Chapter 1. Overview: Coal Ash Beneficial Use and Mine Land Reclamation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Evaluation of Time Rate of Consolidation and Undrained Shear Strength of Hydraulically Placed Fine Coal Refuse
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 5-2019 EVALUATION OF TIME RATE OF CONSOLIDATION AND UNDRAINED SHEAR STRENGTH OF HYDRAULICALLY PLACED FINE COAL REFUSE Cyrus Jedari Sefidgari University of Tennessee, [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Recommended Citation Jedari Sefidgari, Cyrus, "EVALUATION OF TIME RATE OF CONSOLIDATION AND UNDRAINED SHEAR STRENGTH OF HYDRAULICALLY PLACED FINE COAL REFUSE. " PhD diss., University of Tennessee, 2019. https://trace.tennessee.edu/utk_graddiss/5408 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Cyrus Jedari Sefidgari entitled "EVALUATION OF TIME RATE OF CONSOLIDATION AND UNDRAINED SHEAR STRENGTH OF HYDRAULICALLY PLACED FINE COAL REFUSE." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Civil Engineering. Angelica M. Palomino, Eric C. Drumm, Major Professor We have read this dissertation and recommend its acceptance: Khalid A. Alshibli, John S. Schwartz Accepted for the Council: Dixie L. Thompson Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) EVALUATION OF TIME RATE OF CONSOLIDATION AND UNDRAINED SHEAR STRENGTH OF HYDRAULICALLY PLACED FINE COAL REFUSE A Dissertation Presented for the Doctor of Philosophy Degree The University of Tennessee, Knoxville Cyrus Jedari Sefidgari May 2019 Copyright © 2019 by Cyrus Jedari Sefidgari All rights reserved. -

Environmental Protection Subtitle D: Mine Related Water Pollution Chapter I: Pollution Control Board
IPCB 35 ILLINOIS ADMINISTRATIVE CODE CH. I, SEC. 402 SUBTITLE D TITLE 35: ENVIRONMENTAL PROTECTION SUBTITLE D: MINE RELATED WATER POLLUTION CHAPTER I: POLLUTION CONTROL BOARD PART 402 DEFINITIONS Section 402.100 Terms Defined Elsewhere 402.101 Definitions 402.APPENDIX A References to Previous Rules AUTHORITY: Implementing Sections 12 and 13 and authorized by Section 27 of the Environmental Protection Act [415 ILCS 5]. SOURCE: Adopted at 4 Ill. Reg. 34, p. 164, effective August 7, 1980; codified at 5 Ill. Reg. 34, p. 8527; amended in R84-29 at 11 Ill. Reg. 12890, effective July 27, 1987; amended in R18-24 at 43 Ill. Reg.11580, effective September 25, 2019. Section 402.100 Terms Defined Elsewhere Unless otherwise stated or unless the context clearly indicates a different meaning, the definition of terms used in Subtitle D are the same as those found in the Illinois Environmental Protection Act [415 ILCS 5] (Act), 35 Ill. Adm. Code Subtitle C, Chapter I, and the Federal Water Pollution Control Act of 1972 (FWPCA) (33 USC 1251). (Source: Amended at 43 Ill. Reg. 11580, effective September 25, 2019) Section 402.101 Definitions For purposes of this Subtitle D, the following terms are defined: "Abandon": to transfer ownership of or to close down mining activities, a mine or mine refuse area with no intention by the operator to reopen the affected land. A mine or mine refuse area that has been inoperative for one year is rebuttably presumed abandoned. "Acid or Ferruginous Mine Drainage": mine drainage that, before any treatment, has a pH of less than 6.0 or a total iron concentration greater than 10 mg/L. -

FINAL TECHNICAL REPORT January 1, 2012 Through December 30, 2014
FINAL TECHNICAL REPORT January 1, 2012 through December 30, 2014 Project Title: INFLUENCE OF MACERAL AND MINERAL COMPOSITION ON OHD PROCESSING OF ILLINOIS COAL ICCI Project Number: 12/7A-3 Principal Investigator: Sue M. Rimmer, Southern Illinois University Carbondale Other Investigators: Ken B. Anderson, Southern Illinois University Carbondale John C. Crelling, Southern Illinois University Carbondale Project Manager: Francois Botha, ICCI ABSTRACT Oxidative Hydrothermal Dissolution (OHD) is a coal conversion technology that solubilizes coal by mild oxidation, using molecular oxygen as the oxidant and hydrothermal water (liquid water at high temperature and pressure) as both reaction medium and solvent, producing low-molecular weight organic acids, which are widely used as chemical feedstocks. The primary objectives of this proposal were to determine how maceral composition and rank influence the OHD process, and to