Ingrain's Vision Is to Transform Brewers' Spent Grain, a Waste Product Of
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Winners by Brewery
10 Barrel Brewing Co Boise Medal Entry Category Bronze All American Brown 9C - American-Style Brown Ale Bronze Cynical 9F - Cascadian Style Dark Ale 10 Barrel Brewing Company -Bend Medal Entry Category Gold Joe 7D - American-Style India Pale Ale Silver German Sparkle Party 11A - Berliner-Style Weisse Silver Cucumber Crush 17C - Vegetable or Field Beers Bronze Californication 15A - California Common 10 Barrel Brewing-Portland Medal Entry Category Silver Ginger Saison 17E - Herbed/Spiced Alaskan Brewing Company Medal Entry Category Bronze Smoked Porter 16B - Smoke-Flavored Beer Altitude Chophouse and Brewery Medal Entry Category Gold Looking Glass 10B - English-Style Old Ale Angry Hanks Medal Entry Category Silver Frost killer 8F - Scottish-Style Export Angry Orchard Cider Company Medal Entry Category Gold Angry Orchard Cinnful Apple 19C - Specialty (Flavored) Ciders Silver Angry Orchard Ginger 19C - Specialty (Flavored) Ciders Bronze Angry Orchard Muse 19C - Specialty (Flavored) Ciders Anheuser-Busch, LLC Medal Entry Category Gold Michelob Ultra 1A - American-Style Light (Low-Calorie) Lager Gold Landshark 1C - Latin American- or Tropical-Style Lager Gold Bud Ice 1D - American-Style Malt Liquor or Ice Lager Gold Busch Signature 3A - American-Style Amber Lager Gold Busch NA 14 - Non-Alcoholic Beers, Lager or Ale Bronze Montejo 1C - Latin American- or Tropical-Style Lager Bronze Busch Ice 1D - American-Style Malt Liquor or Ice Lager Bronze Stella Artois Lager 2D - Dortmunder/Export Bronze Budweiser Black Crown 3A - American-Style Amber Lager -

2018 Stewardship Report Inclusive, Recognizes the Innovation and Evolution of Dear Valued Brewers the Brewing Community, and Adds More Breweries to the Craft Data Set
2018 Stewardship Report inclusive, recognizes the innovation and evolution of Dear Valued Brewers the brewing community, and adds more breweries to the craft data set. Association Member: FORTIFYING OUR VOICE Also at its final meeting of 2018, the BA board of directors approved the creation of a new member- 2018 was another milestone year for the craft brewing ship class to recognize the growth and importance of community. With more than 7,000 small and inde- taprooms with representation and a voice at the pendent breweries in operation and a brewery within table. In addition, the board approved the formation 10 miles of 85 percent of all Americans, the Brewers of a political action committee to strengthen our posi- Association accomplished much on your behalf tion in Washington., D.C. Look for more information to throughout the year to strengthen the brewing com- come in 2019. munity and provide tools to succeed in a competitive environment. In 2018, the BA focused on: These resources address safety, sustainability, supply HONORING CHARLIE chain, quality, draught beer quality, and engineering 2018 was also bittersweet as we bid topics; relay industry guidelines and metrics; and help farewell to Charlie Papazian, our bridge the gap in technical acumen. guiding light for the past 40 years. His influence on the homebrewing and craft brewing community is immeasurable. Who could have ENSURING A HEALTHY SUPPLY CHAIN predicted that a simple wooden To further the development of a robust and sustainable spoon, ingenuity, and passion raw materials supply chain, the Brewers Association’s would spawn a community of more Research and Service Grants program awarded than 1.1 million homebrewers and 7,000 $430,000 to 17 research projects in 2018. -

