360R-06 Design of Slabs-On-Ground
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Guide to Concrete Floor
GUIDE TO CONCRETE FLOOR Our know-how for your applications Guide to Concrete Floor Applications 2 Guide to Concrete Floor Applications Contents Concrete ........................................................ 4 Concrete Vibration ....................................... 6 Floors of Concrete ........................................ 9 Preliminary Planning ................................. 11 Laying Floors ............................................... 12 Sideforms and Screed Guides ............................................ 13 Track Rail System ....................................... 23 Fixed Rail Supports .................................... 24 Floors on Floors Structures Cast in Situ .................................................. 25 Cleaning, pre-moistening, etc. ................. 27 Conversion Tables ...................................... 41 Glossary ....................................................... 42 3 Guide to Concrete Floor Applications Concrete Concrete is a mixture of water, cement, sand and stone. The cement content affects concrete properties. A high Water content divided with cement gives w/c-ratio. The cement content gives a high strength whereas shrinkage water/cement-ratio is a theoretical average value and it unfortunately also will increase. may change during transport or vibration. What does concrete consist of? Cement W/C ratio Concrete is a mixture of water, cement, Cement and water are two important com- Water/cement-ratio means the ratio relation sand and stone. These four components ponents. water (kg) per cubic meter of concrete can be varied to a great extent and the Cement content means the amount of divided by cement content. It can be any- characteristics of the mix and the hard, cement by weight per cubic meter concrete thing from 0.80 to 0.30 at the mixing plant hydrated product itself can thereby be and can vary from 500 down to 250 kg per or in truck mixer. changed to a great extent. cubic meter. Many architects and engineers think that it is the only factor you have to worry about when you want quality concrete. -

Slab on Grade Reinforcing Design
PDHonline Course S132 (1 PDH) Slab on Grade Reinforcing Design Instructor: D. Matthew Stuart, P.E., S.E., F.ASCE, F.SEI, SECB, MgtEng 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com www.PDHonline.org Materials: The most common reinforcement associated with slabs-on-grade is welded wire fabric. However, this is not the only means of reinforcing slabs. In some cases deformed bars are used in order to assure that the reinforcement is placed at the correct depth within the slab and not damaged during placement. In either case when using deformed bars or welded wire fabric, it is essential that adequate support of the steel is provided. Source: eHow.com Welded Wire Fabric: When using welded wire fabric, prefabricated sheets should be used in lieu of rolled fabric in order to help assure proper location of the steel within the concrete. In either case a minimum of one chair per 25 square feet of mesh should be used to adequately support the reinforcement above the sub-grade. The table provided in this slide lists common styles of welded wire fabric, including the “old” and "new" designations. Although the "new" designations are more than 20 years old, many engineers find this cross-reference helpful. Common Styles of Welded Wire Fabric Steel Area Style Designation Sq. in. per ft. Weight Lbs. per New Designation Old Designation Longitudinal Transverse 100 SF (by W-number) (by steel wire gauge) ROLLS 6x6-W1.4xW1.4 6x6-10x10 .028 .028 21 6x6-W2.0xW2.0 6x6-8x8* .040 .040 29 6x6-W2.9xW2.9 6x6-6x6 .058 .058 42 6x6-W4.0xW4.0 6x6-4x4 .080 .080 58 4x4-W1.4xW1.4 4x4-10x10 .042 .042 31 4x4-W2.0xW2.0 4x4-8x8* .060 .060 43 4x4-W2.9xW2.9 4x4-6x6 .087 .087 62 4x4-W4.0xW4.0 4x4-4x4 .120 .120 85 SHEETS 6x6-W2.9xW2.9 6x6-6x6 .058 .058 42 6x6-W4.0xW4.0 6x6-4x4 .080 .080 58 6x6-W5.5xW5.5 6x6-2x2** .110 .110 80 4x4-W4.0xW4.0 4x4-4x4 .120 .120 85 * Exact W-Number size for 8 gauge is W2.1. -

