The Potential Production of the Bioactive Compound Pinene Using Whey Permeate
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Topical Toxicity of Essential Oils to the German Cockroach (Dictyoptera: Blattellidae)
HOUSEHOLD AND STRUCTURAL INSECTS Topical Toxicity of Essential Oils to the German Cockroach (Dictyoptera: Blattellidae) 1,2 1 3 ALICIA K. PHILLIPS, ARTHUR G. APPEL, AND STEVEN R. SIMS J. Econ. Entomol. 103(2): 448Ð459 (2010); DOI: 10.1603/EC09192 ABSTRACT The toxicity of 12 essential oil components [carvacrol, 1,8-cineole, trans-cinnamalde- Downloaded from https://academic.oup.com/jee/article/103/2/448/2199422 by guest on 28 September 2021 hyde, citronellic acid, eugenol, geraniol, S-(Ϫ)-limonene, (Ϫ)-linalool, (Ϫ)-menthone, (ϩ)-␣- pinene, (Ϫ)--pinene, and thymol] to adult male; adult female; gravid female; and large, medium, and small nymphs of the German cockroach, Blattella germanica (L.) (Dictyoptera: Blattellidae), was determined. Thymol was the most toxic essential oil component to adult males, gravid females, and medium nymphs, with LD50 values of 0.07, 0.12, and 0.06 mg per cockroach, respectively. trans- Cinnamaldehyde was the most toxic essential oil component to adult females, large nymphs, and small ϩ ␣ nymphs, with LD50 values of 0.19, 0.12, and 0.04 mg per cockroach, respectively. ( )- -Pinene was the least toxic essential oil component to all stages of the German cockroach. The most frequently occurring susceptibility ranking for the stages was small nymphs Ͼ medium nymphs Ͼ adult males Ͼ large nymphs Ͼ gravid females Ͼ adult females. Adult females were the least susceptible to the essential oils, so they will be the determining factor when considering a rate for Þeld application. Toxicity was positively correlated with essential oil component density and boiling point; however, there was no signiÞcant correlation between toxicity and lipophilicity. -

Emission and Abundance of Biogenic Volatile Organic Compounds in Wind-Throw Areas of Upland Spruce Forests in Bavaria Benjamin S
Technische Universität München Wissenschaftszentrum Weihenstephan für Ernährung, Landnutzung und Umwelt Lehrstuhl für Atmosphärische Umweltforschung Emission and abundance of biogenic volatile organic compounds in wind-throw areas of upland spruce forests in Bavaria Benjamin S. J. Wolpert Vollständiger Abdruck der von der Fakultät Wissenschaftszentrum Weihenstephan für Ernährung, Landnutzung und Umwelt der Technischen Universität München zur Erlangung des akademischen Grades eines Doktors der Naturwissenschaften (Dr. rer. nat.) genehmigten Dissertation. Vorsitzender: Univ.-Prof. Dr. Reinhard Schopf Prüfer der Dissertation: 1. Univ.-Prof. Hans Peter Schmid, Ph.D. 2. Univ.-Prof. Dr. Annette Menzel 3. Prof. Jose Fuentes, Ph.D., Pennsylvania State University, USA (nur schriftliche Beurteilung) Die Dissertation wurde am 02.05.2012 bei der Technischen Universität München eingereicht und durch die Fakultät Wissenschaftszentrum Weihenstephan für Ernährung, Landnutzung und Umwelt am 07.09.2012 angenommen. Table of contents 1. Introduction ............................................................................. 1 1.1. Motivation ................................................................................................... 1 1.2. Biogenic volatile organic compounds .......................................................... 2 1.3. Monoterpenoids .......................................................................................... 3 1.4. Functional relationship of monoterpenes and plants ................................... 5 1.4.1. -

DIFFERENCES in Terpenoid Levels Between Plant Species Are Known To