Green Brewing: Part One
Portland State University PDXScholar Business Faculty Publications and Presentations The School of Business January 2009 Green Brewing: Part One Madeleine E. Pullman Portland State University, [email protected] Follow this and additional works at: https://pdxscholar.library.pdx.edu/busadmin_fac Part of the Business Commons Let us know how access to this document benefits ou.y Citation Details Pullman, M. (2009) "Green Brewing: Part One. Beer Northwest Magazine, Fall, p.56-60. This Article is brought to you for free and open access. It has been accepted for inclusion in Business Faculty Publications and Presentations by an authorized administrator of PDXScholar. Please contact us if we can make this document more accessible: [email protected]. greenbrewing part one solar panels at lucky lab brewery, portland, or 56 BEERnorthwest FALL2009 greenbrewing by Mellie Pullman Similar to their fellow Northwest resi- dents, most brewers would consider environmental sustainability a per- sonal value. From purchasing ingre- dients to packaging and storing the finished product, brewers and brew- ery owners are faced with numerous decisions that significantly affect the environment. The vast majority of breweries reduce their environmental impact by doing things like recycling their spent grains to local farmers for animal feed rather than dumping them in a land fill, or by utilizing so- lar panels to help generate electricity. Brewery owners and operators are continuously scrutinizing their opera- tions to see what additional steps can be taken to lessen their environmen- tal impact. So, why focus on reducing the brewery’s environmental impact? “I spend most of my free time snowboarding, cycling, and hiking; the devastation that man is reeking upon the planet has to stop,” stresses Christian Ettinger, owner and brewmaster of Hopworks Urban Brewery in Portland. -
GABF12 Floorplan.Ai
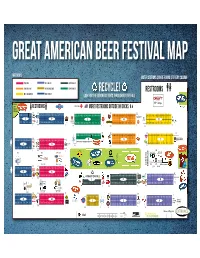
GREAT AMERICAN BEER FESTIVAL® MAP REGIONSREGIONS WATER STATIONS CAN BE FOUND AT EVERY COLUMN PACIFIC MID WEST SOUTHEAST PACIFIC NW NEW ENGLAND SOUTHWEST RECYCLE! RESTROOMS MID ATLANTIC MOUNTAIN LOOK FOR THE ZEROHERO TENTS THROUGHOUT THE HALL FARMM TO VIP Lounge TABLELE RESTROOMS FIRST AID MORE RESTROOMS OUTSIDE ON DOCKS PAVILIONILIONN ENTRANCERANCE 18 19 18 34 10 11 12 13 14 1155 16 17 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 T GREAGREAT NORTHERNNORTHERN BREWINGBREWING COMPANYCOMPANY P WHITEFISH,WHITEFISH, MONTMOANAANNTA L H D 9 8 7 6 5 4 3 2 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 18 1 1 1 19 1 17 18 36 18 18 35 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 Brewers Association presents the 7th Annual 24 GREAT AMERICAN BEER FESTIVAL® 13 14 15 16 17 18 19 20 21 22 23 K G C PRO-AMAM 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 support your local brewery guild pavilionvilion COMPETITIONCOMPETIOMP TION 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 S 1 O 19 17 17 12 11 10 9 8 7 6 5 4 3 2 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 18 1 144 156 152 136 137 142 143 145 159 iety can e Soc ® 141 1588 AmericanAmeri Cheese Society Chees 154 151 150 135 -

NABA2010-Winnersbycategory
Dashboard Entries Flights Reports Settings Quick Search 1A - Bavarian Style Hefeweizen - Final Round Howe Sound Brewing 1A-Bavarian Style Gold Squamish, BC, Canada King Heffy Hefeweizen(424) Company Hefeweizen 1A-Bavarian Style Silver Nebraska Brewing Company Papillion, NE EOS Hefeweizen(1010) Hefeweizen 1A-Bavarian Style Bronze Braverei Aying Munchen, Bavaria Ayinger Brau-Weisse(49) Hefeweizen 1B - Dunkel Weizen - Final Round Samuel Adams Gold Boston Beer Company Boston, MA 1B-Dunkel Weizen Dunkelweizen(479) Silver Anheuser-Busch Inc St. Louis, MO Michelob Dunkelweisse(1003) 1B-Dunkel Weizen Bronze Idaho Brewing Company Idaho Falls, ID Dunkleweizen(586) 1B-Dunkel Weizen 1C/D/E - Weizen Beers - Final Round Howe Sound Brewing Gold Squamish, BC, Canada King Heffy Hefeweizen(534) 1D-Weizen Bock Company Silver Capital Brewery Co., Inc. Middleton, WI Weizen Doppelbock(1137) 1D-Weizen Bock Howling Wolf Bronze Grand Teton Brewing Co. Victor, ID 1D-Weizen Bock Weizenbock(167) 2A - Kolsch - Final Round Gold BJ's Restaurant & Brewery Chandler, AR Brewhouse Blonde(194) 2A-Kolsch Silver Pelican Pub Brewery Pacific City, OR Kiwanda Cream Ale(565) 2A-Kolsch Bronze Wasatch Brewpub Park City, UT Summer Twilight(547) 2A-Kolsch 2B - Alt - Final Round C B Potts- Gold Broomfield, CO Highwater Ale(430) 2B-Alt WestminsterBroomfield Red Lodge Ales Brewing Silver Red Lodge, MT Glacier Ale(100) 2B-Alt Company Samuel Adams Boston Bronze Boston Beer Company Boston, MA 2B-Alt Ale(662) 3A - Munich Helles - Final Round Gold Grand Teton Brewing Co. Victor, ID Au NatureAle(1088) 3A-Munich Helles Silver Caldera Brewing Company Ashland, OR Caldera Helles Lager(673) 3A-Munich Helles Ram Restaurant and Bronze Boise, ID Bottle Rocket Lager(107) 3A-Munich Helles BreweryBoise 3B - Bohemian Pilsner - Final Round C B Potts- Gold Broomfield, CO Pilsner Noelle(541) 3B-Bohemian Pilsner WestminsterBroomfield Sierra Nevada Brewing Sierra Nevada Silver Chico, CA 3B-Bohemian Pilsner Company Summerfest(853) Bronze Hoppers Grill & Brewing Co. -