SLAB FORMWORK DESIGN USING GENETIC ALGORITHM Formwork Design Using GA
SLAB FORMWORK DESIGN USING GENETIC ALGORITHM Formwork design using GA H AL-TABTABAI, A.P. ALEX and R JAMES Department of Civil Engineering, College of Engineering and Petroleum, University of Kuwait, Safat, Kuwait Durability of Building Materials and Components 8. (1999) Edited by M.A. Lacasse and D.J. Vanier. Institute for Research in Construction, Ottawa ON, K1A 0R6, Canada, pp. 2407-2418. Ó National Research Council Canada 1999 Abstract A method to design cost-optimum slab formwork components is proposed in this paper. Genetic Algorithms (GAs), a technique based on the principles of natural selection and evolution, is applied to solve the optimisation problem. GAs search from a population of possible solutions limited by a set of constraints. The cost of form components and labor involved, were considered for the formulation of the objective function of the optimisation problem. The bending moment, shear, maximum deflection, imposed ACI code provisions, etc., were used as constraints for the optimisation problem. Application of GA to the formwork design problem provides optimum design parameters such as the optimum cross section for form members, optimum spacing of form members, etc., while minimising the total cost. Formwork made either from wood, wood-metal composite or metal alone can be designed using the proposed technique. The paper presents the case of general formwork design, however, the method as a whole readily applies to the design of formwok for elevated slabs and high rise concrete elements. Keywords: Formwork design, genetic algorithm, optimisation, construction cost 1 Introduction Slab formwork holds and provides support for freshly placed concrete through a framework of sheathing, joists, stringers and shores (Fig. -

Direct Design Method for Prestressed Concrete Slabs
DIRECT DESIGN METHOD FOR PRESTRESSED CONCRETE SLABS Chen-Hwa Wang Associate Professor of Civil Engineering and Mechanics The Catholic University of America Washington, D.C. Although several methods such as with maximum bending moment moment-balancing( 1 , load-balanc- may be considered as the control ing( 2 ) and structural membrane section. However, a continuous slab theory (31 can be applied to design has several maximum moment peaks of slabs, none of these is a direct in the middle portion of spans and design method. At present, the load- over supports. Therefore, selection balancing method is widely applied of a control section which has the because it is simpler than the others. largest maximum moment may not It is a trial and analysis approach necessarily provide the optimum de- for obtaining the expected stresses sign. Conventional reinforcing steel and behavior in a slab by the proper or discontinuous tendons for resist- determination of slab thickness, bal- ing partial moment stress at several anced load, eccentricity, and applied sections with moments higher than prestressing. Since this approach is at the control section becomes more time consuming and difficult to a practical and economical. Hence, new design engineer in practice, the selection of the control section this paper presents a straightfor- really depends on the type of struc- ward method and procedures for de- ture and engineering judgment sign of slabs with consideration of whether or not to use mild steel re- the selection of control sections and inforcement or local prestressing in distribution of prestressing. Illustra- the design. In any case, the selection tive examples are also included for of a control section in each direction practical application. -
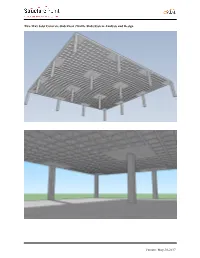
Two-Way Joist (Waffle Slab) Concrete Floor System Analysis and Design
Two-Way Joist Concrete Slab Floor (Waffle Slab) System Analysis and Design Version: May-18-2017 Two-Way Joist Concrete Slab Floor (Waffle Slab) System Analysis and Design Design the concrete floor slab system shown below for an intermediate floor with partition weight of 50 psf, and unfactored live load of 100 psf. The lateral loads are independently resisted by shear walls. A flat plate system will be considered first to illustrate the impact longer spans and heavier applied loads. A waffle slab system will be investigated since it is economical for longer spans with heavy loads. The dome voids reduce the dead load and electrical fixtures can be fixed in the voids. Waffle system provides an attractive ceiling that can be left exposed when possible producing savings in architectural finishes. The Equivalent Frame Method (EFM) shown in ACI 318 is used in this example. The hand solution from EFM is also used for a detailed comparison with the model results of spSlab engineering software program from StructurePoint. Figure 1 - Two-Way Flat Concrete Floor System Version: May-18-2017 Contents 1. Preliminary Member Sizing ..................................................................................................................................... 1 2. Flexural Analysis and Design................................................................................................................................. 13 2.1. Equivalent Frame Method (EFM) .................................................................................................................. -
ACI 302.1R-15: Guide to Concrete Floor
The attached excerpted resource materials have been made available for use within ACI University. To obtain a full version of this document, please visit the ACI Store. For additional education products, please visit ACI University. ACI 302.1R-15 Guide to Concrete Floor and Slab Construction Reported by Committee 302 Joseph F. Neuber Jr., Chair Russell E. Neudeck, Secretary Patrick J. Harrison, Vice Chair Dennis C. Ahal Jerry A. Holland Nigel K. Parkes Carl Bimel* Bryan M. Birdwell Philip S. Kopf William S. Phelan Michael A. Clark Peter A. Craig Steve R. Lloyd, Sr. Tim H. Robinson William C. Panarese Allen Face Kevin A. MacDonald John W. Rohrer Brian J. Pashina C. Rick Felder Arthur W. McKinney Paul A. Rouis, III Boyd C. Ringo* Edward B. Finkel Donald M. McPhee Domenick Thomas Ruttura Barry E. Foreman Scott C. Metzger Bruce A. Suprenant *Deceased Greg K. Fricks Jeffrey S. Miller Scott M. Tarr Terry J. Fricks Scott L. Niemitalo Consulting Members The quality of a concrete floor or slab is highly dependent on on every project, and that such an occurrence does not necessarily achieving a hard and durable surface that is flat, relatively free reflect adversely on either the adequacy of the floor’s design or the of cracks, and at the proper grade and elevation. Properties of the quality of its construction (Ytterberg 1987). surface are determined by the mixture proportions and the quality This guide describes how to produce high-quality concrete slabs- of the concreting and jointing operations. The timing of concreting on-ground and suspended floors for various classes of service. -