determine if OHD could be applied successfully to high-ash (clay-rich) waste products, including slurry pond deposits and beneficiation plant wastes. Our results show that OHD of all Illinois Basin lithotypes studied produced the same suite of compounds. Examination of residues from pulse OHD runs (different timed oxidant pulses) showed that OHD preferentially attacks the vitrinites and liptinites over the inertinites. Collotelinite ("band" vitrinite) develops reaction rims relatively quickly, whereas collodetrinite ("matrix" vitrinite) develops vacuoles before the collotelinite. Liptinites ultimately develop reaction rims and loose fluorescence. Fusinite shows only minimal alteration. OHD of maceral concentrates showed that vitrinite and inertinite macerals produced products similar to those seen for the lithotypes. However, liptinite maceral concentrates (sporinite and cutinite) produced very different compounds including long-chain aliphatic acids, in addition to some of those seen previously in the other lithotypes. -
Reclamation of Coal Refuse Disposal Areas W
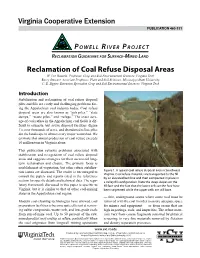
PUBLICATION 460-131 POWELL RIVE R PR OJECT RECLAMATION GUIDELINES FO R SU R FACE -MINED LAND Reclamation of Coal Refuse Disposal Areas W. Lee Daniels, Professor, Crop and Soil Environmental Sciences, Virginia Tech Barry Stewart, Associate Professor, Plant and Soil Sciences, Mississippi State University C. E. Zipper, Extension Specialist, Crop and Soil Environmental Sciences, Virginia Tech Introduction Stabilization and reclamation of coal refuse disposal piles and fills are costly and challenging problems fac- ing the Appalachian coal industry today. Coal refuse disposal areas are also known as “gob piles,” “slate dumps,” “waste piles,” and “refuge.” The exact acre- age of coal refuse in the Appalachian coal fields is dif- ficult to estimate, but active disposal facilities (figure 1) cover thousands of acres, and abandoned refuse piles dot the landscape in almost every major watershed. We estimate that annual production of coal refuse exceeds 10 million tons in Virginia alone. This publication reviews problems associated with stabilization and revegetation of coal refuse disposal areas and suggests strategies for their successful long- term reclamation and closure. The primary focus is establishment of vegetation, but other refuse stabiliza- Figure 1. A typical coal refuse disposal area in Southwest tion issues are discussed. The reader is encouraged to Virginia. Coal refuse materials are transported to the fill consult the papers and reports cited in the references by an elevated belt line and then compacted in place in section for specific details and technical data. The regu- a valley fill configuration. Note the steep slopes on the latory framework discussed in this paper is specific to fill face and the fact that the lower cells on the face have Virginia, but it is similar to that of other coal-mining been vegetated while the upper cells are still bare. -
Coal Refuse Fires, an Environmental Hazard
Information Circular 8515 Coal Refuse Fires, An Environmental Hazard By Lewis M. McNay UNITED STATES DEPARTMENT OF THE INTERIOR Rogers C. B. Morton, Secretary BUREAU OF MINES E1 burt F. Osborn. Director IICl 8515 Bureau of Mines Information Circular/1971 Coal Refuse Fires, An Environmental Hazard , UNITED STATES DEPARTMENT OF THE INTERIOR This publication has been cataloged as follows: MeN ay, Lewis M Coal refuse fires, an environmental hazard. [Washington) U.S. Dept. of the Interidr, Bureau of Mines [1971) 50 pe illus., tables. (U.S. Bureau of Mines. Information circular 8515) Includes bibliography. 1. Spoil banks. I. Tide. (Series) TN23.U71 no. 8515 622.06173 U.S .. Dept. of the Int. Library For sal. by the Su~rjntend"nt of Documents, U.S. Government Printing Office Washington, O.-S 20.02· Price 55 -cent. Stock Number 2.(cr.t~ CONTENTS Abstract. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. 1 Introduction...... .. ......................... ................. .............. ............. ......... ...... ... .... 1 Acknowledgxnents.. .. • . • .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. • .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. 3 Nature and origin of coal- refuse....................................................................... ..... 3 Cause of coal refuse fires.......................................................................................... 5 Nature and extent of fires.................................. ....... ........ ................. .. ...... ........... -