GENETICS OF TEP.PENES I. GENE CONTROL OF MONOTERPENE LEVELS IN PINUS MONTICOLA DOUGL. JAMES W. HANOVER Geneticist, Forestry Sciences Laboratory, lntermountain Forest and Range Experiment Station, U.S. Department of Agriculture, Moscow, Idaho * Receivedi o.v.6 1.INTRODUCTION DIFFERENCESin terpenoid levels between plant species are known to exist but little is known about their genetic bases. The terpenes have been used extensively in biochemical systematic studies in Pinus (Mirov, 1958, 1961; Williams and Bannister, 1962; Forde, 1964), Eucalyptus (Baker and Smith, 1920; Penfold and Morrison, 1927), Cup ressacee (Erdtman, 1958),andmany other plant families and genera (Alston and Turner, 1963).Thesestudies were usually based upon the assumption that variation within a species is relatively small. Although this may be valid in some cases, Bannister et al. (1962)andothers have shown that the level of terpenes can vary with geographic origin within a species. Recent data on tree-to-tree variability in the monoterpenes of Pinus ponderosa Laws. show that such variation can be relatively large (Smith, 1964). Results of similar work in our laboratory with western white pine (Pinus monticola Dougi.) also revealed substantial qualitative and quantitative variation in the cortex monoterpenes between trees. In order to provide a basis for the use of terpenes for comparative biochemical studies, an understanding of both their variability and mode of inheritance is essential. The objective of the present study is to demonstrate the degree to which levels of six monoterpene compounds are gene-controlled in western white pine. Interrelations among the terpenes and between terpenes and growth are also considered, 2.MATERIALS AND METHODS Thematerials for this study are of three types: (i) parents—as clonal lines of grafts, () F1 progeny from crosses between the ortets (parents) represented by the clones, and () S1 progeny of the parent trees. -

Determination of Terpenoid Content in Pine by Organic Solvent Extraction and Fast-Gc Analysis
ORIGINAL RESEARCH published: 25 January 2016 doi: 10.3389/fenrg.2016.00002 Determination of Terpenoid Content in Pine by Organic Solvent Extraction and Fast-GC Analysis Anne E. Harman-Ware1* , Robert Sykes1 , Gary F. Peter2 and Mark Davis1 1 National Bioenergy Center, National Renewable Energy Laboratory, Golden, CO, USA, 2 School of Forest Resources and Conservation, University of Florida, Gainesville, FL, USA Terpenoids, naturally occurring compounds derived from isoprene units present in pine oleoresin, are a valuable source of chemicals used in solvents, fragrances, flavors, and have shown potential use as a biofuel. This paper describes a method to extract and analyze the terpenoids present in loblolly pine saplings and pine lighter wood. Various extraction solvents were tested over different times and temperatures. Samples were analyzed by pyrolysis-molecular beam mass spectrometry before and after extractions to monitor the extraction efficiency. The pyrolysis studies indicated that the optimal extraction method used a 1:1 hexane/acetone solvent system at 22°C for 1 h. Extracts from the hexane/acetone experiments were analyzed using a low thermal mass modular accelerated column heater for fast-GC/FID analysis. The most abundant terpenoids from Edited by: the pine samples were quantified, using standard curves, and included the monoter- Subba Rao Chaganti, University of Windsor, Canada penes, α- and β-pinene, camphene, and δ-carene. Sesquiterpenes analyzed included Reviewed by: caryophyllene, humulene, and α-bisabolene. Diterpenoid resin acids were quantified in Yu-Shen Cheng, derivatized extractions, including pimaric, isopimaric, levopimaric, palustric, dehydroabi- National Yunlin University of Science and Technology, Taiwan etic, abietic, and neoabietic acids. -

Catàleg E-Liquids ENG.Indd