Innovation in Action—Microgrids and Hybrid Energy Systems
S. HRG. 115–37 INNOVATION IN ACTION—MICROGRIDS AND HYBRID ENERGY SYSTEMS FIELD HEARING BEFORE THE COMMITTEE ON ENERGY AND NATURAL RESOURCES UNITED STATES SENATE ONE HUNDRED FIFTEENTH CONGRESS FIRST SESSION JUNE 10, 2017 ( Printed for the use of the Committee on Energy and Natural Resources Available via the World Wide Web: http://www.govinfo.gov U.S. GOVERNMENT PUBLISHING OFFICE 25–978 WASHINGTON : 2018 COMMITTEE ON ENERGY AND NATURAL RESOURCES LISA MURKOWSKI, Alaska, Chairman JOHN BARRASSO, Wyoming MARIA CANTWELL, Washington JAMES E. RISCH, Idaho RON WYDEN, Oregon MIKE LEE, Utah BERNARD SANDERS, Vermont JEFF FLAKE, Arizona DEBBIE STABENOW, Michigan STEVE DAINES, Montana AL FRANKEN, Minnesota CORY GARDNER, Colorado JOE MANCHIN III, West Virginia LAMAR ALEXANDER, Tennessee MARTIN HEINRICH, New Mexico JOHN HOEVEN, North Dakota MAZIE K. HIRONO, Hawaii BILL CASSIDY, Louisiana ANGUS S. KING, JR., Maine ROB PORTMAN, Ohio TAMMY DUCKWORTH, Illinois LUTHER STRANGE, Alabama CATHERINE CORTEZ MASTO, Nevada COLIN HAYES, Staff Director PATRICK J. MCCORMICK III, Chief Counsel BRIANNE MILLER, Senior Professional Staff Member & Energy Policy Advisor BENJAMIN REINKE, Professional Staff Member ANGELA BECKER-DIPPMANN, Democratic Staff Director SAM E. FOWLER, Democratic Chief Counsel BRIE VAN CLEVE, Democratic Professional Staff Member (II) C O N T E N T S OPENING STATEMENTS Page Murkowski, Hon. Lisa, Chairman and a U.S. Senator from Alaska ................... 1 Cantwell, Hon. Maria, Ranking Member and a U.S. Senator from Wash- ington ................................................................................................................... -

Creekside Café
Creekside Café We’re committed to delivering superior quality products from around Alaska and the world to accompany our delicious, home- made food, while doing our part to preserve beautiful Denali for future generations. We work with local breweries to bring you delicious craft brews that will not generate landfill waste, in accordance with our commitment to the Denali Zero Landfill Pro- ject and our friends at the Denali Education Center. Ask your server for more information on the project OR for their favorite pairings to accompany tonight’s menu. ALASKAN CRAFT BEER ALSO AVAILABLE... ALASKAN BREWING COMPANY | JUNEAU Miller High Life $4 Alaskan Amber Alt Style Amber (5.3%) $6 Guinness Draught $7 Alaskan Kolsch Belgian Kolsch (5.3%) $6 Stiegl Radler Grapefruit $7 Alaskan Freeride American Pale Ale (5.3%) $6 JK’s Scrumpy Hard Cider $7 MIDNIGHT SUN BREWING COMPANY | ANCHORAGE St. Pauli Girl Non-alcoholic $4 Kodiak Brown American Brown Ale (5.0%) $6 Panty Peeler Belgian Style Tripel (8.5%) $6 Martinsancho Verdejo Verdejo grapes have long been grown in Spain’s volatile Wolfpack Pilsner Pilsner Lager (5.0%) $6 Rueda region. Zesty, fresh lemon and lime, grassy green DENALI BREWING COMPANY | TALKEETNA tones and minerality make this the perfect summer wine. Mother Ale American Blonde Ale (5.4%) $6 The Sauvignon Blanc drinker looking for a change will certainly enjoy this Spanish delight! Twister Creek India Pale Ale (6.7%) $6 THE WORLD OF WINE Glass/Bottle Crane Lake White Zinfandel, North Coast, California, 2015……..……….……………………………………………………….7/26 -