Concrete Terminology
DIVISION 3 - CAST IN PLACE CONCRETE TERMINOLOGY A. CONCRETE: A mixture of 1 part Portland Cement ( 22 lbs ) 2 Parts Dry Sand ( 41 lbs ) 3 Parts Dry Aggregate ( 70 lbs ) ½ Part Water ( 10 lbs ) Admixtures ( 7 lbs ) Total Weight Per Cu. Foot = 150 lbs. Area of 1 CU. FT. 1,728 cu. Inches 1. CAST IN PLACE CONCRETE: Concrete that is formed, poured and cured in it’s permanent position. 2. CURED CONCRETE: Concrete which has reached dehydration and obtained it’s maximum compressive strength. 3. GREEN CONCRETE: Concrete which remains hydrated and is in it’s earliest setting stage and has not hardened or cured appreciably. 4. LIGHTWEIGHT CONCRETE: A concrete mixture of substantially lower unit weight and compressive strength than that made from crushed stone or rock aggregate. Typically used on upper floors or roof tops where normal compressive strength is not a requirement and weight is a factor. 5. MONOLITHILIC CONCRETE: A single pour which includes the footing and slab concrete in a single pour . 6. POST-TENSION CONCRETE: A method of stressing reinforced concrete by which the tendons or cables are tightened after the concrete slab has hardened and in place. 24 7. PRE-CAST CONCRETE: Concrete which is cast and cured in a place other than it’s final resting position. ( Beams, Columns, Slabs, Lintels ) 8. PRE-STRESSED CONCRETE: A process of preparing concrete slabs and beams for extra strength by pouring concrete over tightly drawn steel cables, steel rods or tendons. 9. REINFORCED CONCRETE: Concrete with added materials such as steel rod, wire mesh, fiber mesh, dowel bars, expanded metal fabric, or cold drawn wire cable which act together with the concrete to resist cracking or movement B. -