our aromas Composition What are E-liquids? The cannabis aromas (cannabis terpenes profiles) of Cali Terpenes are from botanical origin, 100% pure, E-liquids, e-juice or food grade, toxic-free and GMO-free. vaping liquids are liquid mixtures intended to be vaporized in electronic cigarettes and the main objective of e-liquids is to offer an alternative to smokers, as it’s proven 100% faithful aroma to be 95% healthier www.caliterpenes.com than smoking. of each strain e-liquids catalog our e-liquids Composition Our e-liquids are composed exclusively of propylene glycol (PG), vegetable glycerin (VG) and food grade cannabis aromas of botanical origin. What is CBD? For its minimum vegetable glycerin content is the healthiest e-liquid on the market. CBD (or Cannabidiol) is one of the non-psychoactive components of cannabis and hemp. CBD acts on our High quality formulation, in collaboration endocannabinoid system with the doctor Mariano Garcia de Palau. and stimulates the natural response of the body against stress or pain. THC NIC VIT.E FREE FREE FREE CBD contained in our E-liquids is produced under Follow us: Do not Do not Do not GMP standard, with approximately 99,8% purity. contain contain contain @caliterpenes @cali_terpenes THC Nicotine Vit E @caliterpenes @caliterpenes E-LIQUID WITH TERPENES Available formats: • 10ml - 0 mg CBD Flavor Flavor Flavor Flavor Flavor • 50ml - 0 mg CBD Sweet / Blueberries / Pine Citric / Fresh / Sweet Sweet / Citric / Peppery Earthy / Deep / Pungent Diesel / Citric / Herbal Main terpenes Main terpenes Main terpenes Main terpenes Main terpenes Enjoy the taste of Terpinolene, Caryophyllene, Beta-Ocimene, Caryophyllene, Myrcene, L-alpha-Pinene, Caryophyllene, d-Limonene, Myrcene, Myrcene, Caryophyllene, d-Limonene, Caryophyllene, Myrcene, Limonene, Linalool, Myrcene, Beta-Pinene, D-Limonene, Alpha- D-Limonene, L-beta-Pinene, L-beta-Pinene, Linalool, L-alpha-Pinene, D-Alpha-Pinene, Alpha-Pinene, Beta-Pinene. -

Living Polymerization of Renewable Vinyl Monomers Into Bio-Based Polymers
Polymer Journal (2015) 47, 527–536 & 2015 The Society of Polymer Science, Japan (SPSJ) All rights reserved 0032-3896/15 www.nature.com/pj FOCUS REVIEW Controlled/living polymerization of renewable vinyl monomers into bio-based polymers Kotaro Satoh1,2 In this focused review, I present an overview of our recent research on bio-based polymers produced by the controlled/living polymerization of naturally occurring or derived renewable monomers, such as terpenes, phenylpropanoids and itaconic derivatives. The judicious choice of initiating system, which was borrowed from conventional petrochemical monomers, not only allowed the polymerization to proceed efficiently but also produced well-defined controlled/living polymers from these renewable monomers. We were able to find several controlled/living systems for renewable monomers that resulted in novel bio-based polymers, including a cycloolefin polymer, an AAB alternating copolymer with an end-to-end sequence, a phenolic and high-Tg alternating styrenic copolymer, and an acrylic thermoplastic elastomer. Polymer Journal (2015) 47, 527–536; doi:10.1038/pj.2015.31; published online 13 May 2015 INTRODUCTION aliphatic olefins and styrenes,22,23 whereas the latter applies to most Bio-based polymers are attractive materials from the standpoints of unsaturated compounds bearing C = Cbonds.24–38 Controlled/living being environmentally benign and sustainable. They are usually radical polymerization can precisely control the molecular weights and derived from renewable bio-based feedstocks, such as starches, plant the terminal groups of numerous monomers and has opened a new oils and microbiota, as an alternative to traditional polymers from field of precision polymer synthesis that has been applied to the fossil resources.1 Most of the bio-based polymers produced in the production of a wide variety of functional materials based on 1990s were polyesters prepared via condensation or ring-opening controlled polymer structures. -

