3Karamdeep Singh 1Dept. of Mechanical Engineering, Mehr Chand Polytechnic College, Jalandhar, Punjab, India 2Dept. of Mechanical Engineering, College of Engineering & Management, Kapurthala, Punjab, India 3Dept. of Mechanical Engg., Anand College of Engg. and Management, Kapurthala, Punjab, India Abstract III. House of Lean All manufacturing industry has put in continuous efforts for its survival in the current impulsive and competitive economy. In order to handle the critical situation, manufacturers are trying to implement new and innovative techniques in their manufacturing process by making it more effective and efficient. A detailed literature survey has been conducted to identify the lean practices in various manufacturing industry. The results revealed that the status of Lean Manufacturing (LM) implementation in still in thriving stage. This paper will further assist the organizations to improve its process, align it to the requirements of its customers and relentless contribution to manufacturing sector to enhance productivity, quality and competitiveness is immense. Keywords Lean, Manufacturing, Waste I. Introduction Lean manufacturing is a Japanese method focused on 3M’s. These M’s are: muda, the Japanese word for waste, mura, the Japanese word for inconsistency, and muri, the Japanese word for Fig. 1: unreasonableness. Muda specifically focuses on activities to be eliminated. Within manufacturing, there are categories of waste. The goal of lean production is set in the roof and consists of Waste is broadly defined as anything that adds cost to the product reaching for the best quality, lowest costs, shortest lead-time, without adding value to it. -

Impact of Cellular Manufacturing and Lean Production Planning and Control on Production Flow Efficiency in a SME a Case Study in the Protective and Security Industry
Impact of cellular manufacturing and lean production planning and control on production flow efficiency in a SME A case study in the protective and security industry Master thesis in Quality and Operations Management GUNNHILDUR JÓDÍS ÍSAKSDÓTTIR STEFANÍA RUT REYNISDÓTTIR Department of Technology Management and Economics Division of Supply and Operations Management CHALMERS UNIVERSITY OF TECHNOLOGY Gothenburg, Sweden 2015 Report no. E2016:068 1 REPORT NO. E2016:068 Impact of cellular manufacturing and lean production planning and control on production flow efficiency in a SME A case study in the protective and security industry GUNNHILDUR JÓDÍS ÍSAKSDÓTTIR STEFANÍA RUT REYNISDÓTTIR Examiner: Carl Wänström Supervisor at Milleteknik AB: Magnus Lund Department of Technology Management and Economics CHALMERS UNIVERSITY OF TECHNOLOGY Division of Supply and Operations Management Gothenburg, Sweden, 2016 2 Impact of cellular manufacturing and lean production planning and control on production flow efficiency in a SME A case study in the protective and security industry GUNNHILDUR JÓDÍS ÍSAKSDÓTTIR STEFANÍA RUT REYNISDÓTTIR © GUNNHILDUR JÓDÍS ÍSAKSDÓTTIR & STEFANÍA RUT REYNISDÓTTIR, 2016 Technical report no. E2016:068 Department of Technology Management and Economics Chalmers University of Technology Division of Supply and Operations Management SE-412 96 Göteborg Sweden Telephone + 46 (0)31-772 1000 3 Abstract Today’s increasing global competition and customer requirements has had great impact on the manufacturing industry. In order to respond to this ever changing circumstances and sustaining a place on the market, many organizations have started following the lean production methodology. This is no exception for SMEs and due to their important role in modern economics there is a need to help them enhance their efficiency and competitiveness.