COAL REFUSE DISPOSAL USING ENGINEERING DESIGN and LIME Chemistryl
COAL REFUSE DISPOSAL USING ENGINEERING DESIGN AND LIME CHEMISTRYl Douglas H. Rich2 and Kenneth R. Hutchison3 Abstract: High Power Mountain is a large surface mine located in central West Virginia. The ma.iori ty of production is by mountaintop removal; however, contour combined with highwall mining occurs in a lower seam. Maximum annual production is 3 million raw tonnes. Refuse varies between 600,000 to 900,000 thousand tonnes annually, Combined ( coarse and fine) refuse disposal is planned as part of the mining reclamation process by use of "refuse cells". These engineered structures are designed to encapsulate and isoloate the refuse from the environment. In addition, lime chemistry ( lime kiln dust) is used to control acid mine drainage and stabilize the combined refuse. The benefits of the lime kiln dust amendment include increased pH and alkalinity, elimination of bacterial growth, limit.ing the formation of acid water, decreasing metal mobilization, increasing the workability of combined refuse, and stabilizing the refuse. By using engineering design concepts combined with lime chemistry, it has been demonstrated (both from a theoretical standpoint and Practical experience) that acid mine drainage is controllable and that refuse can be disposed of in an environmentally sound manner, The key is to treat the problem (refuse), not the symptom (AMD) of the problem. Additional Key Words: lime kiln dust, combined coal refuse, engineered refuse cells, acid mine drainage, Introduction High Power Mountain (HPM) is a large surface mine located in the central portion of West Virginia. The mine began production in 1985 and has produced over 16 million raw tonnes of coal by the mountaintop removal, contour and highwall mining methods. -

Coal Beneficiation (AKA Coal Cleaning Or Preparation) These Projects Resulted in Many Potential Applications for Coal-Derived Feedstocks
No molecule left behind or toward zero waste mining No molecule left behind—US DOE Toward zero waste mining—Canada Mining Innovation Council New products from coal may require new coal specifications that can be achieved through coal beneficiation (AKA coal cleaning or preparation) These projects resulted in many potential applications for coal-derived feedstocks. These include: (1) Use of anthracite as a sorbent to capture CO2 emissions; (2) Use of anthracite-based carbon as a catalyst; (3) Use of processed anthracite in carbon electrodes and carbon black; (4) Use of raw coal refuse for producing activated carbon; (5) Reusable PACs to recycle captured mercury; (6) Use of combustion and gasification chars to capture mercury from coal-fired power plants; (7) Development of a synthetic coal tar enamel; (8) Use of alternative binder pitches in aluminum anodes; (9) Use of Solvent Extracted Carbon Ore (SECO) to fuel a carbon fuel cell; (10) Production of a low cost coal-derived turbostratic carbon powder for structural applications; (11) Production of high-value carbon fibers and foams via the co-processing of a low-cost coal extract pitch with well-dispersed carbon nanotubes; (12) Use of carbon from fly ash as metallurgical carbon; (13) Production of bulk carbon fiber for concrete reinforcement; and (14) Characterizing coal solvent extraction processes. Power Plants . Transportation/efficiency specifications: ash (typically 10-12 % for US Eastern bituminous coal), Btu . Handling specifications: particle size (topsize and limit on fines), moisture (typically ~7-8% for US Eastern bituminous coal) . Mineral composition for slagging/fouling: ash fusion temperatures, ash constituents . Efficient combustion in general: moisture, ash, Btu, grindability . -

Waste Deep Filling Mines with Coal Ash Is Profit for Industry, but Poison for People 116 John Street Suite 3100 New York, NY 10038