Importance of Secondary Organic Aerosol Formation of Α-Pinene, Limonene, and M-Cresol Comparing Day- and Nighttime Radical Chemistry
Atmos. Chem. Phys., 21, 8479–8498, 2021 https://doi.org/10.5194/acp-21-8479-2021 © Author(s) 2021. This work is distributed under the Creative Commons Attribution 4.0 License. Importance of secondary organic aerosol formation of α-pinene, limonene, and m-cresol comparing day- and nighttime radical chemistry Anke Mutzel1,a, Yanli Zhang1,2, Olaf Böge1, Maria Rodigast1,b, Agata Kolodziejczyk3,1, Xinming Wang2, and Hartmut Herrmann1 1Leibniz Institute for Tropospheric Research (TROPOS), Atmospheric Chemistry Department (ACD), Permoserstr. 15, 04318 Leipzig, Germany 2State Key Laboratory of Organic Geochemistry and Guangdong Key Laboratory of Environmental Protection and Resources Utilization, Guangzhou Institute of Geochemistry, Chinese Academy of Sciences, Guangzhou 510640, China 3Institute of Physical Chemistry of the Polish Academy of Sciences, Kasprzaka 44/52, 01-224 Warsaw, Poland anow at: Eurofins Institute Dr. Appelt Leipzig, Täubchenweg 28, 04318 Leipzig bnow at: Indulor Chemie GmbH & Co. KG Produktionsgesellschaft Bitterfeld, 06749 Bitterfeld-Wolfen, Germany Correspondence: Anke Mutzel ([email protected]) and Hartmut Herrmann ([email protected]) Received: 19 November 2019 – Discussion started: 29 January 2020 Revised: 11 March 2021 – Accepted: 6 April 2021 – Published: 4 June 2021 Abstract. The oxidation of biogenic and anthropogenic com- which originated from α-pinene varied between 2 and 80 % pounds leads to the formation of secondary organic aerosol as a function of RH. mass (SOA). The present study aims to investigate α-pinene, Furthermore, SOA from α-pinene revealed pinonic acid as limonene, and m-cresol with regards to their SOA formation the most important particle-phase constituent under day- and potential dependent on relative humidity (RH) under night- nighttime conditions with a fraction of 1–4 %. -

Limonene and (+)-Α-Pinene on Bacterial Cells
biomolecules Article The Mode of Action of Cyclic Monoterpenes (−)-Limonene and (+)-α-Pinene on Bacterial Cells Olga E. Melkina 1, Vladimir A. Plyuta 2 , Inessa A. Khmel 2 and Gennadii B. Zavilgelsky 1,* 1 State Research Institute of Genetics and Selection of Industrial Microorganisms of the National Research Centre “Kurchatov Institute”, Kurchatov Genomic Center, 117545 Moscow, Russia; [email protected] 2 Institute of Molecular Genetics of the National Research Center “Kurchatov Institute”, 123182 Moscow, Russia; [email protected] (V.A.P.); [email protected] (I.A.K.) * Correspondence: [email protected] Abstract: A broad spectrum of volatile organic compounds’ (VOCs’) biological activities has attracted significant scientific interest, but their mechanisms of action remain little understood. The mechanism of action of two VOCs—the cyclic monoterpenes (−)-limonene and (+)-α-pinene—on bacteria was studied in this work. We used genetically engineered Escherichia coli bioluminescent strains harboring stress-responsive promoters (responsive to oxidative stress, DNA damage, SOS response, protein damage, heatshock, membrane damage) fused to the luxCDABE genes of Photorhabdus luminescens. We showed that (−)-limonene induces the PkatG and PsoxS promoters due to the formation of reactive oxygen species and, as a result, causes damage to DNA (SOSresponse), proteins (heat shock), and membrane (increases its permeability). The experimental data indicate that the action of (−)- limonene at high concentrations and prolonged incubation time makes degrading processes in cells irreversible. The effect of (+)-α-pinene is much weaker: it induces only heat shock in the bacteria. Moreover, we showed for the first time that (−)-limonene completely inhibits the DnaKJE–ClpB bichaperone-dependent refolding of heat-inactivated bacterial luciferase in both E. -

