302.1R-04 Guide for Concrete Floor and Slab Construction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Guide to Concrete Floor
GUIDE TO CONCRETE FLOOR Our know-how for your applications Guide to Concrete Floor Applications 2 Guide to Concrete Floor Applications Contents Concrete ........................................................ 4 Concrete Vibration ....................................... 6 Floors of Concrete ........................................ 9 Preliminary Planning ................................. 11 Laying Floors ............................................... 12 Sideforms and Screed Guides ............................................ 13 Track Rail System ....................................... 23 Fixed Rail Supports .................................... 24 Floors on Floors Structures Cast in Situ .................................................. 25 Cleaning, pre-moistening, etc. ................. 27 Conversion Tables ...................................... 41 Glossary ....................................................... 42 3 Guide to Concrete Floor Applications Concrete Concrete is a mixture of water, cement, sand and stone. The cement content affects concrete properties. A high Water content divided with cement gives w/c-ratio. The cement content gives a high strength whereas shrinkage water/cement-ratio is a theoretical average value and it unfortunately also will increase. may change during transport or vibration. What does concrete consist of? Cement W/C ratio Concrete is a mixture of water, cement, Cement and water are two important com- Water/cement-ratio means the ratio relation sand and stone. These four components ponents. water (kg) per cubic meter of concrete can be varied to a great extent and the Cement content means the amount of divided by cement content. It can be any- characteristics of the mix and the hard, cement by weight per cubic meter concrete thing from 0.80 to 0.30 at the mixing plant hydrated product itself can thereby be and can vary from 500 down to 250 kg per or in truck mixer. changed to a great extent. cubic meter. Many architects and engineers think that it is the only factor you have to worry about when you want quality concrete. -

Experimental Investigation on Foam Concrete with Partial Replacement of Fine Aggreate by Fly Ash and Cement by Alccofine
E3S Web of Conferences 184, 01089 (2020) https://doi.org/10.1051/e3sconf/202018401089 ICMED 2020 EXPERIMENTAL INVESTIGATION ON FOAM CONCRETE WITH PARTIAL REPLACEMENT OF FINE AGGREATE BY FLY ASH AND CEMENT BY ALCCOFINE Dr.G.V.V. SATYANARAYANA1 and G. PRAVEEN KUMAR2 1Professor, Department of Civil Engineering, GRIET, Hyderabad-500090 2 P.G.Scholar, Dept. of Civil Engineering, GRIET, Hyderabad-500090 ABSTRACT- As we know that Foam concrete has been successfully used and it has gained popularity due to its lower density than normal concrete. Globally the construction activities are rapid and using huge amount of fine aggregate and cement. Due to continuous usage of large amount of sand and cement we are creating natural imbalance by CONTINUOUS mining of sand, lime etc., from natural resources, which causes many natural hazards and become threat to humans. As a responsible citizen of world everyone think to stop the usage of sand and cement in huge quantity for infrastructural activities. Fly ash is one alternative solution as a partial replacement of sand and cement with Alccofine. In this investigation we are replacing fine aggregate with fly ash and cement with Alccofine by usage of Using additive materials in foam concrete which provides not only workability, strength but also reduce overall cost. As reducing the quantity of sand and cement in foam concrete we conserve Green House effect and also other raw materials used for cement. Foam concrete produced with uniform distribution of air bubbles thoughout the mass of concrete. The density of foam concrete is a function of the volume of foam added to the slurry and the strength decreases as decrease in densities. -