Economical and Crack-Free High-Performance Concrete for Pavement and Transportation Infrastructure Construction
Economical and Crack-Free High-Performance Concrete for Pavement and Transportation Infrastructure Construction Prepared by: Kamal H. Khayat, PhD, P.Eng. (principal investigator) Iman Mehdipour, PhD Candidate (student) Missouri University of Science and Technology Final Report Prepared for Missouri Department of Transportation May 2017 Project TR201503 Report cmr17-007 TECHNICAL REPORT DOCUMENTATION PAGE 1. Report No. 2. Government Accession No. 3. Recipient’s Catalog No. cmr 17-007 4. Title and Subtitle 5. Report Date Economical and Crack-Free High-Performance Concrete for Pavement and June 30, 2016 Transportation Infrastructure Construction Published: May 2017 6. Performing Organization Code 7. Author(s) 8. Performing Organization Report No. Kamal H. Khayat, PhD, P.Eng. http://orcid.org/0000-0003-1431-0715 00047062 Iman Mehdipour, PhD Candidate http://orcid.org/0000-0002-6841-3907 9. Performing Organization Name and Address 10. Work Unit No. Center for Transportation Infrastructure and Safety/UTC program Missouri University of Science and Technology 11. Contract or Grant No. 220 Engineering Research Lab, Rolla, MO 65409 MoDOT project #TR2015-03 12. Sponsoring Agency Name and Address 13. Type of Report and Period Covered Missouri Department of Transportation (SPR) Final Report (June 23, 2014-June 30, Construction and Materials Division 2016) P.O. Box 270, Jefferson City, MO 65102 14. Sponsoring Agency Code 15. Supplementary Notes Conducted in cooperation with the U.S. Department of Transportation, Federal Highway Administration. MoDOT research reports are available in the Innovation Library at http://www.modot.org/services/or/byDate.htm. This report is available at https://library.modot.mo.gov/RDT/reports/TR201503/cmr17-007.pdf 16. -

Ferrocement in Eco-Housing System
INTERNATIONAL JOURNAL of RENEWABLE ENERGY RESEARCH Wail N. Al-Rifaie et al., Vol.4, No.1, 2014 Ferrocement in Eco-Housing System Wail N. Al-Rifaie *‡, Waleed K. Ahmed **, L.E. Ibraheem ***, H.Y. Al-Samarraie **** *Civil Engineering Department, College of Engineering, Philadelphia University, Amman, Jordan **ERU, College of Engineering, United Arab Emirates University, Al Ain, UAE ***Mechanical Engineering Department, College of Engineering, University of Tikrit, Iraq ****SDI Company, Iraq ([email protected], [email protected], [email protected], [email protected]) ‡ Corresponding Author; Wail N. Al-Rifaie, Philadelphia University, Amman, Jordan, + 962 6479 9000, [email protected] Received: 24.12.2013 Accepted: 16.01.2014 Abstract- Urban development is a key consumer of energy, a structural system based on generic services facilities is introduced by Al-Rifaie and prefabricated ferrocement cavity wall and roof panels within the proposed system present a series of possibilities for the solution of building construction at maximum reduction of the electrical energy. The energy required to run the building using the proposed ferrocement construction system and the use of traditional method of construction is determined. It may be concluded that the modern method (ferrocement eco-housing system) is able to produce very energy efficient dwellings. Keywords- Eco-Housing, ferrocement, renewable energy 1. Introduction resource-efficient manner. It is worth noting that green building has been used as a term interchangeable with Urban development is a key consumer of energy, in sustainable building and high performance building. other words, a basic product of environmental pollution and Robichaud and Anantatmula pointed out that there are four therefore, the relationship between several elements such as pillars of green buildings ,i.e. -