Geoff and Marcy Larson Alaskan Brewing Company Northern Innovators Hall of Fame Member
The Statewide Committee for Research honors Alaska's Northern Innovators Geoff and Marcy Larson Alaskan Brewing Company Northern Innovators Hall of Fame Member Thirty years ago, powered by their affection brewers ship mounds of spent grains to dairy After going through the mash-filter press, for beer, Alaska, and one another, Marcy and farmers, who feed them to cattle as a cheap the grain emerges in a finer state, with the Geoff Larson created a brewery in a small protein source. Another option is to give consistency of sawdust. Upon seeing it, crew Alaska city. That idea is not an original one the leavings away as a compost ingredient. members at Alaskan Brewing thought it looked today (Fort Collins, Colorado, for example, is Neither was a great option in Juneau, home to burnable, if properly dried. The Larsons and home to more than 20 small breweries), but few cows. their employees thought biofuel. it was then. And that forward-thinking has in many ways rewarded the Juneau couple, who In the early days, the Larsons shipped their They searched for adequate furnace systems now export their product by barge for delivery grains to farmers in Washington state. They already in place and found none. So, they got a to 17 other states. invested in a dryer, which helped preserve and team together and brainstormed ways to turn lighten grains, lessening the shipping costs. But malted grain and hops into energy. Cracking Outside markets in which consumers even after the grain is dried, Alaskan Brewing have hundreds of beer choices is an Company produces more than 7 million pounds They decided on a furnace that would turn achievement worth noting, but the way the of this potential waste product each year. -

4 7 70 Event Program
2019 ALBUQUERQUE Event Program Breweries, Beers, Stage Schedules, Event Map & More! PRESENTED BY MAY TH SANDIA RESORT26 & CASINO SUNDAY 70BREWERIES 7 BANDS HOURS 4 OF TASTING 2018 ALBUQUERQUE 2018 ALBUQUERQUE PRESENTED BY PRESENTED BY EVENT STAGE 2019 MAP 2019 SCHEDULE Main Stage ALASKAN BREWING CO. MAIN STAGE 1:45PM The Jir Project Albuquerque, NM 4:00PM The Chris Dracup Band ACOUSTIC STAGE Angel Fire, NM 20 Sage Lane Angel Fire NM 87710 1:30PM Alex Maryol Now served in many establishments in Northern NM ALBERTSONS MARKET CRAFT Cocktail Challenge BEER CLUB ATRIUM STAGE 1:45PM Julian Dossett 4:00PM Joe Daddy & Hoodoo Jeff VIP STAGE PRESENTED BY VIP Room BUBBA’S 33 3:00PM Nathan Fox TROUBLED MINDS DISTILLING COCKTAIL LOUNGE STAGE 3:00PM Garry Blackchild PANTONE PANTONE PANTONE 4695 C 4625 C 7530 C VISIT OUR COCKTAIL LOUNGE Sample 6 cocktails. Each Blues & Brews ticket holder gets to Albertsons Market sample 3. For $10 you sample all 6, vote for your favorite and Craft Beer Club Acoustic Stage Atrium Stage get a full drink of your choice. LIVE BOLD JOIN THE ADVENTURE 2018 ALBUQUERQUE PRESENTED BY BREWERY (& MORE!) 2019 LISTINGS Alaskan Brewing Co. In 1986, 28-year-olds Marcy and Geoff Larson reignited that tradition when they opened the Alaskan Brewing Company, the 67th brewery in the country and the first brewery in Juneau since Prohibition. • AMBER: ALT-STYLE ALE: The name of this beer style comes from the German word “alt” meaning “old”. This refers to the aging that alts undergo since they ferment more slowly and at colder temperatures than most ales. -