Slab on Grade Reinforcing Design
PDHonline Course S132 (1 PDH) Slab on Grade Reinforcing Design Instructor: D. Matthew Stuart, P.E., S.E., F.ASCE, F.SEI, SECB, MgtEng 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com www.PDHonline.org Materials: The most common reinforcement associated with slabs-on-grade is welded wire fabric. However, this is not the only means of reinforcing slabs. In some cases deformed bars are used in order to assure that the reinforcement is placed at the correct depth within the slab and not damaged during placement. In either case when using deformed bars or welded wire fabric, it is essential that adequate support of the steel is provided. Source: eHow.com Welded Wire Fabric: When using welded wire fabric, prefabricated sheets should be used in lieu of rolled fabric in order to help assure proper location of the steel within the concrete. In either case a minimum of one chair per 25 square feet of mesh should be used to adequately support the reinforcement above the sub-grade. The table provided in this slide lists common styles of welded wire fabric, including the “old” and "new" designations. Although the "new" designations are more than 20 years old, many engineers find this cross-reference helpful. Common Styles of Welded Wire Fabric Steel Area Style Designation Sq. in. per ft. Weight Lbs. per New Designation Old Designation Longitudinal Transverse 100 SF (by W-number) (by steel wire gauge) ROLLS 6x6-W1.4xW1.4 6x6-10x10 .028 .028 21 6x6-W2.0xW2.0 6x6-8x8* .040 .040 29 6x6-W2.9xW2.9 6x6-6x6 .058 .058 42 6x6-W4.0xW4.0 6x6-4x4 .080 .080 58 4x4-W1.4xW1.4 4x4-10x10 .042 .042 31 4x4-W2.0xW2.0 4x4-8x8* .060 .060 43 4x4-W2.9xW2.9 4x4-6x6 .087 .087 62 4x4-W4.0xW4.0 4x4-4x4 .120 .120 85 SHEETS 6x6-W2.9xW2.9 6x6-6x6 .058 .058 42 6x6-W4.0xW4.0 6x6-4x4 .080 .080 58 6x6-W5.5xW5.5 6x6-2x2** .110 .110 80 4x4-W4.0xW4.0 4x4-4x4 .120 .120 85 * Exact W-Number size for 8 gauge is W2.1. -

SLAB FORMWORK DESIGN USING GENETIC ALGORITHM Formwork Design Using GA
SLAB FORMWORK DESIGN USING GENETIC ALGORITHM Formwork design using GA H AL-TABTABAI, A.P. ALEX and R JAMES Department of Civil Engineering, College of Engineering and Petroleum, University of Kuwait, Safat, Kuwait Durability of Building Materials and Components 8. (1999) Edited by M.A. Lacasse and D.J. Vanier. Institute for Research in Construction, Ottawa ON, K1A 0R6, Canada, pp. 2407-2418. Ó National Research Council Canada 1999 Abstract A method to design cost-optimum slab formwork components is proposed in this paper. Genetic Algorithms (GAs), a technique based on the principles of natural selection and evolution, is applied to solve the optimisation problem. GAs search from a population of possible solutions limited by a set of constraints. The cost of form components and labor involved, were considered for the formulation of the objective function of the optimisation problem. The bending moment, shear, maximum deflection, imposed ACI code provisions, etc., were used as constraints for the optimisation problem. Application of GA to the formwork design problem provides optimum design parameters such as the optimum cross section for form members, optimum spacing of form members, etc., while minimising the total cost. Formwork made either from wood, wood-metal composite or metal alone can be designed using the proposed technique. The paper presents the case of general formwork design, however, the method as a whole readily applies to the design of formwok for elevated slabs and high rise concrete elements. Keywords: Formwork design, genetic algorithm, optimisation, construction cost 1 Introduction Slab formwork holds and provides support for freshly placed concrete through a framework of sheathing, joists, stringers and shores (Fig. -

Direct Design Method for Prestressed Concrete Slabs
DIRECT DESIGN METHOD FOR PRESTRESSED CONCRETE SLABS Chen-Hwa Wang Associate Professor of Civil Engineering and Mechanics The Catholic University of America Washington, D.C. Although several methods such as with maximum bending moment moment-balancing( 1 , load-balanc- may be considered as the control ing( 2 ) and structural membrane section. However, a continuous slab theory (31 can be applied to design has several maximum moment peaks of slabs, none of these is a direct in the middle portion of spans and design method. At present, the load- over supports. Therefore, selection balancing method is widely applied of a control section which has the because it is simpler than the others. largest maximum moment may not It is a trial and analysis approach necessarily provide the optimum de- for obtaining the expected stresses sign. Conventional reinforcing steel and behavior in a slab by the proper or discontinuous tendons for resist- determination of slab thickness, bal- ing partial moment stress at several anced load, eccentricity, and applied sections with moments higher than prestressing. Since this approach is at the control section becomes more time consuming and difficult to a practical and economical. Hence, new design engineer in practice, the selection of the control section this paper presents a straightfor- really depends on the type of struc- ward method and procedures for de- ture and engineering judgment sign of slabs with consideration of whether or not to use mild steel re- the selection of control sections and inforcement or local prestressing in distribution of prestressing. Illustra- the design. In any case, the selection tive examples are also included for of a control section in each direction practical application. -