Waste Deep Filling Mines with Coal Ash Is Profit for Industry, But Poison for People 116 John Street Suite 3100 New York, NY 10038. Credits: Writers: Martha Keating, Lisa Evans, Ben Dunham, and Jeff Stant Design: Patricia Gunn Printing: McArdle Printing Company, Inc. Union/recycled/FSC bugs tk here www.earthjustice.org/coalash executive summary isposal of coal combustion waste in coal mines is poisoning streams waste into mines is especially dangerous because mining often creates conditions that and drinking water supplies across the country. The solid waste allow for more rapid contamination of adjacent groundwater. Based on mine disposal generated by burning coal in power plants is the second largest rates in Pennsylvania, West Virginia, Indiana, Ohio, Illinois, Texas, North Dakota, and industrial waste stream in the United States. In fact, enough coal New Mexico, plus conservative estimates of mine disposal in seven other coal basin combustion waste (CCW) is generated each year in the United states, we estimate that approximately 24 to 25 million tons of CCW, or 20 percent of States to fill a train stretching from Washington, D.C. to Melbourne, generation, are minefilled each year. Australia. With no federal standards for disposal of coal combustion waste, more com- Under these conditions, the waste’s toxic contaminants, including arsenic, cadmium, monly referred to as coal ash, companies often dump it in locations that allow numerous D chromium, lead, selenium and thallium, can readily pollute streams and drinking water. toxic constituents to leach, or dissolve, out of the waste and into nearby streams, ponds, These chemicals can result in a number of health effects in humans, including neurological rivers, lakes and other waters. -

Journal of Faculty of Engineering & Technology
JFET 21(2) (2014) 105-117 Journal of Faculty of Engineering & Technology Journal homepage: www.pu.edu.pk/journals/index.php/jfet/index INVESTIGATIONS OF THERMAL CONVERSION AND KINETICS OF LOW-GRADE COAL AND BAGASSE USING THERMOGRAVEMETRIC TECHNIQUE. S. Hussain 1*, K. Shahzad 2, K.S. Akthar 1, N.A. Akhthar3 , A. Chughtai 4 1NFC Institute of Engineering and Technology, Multan, Pakistan. 2 Centre for Coal Technology, University of the Punjab, Lahore, Pakistan. 3National Textile University Faisalabad, Pakistan 4School of Chemical and Material Engineering NUST Islamabad, Pakistan Abstract In the present study thermal characterization of most abundantly available indigenous low grade coal (Chamalang) and residue of agricultural waste (bagasse) have been investigated using thermogravimetric techniques. Proximate and ultimate analyses were also performed and heating values were measured. The operating parameters like heating rate (15, 20, & 40 0C/min), feed composition (85/15, 91/9 & 94/6), equivalence ratio (ER value 0.25, 0.30 & 0 35) that effects the kinetics and thermal conversion process were tested using TGA in non- isothermal mode by maintaining sub-stoichiometric environment. TGA was operated from room temperatures to 950 0C and it was observed that these parameters have very pronounced effects on the kinetics and conversion of these fuels. Coal-bagasse blends 91/9 (% w/w), heating rate of 20 0C/min and ER value 0.30 gives the optimum conversion. These parameters also had shown a substantial effect on the frequency factor (A -1) and little impact on activation energy (Ea) that was determined by the regression analyses of weight loss data of TGA. -

Coal Excise Tax
Internal Revenue Service Coal Excise Tax Audit Technique Guide (ATG) NOTE: This guide is current through the publication date. Since changes may have occurred after the publication date that would affect the accuracy of this document, no guarantees are made concerning the technical accuracy after the publication date. This material was designed specifically for training purposes only. Under no circumstances should the contents be used or cited as sustaining a technical position. The taxpayer names and addresses shown in this publication are hypothetical. They were chosen at random from a list of names of American colleges and universities as shown in Webster’s Dictionary or from a list of names of counties in the United States as listed in the U.S. Government Printing Office Style Manual. www.irs.gov Training 3147-111 (05-2005) Catalog Number 84915Q COAL EXCISE TAX FOREWORD This Market Segment Specialization Program (MSSP) guide was developed to provide excise tax agents with specific tools to examine issues relating to domestic produced coal. The guide provides guidance on 13 potential audit issues, general audit guidelines, sample IDR requests, a glossary of mining terms, and includes background information on the coal mining industry. The examples and the citations in this guide are based upon 2006 law. While some of the provisions of IRC sections 4121, 4216, and 6416 are explained, the primary focus of the module is not an in-depth explanation of the law, but rather a guide to audit issues. Coal Excise Tax TABLE OF CONTENTS Chapter -