Cocktails, Spirits, Wine & Beer
COCKTAILS, SPIRITS, WINE & BEER Every man’s work, whether it be literature, or music or pictures or architecture or anything else, is always a portrait of himself. BOZEMAN, MT c. 2020 TABLE OF CONTENTS COCKTAILS....3-4 BEER....5-6 WINE BY THE GLASS....7-8 WINE BY THE BOTTLE....9-12 SPIRITS VODKA....13 TEQUILA....13 <MEZCAL....13 GIN....13-14 RUM....14 BRANDY....14 AMARI....14 ANISE....14 BOURBON....15 RYE....15-16 AMERICAN WHISKEY....16 WORLD WHISKEY....16 SCOTCH....16 2 SIGNATURE LIBATIONS LORD OF THE FLIES 13 oaked whitefish gin, grapefruit, ginger, honey, lemon HOLMES 13 old forester bourbon, honey, lapsang souchong tea, lemon, laphroig 10yr DOWN THE RABBIT HOLE 13 espolon blanco tequila, yellow chartreuse, honey, lime, cilantro SECRET GARDEN 13 ketel one vodka, st. germain elderflower, strawberry balsamic gastrique, lemon, strawberry, basil ODYSSEY 14 roku gin, honey, lavender bitters, lemon, egg white ROMEO 14 larceny bourbon, campari, averna amaro, bitters CATCHER IN THE RYE 13 jim beam rye, heybag hefeweissen, mixed berries, lemon 3 VIDA 13 jim beam rye, heybag hefeweissen, mixed berries, lemon NELSON’S OLD FASHIONED 13 bozeman spirits 1889 bourbon, demerara, angostura and orange bitters IRISH COFFEE 13 bushmills irish whisky, brown sugar cube, coffee, whipped cream KEOKE COFFEE 13 courvoisier vs cognac, kahlua, creme de cacao, coffee, whipped cream QUOTE OF THE DAY MP daily special cocktail 4 BEER PACKAGED HEINEKEN N/A, lager, abv 0% 6 ANHEUSER-BUSCH, bud light, abv 4.2% 5 ALASKAN BREWING COMPANY, amber ale, abv 5.3% 7 BOZEMAN -

Juneau City & Mendenhall Glacier Tour
JUNEAU, AK NARRATION Updated 11/25/13 SECTION 1: JUNEAU FACTS AND MAPS JUNEAU FACTS Population: Since 1990, Juneau’s population has grown from QUICK FACTS 26,751 to its current level of 32,556 (2012 Census Estimates). Juneau’s median age is 37.8 years (JEDC 2013). Population: 32,556 (2012 Census Estimates) Size: 3,255 square miles total, including 928 square miles of ice cap and 538 square miles of water. Population density is Median Age: 37.8 (JEDC 2013) under 10 per square mile. Size: 3,255 square miles total. The Unemployment Rate: As of August 2011, the unemployment area of Juneau is almost as large as rate was 4.6%. (Note the unemployment rate is updated the states of Delaware and Rhode monthly.) Island combined. Average Annual Rainfall: 89.7 inches downtown, 57.5 inches Location: Juneau is located on the at the airport (National Weather Service, Juneau). Gastineau Channel in the panhandle of Alaska It is roughly 890 miles Average Annual Snowfall: 97 inches at the Juneau Airport northwest of Seattle, Washington (National Weather Service, Juneau). and 560 miles southeast of Anchorage. Record Low Temperature: -22 degrees set in February 1968 and matched in January 1972 (National Weather Service, Major Industry: Government, Juneau). Tourism, Commercial Fishing, Transportation/Trade Record High Temperature: 90 degrees set in July 7, 1975 (National Weather Service, Juneau). Capitol: Juneau was designated the capitol in 1900, but did not go into Coldest Month: January Average Temperature 25 degrees, effect until 1906. In 1900 the U.S. Average Maximum Temperature 30 degrees, Average Congress dictated the government Minimum Temperature 20 degrees (National Weather of the then “District of Alaska” was Service, Juneau). -

Juneau, Alaska
Registration Packet This event will provide an opportunity for you to gather, network, learn and play in Juneau! May 14-16, 2015 Juneau, Alaska www.alaskacreditunions.org Please plan to join us in Alaska’s capital city for the Alaska Credit Union League’s 41st Annual Conference on May 14 – 16, 2015. Juneau offers a beautiful backdrop for our meetings and offers great outdoor activities, too. Visit the Mendenhall Glacier, ride the tram to the top of Mt. Roberts, jump on a boat and take a whale watching adventure or take a walk down one of Juneau’s many hiking trails. Participants The conference will feature two full days of sessions with great speakers. The conference will be hosted at the Westmark Baranof and the majority of our sessions will be hosted onsite. Our banquet activities on Friday and Saturday will provide you the opportunity to take in some of Juneau’s unique scenery. Please reference the Registration Form on page six to sign up your attendees and guests. Vendors We look forward to you joining us and have twelve booths set aside for you to reserve. Please reference the Vendor Registration Form on page seven of the packet. The booth fee is $750 (which includes the $650 registration fee for one participant). Additional participants and your spouse/guest are welcome to attend and can be registered utilizing the Vendor Registration Form (additional participant fees apply). Sponsorship Opportunities Get Noticed! In order to put on a great conference we’ll need to acquire sponsors to help us offset the cost of the events.