Design Efficiency, Characteristics, and Utilization of Reinforced Foamed
crystals Review Design Efficiency, Characteristics, and Utilization of Reinforced Foamed Concrete: A Review Mugahed Amran 1,2,*, Yeong Huei Lee 3,*, Nikolai Vatin 4 , Roman Fediuk 5, Shek Poi-Ngian 6, Yee Yong Lee 7 and Gunasekaran Murali 8 1 Department of Civil Engineering, College of Engineering, Prince Sattam Bin Abdulaziz University, Alkharj 11942, Saudi Arabia 2 Department of Civil Engineering, Faculty of Engineering and IT, Amran University, Quhal 9677, Amran, Yemen 3 Department of Civil and Construction Engineering, Faculty of Engineering and Science, Curtin University, CDT250, Miri 98009, Sarawak, Malaysia 4 Higher School of Industrial, Civil and Road Construction, Peter the Great St. Petersburg Polytechnic University, St. Petersburg 195251, Russia; [email protected] 5 School of Engineering, Far Eastern Federal University, Vladivostok 690950, Russia; [email protected] 6 Construction Research Centre (CRC), Universiti Teknologi Malaysia, Johor Bahru 81310, Malaysia; [email protected] 7 Department of Civil Engineering, Faculty of Engineering, Universiti Malaysia Sarawak, Kota Samarahan 94300, Sarawak, Malaysia; [email protected] 8 School of Civil Engineering, SASTRA Deemed to be University, Thanjavur 613404, Tamil Nadu, India; [email protected] * Correspondence: [email protected] or [email protected] (M.A.); [email protected] (Y.H.L.) Received: 27 August 2020; Accepted: 30 September 2020; Published: 17 October 2020 Abstract: Foam concrete (FC) serves as an efficient construction material that combines well thermal insulation and structural properties. The studies of material characteristics, including the mechanical, physical, rheological, and functional properties of lightweight concrete, have been conducted rigorously. However, a lack of knowledge on the design efficiency of reinforced FC (RFC) was found in current research trends, compared to reinforced lightweight aggregate concrete. -