Chemical Composition and Antimicrobial Activity of Essential Oils Obtained from Leaves and Flowers of Salvia Hydrangea DC. Ex Be
www.nature.com/scientificreports OPEN Chemical composition and antimicrobial activity of essential oils obtained from leaves and fowers of Salvia hydrangea DC. ex Benth. Mansureh Ghavam 1*, Maria Letizia Manca 2, Maria Manconi2 & Gianluigi Bacchetta2,3 The majority of essential oils obtained from vascular plants have been demonstrated to be efective in treating fungal and bacterial infections. Among others, Salvia hydrangea is an endemic half-shrub belonging to the Lamiaceae family that has been widely used from ancient times in Iranian traditional medicine. The aim of this study was to compare the composition and antimicrobial properties of essential oils obtained from leaves or fowers of this plant, collected from the Daran region of Iran during June 2018. The oils were obtained using Clevenger apparatus, their composition was evaluated by means of gas chromatography/mass spectrometry (GC/MS) and the antimicrobial properties were assayed by measuring inhibition halos, minimum inhibitory concentration (MIC) and minimum bactericidal concentration (MBC). The yield of leaf oil was ~ 0.25% and that of fower oil was ~ 0.28%. Oil composition was afected by the part of the plants used: the most abundant bioactives contained in leaf essential oil were (+)-spathulenol (16.07%), 1,8-cineole (13.96%), trans-caryophyllene (9.58%), β-pinene (8.91%) and β-eudesmol (5.33%) and those in fower essential oil were caryophyllene oxide (35.47%), 1,8-cineole (9.54%), trans-caryophyllene (6.36%), β-eudesmol (4.11%), caryophyllenol-II (3.46%) and camphor (3.33%). Both the oils showed a signifcant inhibitory and lethal efect on the Gram-negative bacteria Pseudomonas aeruginosa (MIC ~ 16 µg/mL), Shigella dysenteriae and Klebsiella pneumoniae (MIC ~ 62 µg/mL). -

Pinene and Limonene SOA Yields
Atmos. Chem. Phys. Discuss., 8, 15595–15664, 2008 Atmospheric www.atmos-chem-phys-discuss.net/8/15595/2008/ Chemistry ACPD © Author(s) 2008. This work is distributed under and Physics 8, 15595–15664, 2008 the Creative Commons Attribution 3.0 License. Discussions α This discussion paper is/has been under review for the journal Atmospheric Chemistry -pinene and and Physics (ACP). Please refer to the corresponding final paper in ACP if available. limonene SOA yields H. Saathoff et al. Temperature dependence of yields of Title Page secondary organic aerosols from the Abstract Introduction ozonolysis of α-pinene and limonene Conclusions References Tables Figures H. Saathoff1, K.-H. Naumann1, O. Mohler¨ 1, A.˚ M. Jonsson2, M. Hallquist2, 3 3 3 1 A. Kiendler-Scharr , Th. F. Mentel , R. Tillmann , and U. Schurath J I 1Institute for Meteorology and Climate Research, Forschungszentrum Karlsruhe, J I Hermann-von-Helmholtz-Platz 1, 76344 Eggenstein-Leopoldshafen, Germany 2 Dept. of Chemistry, Atmospheric Science, Univ. of Gothenburg 412 96 Goteborg,¨ Sweden Back Close 3Institute of Chemistry and Dynamics of the Geosphere 2, Forschungszentrum Julich,¨ 52425 Julich,¨ Germany Full Screen / Esc Received: 15 July 2008 – Accepted: 16 July 2008 – Published: 15 August 2008 Printer-friendly Version Correspondence to: H. Saathoff (harald.saathoff@imk.fzk.de) Interactive Discussion Published by Copernicus Publications on behalf of the European Geosciences Union. 15595 Abstract ACPD Secondary organic aerosol (SOA) formation has been investigated as a function of temperature and humidity for the ozone-initiated reaction of the two monoterpenes 8, 15595–15664, 2008 α-pinene (243–313 K) and limonene (253–313 K) using the 84.5 m3 aerosol chamber 5 AIDA. -