Using a Magnetometer. for Investigating Underground Coal Mine Fires, Burning Coal Refuse Banks, and for Locating Amd Source Areas on Surface Mines 1
USING A MAGNETOMETER. FOR INVESTIGATING UNDERGROUND COAL MINE FIRES, BURNING COAL REFUSE BANKS, AND FOR LOCATING AMD SOURCE AREAS ON SURFACE MINES 1 by Joseph Schueck, P.E. 2 Abstract. A variety of problems ranging from post mining acidic discharges to underground mine fires may develop on completed coal mining sites. Unless the site conditions can be accurately defined, solutions to these problems have little chance of success. Studies indicate acid mine drainage (AMD) often forms in localized areas within a backfilled strip mine. Underground mine fires and burning waste banks do not burn in a laterally continuous pattern. Accurate definition of site conditions using drilling is almost impossible because of this lateral discontinuity. However, geophysical surveying can provide much of this information. Chemical or thermal oxidation of pyrite forms magnetic minerals. Determining the locations of the transformed pyrite equates to a knowledge of the AMD production areas or areas which have burned and cooled. Magnetic surveying can determine the spatial distribution of the resultant magnetic minerals. Electromagnetic terrain conductivity can delineate pollution plumes on AMD production sites. An underground mine fire, a burning refuse bank, and a reclaimed strip mine producing AMD were mapped using magnetometry. Terrain conductivity was also used on the AMD site. Areas of the underground mine and refuse bank which had burned and cooled were delineated. AMD source areas and the resultant pollutional groundwater plume were defined on the third site. Additional Key Words: magnetometry, electromagnetic terrain conductivity, acid mine drainage, underground mine fires, burning refuse banks, magnetic susceptibility 1 Paper presented at the 1990 Mining and Reclamation Conference and Exhibition, Charleston, West Virginia, April 23‐26, 1990. -

Economic and Environmental Analysis of Pennyslvania's
ECONOMIC AND ENVIRONMENTAL ANALYSIS OF PENNYSLVANIA’S COAL REFUSE INDUSTRY FINAL REPORT September 8, 2016 FINAL REPORT SUBMITTED TO: ARIPPA 2015 Chestnut Street Camp Hill, PA 17011 FINAL REPORT SUBMITTED BY: Econsult Solutions, Inc. 1435 Walnut Street Philadelphia, PA 19102 Econsult Solutions, Inc.| 1435 Walnut Street, Ste. 400 | Philadelphia, PA 19102 | 215-717-2777 | econsultsolutions.com Economic and Environmental Analysis of Pennsylvania’s Coal Refuse Industry |Final Report 2 TABLE OF CONTENTS Table of Contents............................................................................................................................ 2 Executive Summary ........................................................................................................................ 3 1.0 Industry Overview ................................................................................................................. 6 1.1 Public Benefits of the Coal Refuse Industry .............................................................. 6 1.2 Pennsylvania’s Coal Mining Legacy ......................................................................... 7 1.3 Development of Pennsylvania’s Coal Refuse Industry ........................................... 9 1.4 Industry Challenges ................................................................................................... 11 1.4.1 Regulatory Challenges ............................................................................................. 12 1.4.2 Marketplace Challenges .........................................................................................