Characteristics of Lightweight Foamed Concrete Brick Mixed with Flyash
SSRG International Journal of Civil Engineering Volume 6 Issue 3, 22-28, March 2019 ISSN: 2348 – 8352 /doi:10.14445/23488352/IJCE-V6I3P103 © 2019 Seventh Sense Research Group® Characteristics of Lightweight Foamed Concrete Brick Mixed with FlyAsh Seyed Navid Hashem Moniri*1, Fathoni Usman#2 *1MSc Student, Research Center of Concrete and Asphalt, Damavand Branch, Islamic Azad University, Damavand, Iran. #2Senior Lecturer, Institute of Energy Infrastructure, Universiti Tenaga Nasional, Kajang 43000, Selangor, Malaysia. Abstract construction industry's carbon footprint, lightweight Lightweight concrete has become a sweet foamed concrete can be used as an alternative, moving solution in the construction industry. The foamed towards sustainable construction by lessening the concrete brick can be substitute with the normal clay frequency of transportation and heavy types of burnt brick, which consumes more energy and carbon machinery usage [4]. Foamed concrete brick consists footprint. To reduce cement in the foamed concrete, fly of some materials such as fine aggregate, cement, ash as a scheduled wastage by-product of the coal- water, and foaming agent. The foamed concrete fueled power plant is added into the mixture. This application can be obtained to structural, partition, paper presents the development of fly ash mixed with a insulation, and filling grades [5]. Foamed concrete is foamed concrete brick. The samples were prepared suitable for producing lightweight bricks. Lightweight with different percentages of fly ash substituting the foamed concrete blocks were developed more than 60 cement. The compressive test and the flexural test years ago and have been used internationally for were conducted to evaluate the mechanical properties different construction applications. -
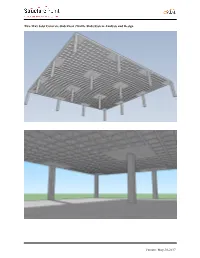
Two-Way Joist (Waffle Slab) Concrete Floor System Analysis and Design
Two-Way Joist Concrete Slab Floor (Waffle Slab) System Analysis and Design Version: May-18-2017 Two-Way Joist Concrete Slab Floor (Waffle Slab) System Analysis and Design Design the concrete floor slab system shown below for an intermediate floor with partition weight of 50 psf, and unfactored live load of 100 psf. The lateral loads are independently resisted by shear walls. A flat plate system will be considered first to illustrate the impact longer spans and heavier applied loads. A waffle slab system will be investigated since it is economical for longer spans with heavy loads. The dome voids reduce the dead load and electrical fixtures can be fixed in the voids. Waffle system provides an attractive ceiling that can be left exposed when possible producing savings in architectural finishes. The Equivalent Frame Method (EFM) shown in ACI 318 is used in this example. The hand solution from EFM is also used for a detailed comparison with the model results of spSlab engineering software program from StructurePoint. Figure 1 - Two-Way Flat Concrete Floor System Version: May-18-2017 Contents 1. Preliminary Member Sizing ..................................................................................................................................... 1 2. Flexural Analysis and Design................................................................................................................................. 13 2.1. Equivalent Frame Method (EFM) .................................................................................................................. -

Amvic ICF Installation Manual
ICF INSTALLATION MANUAL Amvic ICF Installation Manual STRONGER EVERY DAY INNOVATIVE INSULATION CONSTRUCTION SOLUTIONS FOR ENERGY EFFICIENT AND COMFORTABLE BUILDINGS BER 2020 BER M 4 NOVE 4 TABLE OF CONTENTS Preface ........................................................................................................................................................................... Technical Support .......................................................................................................................................................... Amvic Website ............................................................................................................................................................... Acknowledgment ........................................................................................................................................................... Disclaimer ...................................................................................................................................................................... Copyright ........................................................................................................................................................................ Part 1 - Introduction .................................................................................................................................................... 8 Part 2 - Products and Availability ............................................................................................................................. -