Shoring and Reshoring Fundamentals
289.pdf A SunCam online continuing education course Shoring and Reshoring Fundamentals by Mary Bordner Tanck, PE 289.pdf Shoring and Reshoring Fundamentals A SunCam online continuing education course SHORING AND RESHORING FUNDAMENTALS Because it has such a significant impact on schedule and material movements, it is important for everyone involved in the construction of concrete buildings to understand basic concepts of shoring and reshoring, and the purpose and importance of each. This course will provide the reader with the fundamental concepts of shoring, reshoring, backshoring, and construction methods that can affect the design of the same. It will include basic definitions, the differences between shoring, reshoring, and backshoring; and an overview of some important considerations for anyone involved in construction. DEFINITIONS Backshores: “Shores left in place or shores placed snugly under a concrete slab or structural member after the original formwork and shores have been removed from a small area, without allowing the entire slab or member to deflect or support its self-weight and construction loads.” (ACI 347R-14, page 3). Formwork: “Total system of support for freshly placed concrete, including the mold or sheathing that contacts the concrete as well as supporting members, hardware, and necessary bracing.” (ACI 347R-14, page 3). See Appendix A for examples of formwork and shoring systems. Engineered Lumber: A wood product that has been fabricated to certain structural specifications. Laminated Veneer Lumber (LVL) is an example of engineered lumber. Lacing: Lacing is used to decrease the unbraced length of a shore to increase the capacity. Lacing is typically used in timber framing, but can be used in other types of shoring or reshoring systems. -

FORMWORK for a CONCRETE SLAB the Bulk of the Work in Laying a New Slab for a Domestic Building Is in the Excavation and Preparation of the Formwork
Page 20. VU20981 – Formwork for concreting FORMWORK FOR A CONCRETE SLAB The bulk of the work in laying a new slab for a domestic building is in the excavation and preparation of the formwork. In this unit you will be constructing formwork for a 'L' shaped dwelling using appropriate materials and techniques that include: external corner internal corner edge rebate Plan for a 'L' shaped dwelling The importance of getting the formwork for a concrete slab right, cannot be overstated. The formwork must be rigid and thick enough so as not to bend under the load of fresh concrete placed against it. The formwork will lay out the dimensions of the home. 22216VIC – Certificate II in Building and Construction (Carpentry) Copyright LAPtek Pty. Ltd. VU20981 – Formwork for concreting Page 21. CONCRETE SLABS A concrete slab forms the foundation of a house or building and is made using concrete. The type of slab used depends on the nature of the soil on the site and the kind of house being built. There are two main types of concrete slabs, raft or ground slab and waffle slab. Raft or Ground Level Slab Raft foundation consists of a concrete slab Moreover, raft foundation serves to avoid differential settlement which otherwise would occur if pad or strip foundation is adopted. Raft or ground level slab Waffle Pod Slab A waffle pod slab is constructed entirely above the ground by pouring concrete over a grid of polystyrene blocks known as 'void forms'. Waffle pod slabs are generally suitable for sites with less reactive soil and use about 30% less concrete and 20% less steel than a raft or ground level slab Waffle pod slabs are only suitable for very flat ground. -

Reinforcing Steel in Slabs-On-Grade
REINFORCING STEEL CRSI IN ENGINEERING SLABS-ON-GRADE DATA REPORT A SERVICE OF THE CONCRETE REINFORCING STEEL INSTITUTE NUMBER 37 933 N. Plum Grove Rd., Schaumburg, Illinois 60173-4758 WELDED WIRE FADRIC REINFORCING BARS INTRODUCTION The phrase slab-on-grade, as commonly used in When welded wire fabric (deformed or plain) is practice, covers a number of practical slab specified, it should have sufficiently large wire applications. Included are industrial and commercial diameters so as to be structurally stiff enough to floors, residential floors, parking lots, pavements, remain in its proper position during construction, with airport slabs and other practical uses of ground- a wire spacing selected for construction stability and supported concrete slabs. This report applies to all of convenience, and the WWF must be supported. these applications. Reinforcing steel, in the form of welded wire fabric ADVANTAGES or deformed bars in both directions, may be placed in There are numerous advantages that result from the slab-on-grade for a number of reasons. This form placing reinforcing bars or welded wire fabric in a of reinforcement adds to the strength of the slab, acts slab-on-grade. The following list shows what as crack control including the well-known restraint of reinforcement can do for the slab. Some of these can shrinkage (as well as temperature) effects, reduces be achieved in no other way: future maintenance, and generally helps produce a higher quality concrete slab. A complete listing of • Controls Cracking advantages is included elsewhere in this report. Reinforcement within a slab prevents cracks from opening and becoming wide and Reinforcing bars or welded wire fabric (WWF) objectionable.