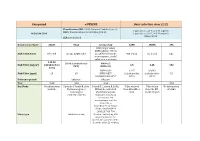
Compound Α-PINENE Data Collection Sheet (1/2)
Compound α-PINENE Data collection sheet (1/2) Classification GHS: H332: Harmful if inhaled (cat. 4), 1 ppm (in air, 23 °C) = 5.61 mg/m3 H319: Causes serious eye irritation (cat. 2) N°CAS 80-56-8 1 ppm (in air, 20 °C) = 5.66 mg/m3 MW=136.23 CLP: not included Organization Name ACGIH BAuA German IAQ AgBB ANSES AFS RWI (target value) RWII (adverse effects Risk Value Name 8-h TWA Occup. target value possible) for bicyclic NIK (=LCI) CLI (=LCI) OEL monoterpenes, model substance = α-pinene 112.12 56.06 (calculated for RWI=0.2 Risk Value (mg/m3) (calculated for 1.5 0.45 150 23°C) RWII=2.0 23°C) RWI=0.036 0.267 0.0803 Risk Value (ppm) 20 10 RWII=0.357 (calculated for (calculated for 25 (calculated for 23°C) 23°C) 23°C) Reference period Subacute Subacute Year 2008 2005 2003 1990 Key Study No information Järvisalo J, Vainio H: Acta Johard U, Larsson K, Löf A, Value derived Value taken No information available Pharmacologica et Eklund A: Controlled from AFS-OEL: × from the EU- available Toxicologica short-time terpene 0.01 INDEX Project 1980;46(1):32–36 exposure induces an increase of the macrophages and the mastcells in bronchoalveolar lavage fluids. Am J Ind Med 1993;23:793–799 Study type Inhalation study 8 volunt. inhalating 450 mg/m3 mixture of α- pinene, beta-pinene, delta- 3-carene (10:1:5). 4×3hrs, in 2 weeks. Elevated cell- concentrations in BAL after exposition, interpreted as acute alveolar cellular reaction / inflammation marker. -

Gallstones' J
Gut, 1979, 20, 312-317 Gut: first published as 10.1136/gut.20.4.312 on 1 April 1979. Downloaded from Clinical trial Rowachol - a possible treatment for cholesterol gallstones' J. DORAN, M. R. B. KEIGHLEY, AND G. D. BELL From the University Department of Therapeutics, City Hospital, Nottingham, and the University Department of Surgery, General Hospital, Birmingham SUMMARY It has been claimed that Rowachol, a proprietary choleretic, is occasionally successful in the treatment of gallstones. In gallstone patients we have examined its effect on the lipid composi- tion of (1) samples of fasting gall bladder bile obtained at the time of cholecystectomy, and (2) T-tube bile on the tenth post-operative day. In a dose of two capsules, three times a day for only 48 hours, Rowachol significantly lowered the cholesterol solubility of both gall bladder (p < 0001) and T-tube bile (p < 005). Rowachol in a dose of one capsule three times a day for 48 hours did not alter bile composition, while four capsules four times a day for a similar period caused a significant (p < 0-05) deterioration in biliary lipid composition. The possible mechanisms ofaction of Rowachol and their therapeutic implications are discussed. The bile of patients with cholesterol gallstones is purified plant essential oils-for example, 1-menthol frequently saturated with cholesterol (Admirand and from Mentha piperidis, the peppermint plant or Small, 1968). It has been shown that chenodeoxy- 1-cineol from eucalyptus leaves. This particular cholic acid (CDCA) enhances the cholesterol combination of terpenes was chosen by the manu- of human bile and in suitable facturer in it a solubility patients because, the rat, was shown to have http://gut.bmj.com/ promotes dissolution of cholesterol gallstones larger and more sustained choleretic effect than (Bell et al., 1972; Danzinger et al., 1972; Thistle and equimolar quantities of any of its individual con- Hofmann, 1973; Iser et al., 1975; Thistle et al., stituents (Morsdorf, 1966).