Feature Articles in This Issue
Above: a 1998 period mockup of a modular space station architecture at Johnson Space Center .Feature Articles in This Issue. IN FOCUS “Green” Space-Based From Lava Tube Skylights to Lava tube Solar Power Needs “Green” Rockets One of the space projects supported by many if Settlements not most space enthusiasts is space-based solar power, Peter Kokh pp 3-6 that is, a multitude of solar power satellites in GEO, Mare Ingenii – Sea of Ingenuity Geosynchronous Earth Orbit. And it is obvious that we Sweet Spot on the Moon’s Farside have to begin with a demonstration unit built of materials Peter Kokh page 6 and parts launched from Earth. Most of us see this as a solution to the growing shortage of “clean” energy. This Lunacrete – Easy Concrete for Lunar Needs is something we can sell to the public, and especially to Larry Beyer pp 7-8 the environmentally aware: [=> p. 2, col. 2 ] Toxic Boosters – Shuttle SRB Boosters => Right: An ATK (formerly Morton Thiokol) Solid Rocket Booster. Each Shuttle uses 2 4-segment SRBs. Constella- tion would use 2 5-segment ones. “Each SRB produces 80% more liftoff thrust than one F-1 engine, the most powerful single-chamber liquid-fueled rocket engine ever flown.” [WP] It is easy to see why we use them. The hush-hush problem is that the SRBs put our very dirty, even toxic, exhaust fumes. See our “In Focus” Editorial. 1 ⇒ In Focus Editorial continued from p. 1. Moon Miners’ Manifesto If the demonstration unit convinces enough Published monthly except January and July., by the Lunar investors (power generation company consortia and Reclamation Society (NSS-Milwaukee) for its members, national governments) that we need to deploy hundreds, members of participating National Space Society chapters, even thousands of larger such units, to meet Earth’s members of The Moon Society, and individuals worldwide. -
ACI 302.1R-15: Guide to Concrete Floor
The attached excerpted resource materials have been made available for use within ACI University. To obtain a full version of this document, please visit the ACI Store. For additional education products, please visit ACI University. ACI 302.1R-15 Guide to Concrete Floor and Slab Construction Reported by Committee 302 Joseph F. Neuber Jr., Chair Russell E. Neudeck, Secretary Patrick J. Harrison, Vice Chair Dennis C. Ahal Jerry A. Holland Nigel K. Parkes Carl Bimel* Bryan M. Birdwell Philip S. Kopf William S. Phelan Michael A. Clark Peter A. Craig Steve R. Lloyd, Sr. Tim H. Robinson William C. Panarese Allen Face Kevin A. MacDonald John W. Rohrer Brian J. Pashina C. Rick Felder Arthur W. McKinney Paul A. Rouis, III Boyd C. Ringo* Edward B. Finkel Donald M. McPhee Domenick Thomas Ruttura Barry E. Foreman Scott C. Metzger Bruce A. Suprenant *Deceased Greg K. Fricks Jeffrey S. Miller Scott M. Tarr Terry J. Fricks Scott L. Niemitalo Consulting Members The quality of a concrete floor or slab is highly dependent on on every project, and that such an occurrence does not necessarily achieving a hard and durable surface that is flat, relatively free reflect adversely on either the adequacy of the floor’s design or the of cracks, and at the proper grade and elevation. Properties of the quality of its construction (Ytterberg 1987). surface are determined by the mixture proportions and the quality This guide describes how to produce high-quality concrete slabs- of the concreting and jointing operations. The timing of concreting on-ground and suspended floors for various classes of service. -

Concrete Terminology
DIVISION 3 - CAST IN PLACE CONCRETE TERMINOLOGY A. CONCRETE: A mixture of 1 part Portland Cement ( 22 lbs ) 2 Parts Dry Sand ( 41 lbs ) 3 Parts Dry Aggregate ( 70 lbs ) ½ Part Water ( 10 lbs ) Admixtures ( 7 lbs ) Total Weight Per Cu. Foot = 150 lbs. Area of 1 CU. FT. 1,728 cu. Inches 1. CAST IN PLACE CONCRETE: Concrete that is formed, poured and cured in it’s permanent position. 2. CURED CONCRETE: Concrete which has reached dehydration and obtained it’s maximum compressive strength. 3. GREEN CONCRETE: Concrete which remains hydrated and is in it’s earliest setting stage and has not hardened or cured appreciably. 4. LIGHTWEIGHT CONCRETE: A concrete mixture of substantially lower unit weight and compressive strength than that made from crushed stone or rock aggregate. Typically used on upper floors or roof tops where normal compressive strength is not a requirement and weight is a factor. 5. MONOLITHILIC CONCRETE: A single pour which includes the footing and slab concrete in a single pour . 6. POST-TENSION CONCRETE: A method of stressing reinforced concrete by which the tendons or cables are tightened after the concrete slab has hardened and in place. 24 7. PRE-CAST CONCRETE: Concrete which is cast and cured in a place other than it’s final resting position. ( Beams, Columns, Slabs, Lintels ) 8. PRE-STRESSED CONCRETE: A process of preparing concrete slabs and beams for extra strength by pouring concrete over tightly drawn steel cables, steel rods or tendons. 9. REINFORCED CONCRETE: Concrete with added materials such as steel rod, wire mesh, fiber mesh, dowel bars, expanded metal fabric, or cold drawn wire cable which act together with the concrete to resist cracking or movement B.