The Essential Workbench
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

IO-INCH DIRECT DRIVE BAND SA W CAUTION: Read GENERAL and ,, Assembly ADDITIONAL SAFETY INSTRUCTIONS • Operating Carefully , Repair Parts
SAVE THIS MANUAL FOR FUTURE REFERENCE _ARS owners manual MODEL NO. 113.244512 Serial Number Model and serial number may be found at the right-hand side of the frame. You should record both model and serial number in a safe place for future use. IO-INCH DIRECT DRIVE BAND SA W CAUTION: Read GENERAL and ,, assembly ADDITIONAL SAFETY INSTRUCTIONS • operating carefully , repair parts Sold by SEARS, ROEBUCK AND CO., Chicago, IL. 60684 U.S.A. Part No. 69188 FULL ONE YEAR WARRANTY ON CRAFTSMAN BAND SAW If within one year from the date of purchase, this Craftsman Band Saw fails due to a defect in material or workmanship, Sears will repair it, free of charge. ,WARRANTY SERVICE IS AVAILABLE BY SIMPLY CONTACTING THE NEAREST SEARS SERVICE CENTER/DEPARTMENT THROUGHOUT THE UNITED STATES. THIS WARRANTY APPLIES ONLY WHILE THIS PRODUCT IS USED IN THE UNITED STATES. This warranty gives you specific legal rights, and you may also have other rights which vary from state to state, SEARS, ROEBUCK AND CO.. 698/731A, Sears Tower, Chicago. IL 60684 general safety instructions for power tools 1. KNOW YOUR POWER TOOL Z87.1) at all times. Everyday eyeglasses only Read and understand the owner's manual and have impact resistant lenses, they are NOT labels affixed to the toot. Learn its application safety glasses. Also, use face or dust mask if and limitations as well as'the specific potential cutting operation is dusty, and ear protectors hazards peculiar to this toot, (plugs or muffs) during extended periods of 2. GROUND ALL TOOLS operation. -
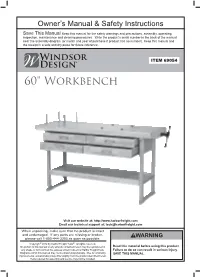
60" Workbench
Owner’s Manual & Safety Instructions Save This Manual Keep this manual for the safety warnings and precautions, assembly, operating, inspection, maintenance and cleaning procedures. Write the product’s serial number in the back of the manual near the assembly diagram (or month and year of purchase if product has no number). Keep this manual and the receipt in a safe and dry place for future reference. ITEM 69054 60" Workbench Visit our website at: http://www.harborfreight.com Email our technical support at: [email protected] When unpacking, make sure that the product is intact and undamaged. If any parts are missing or broken, please call 1-800-444-3353 as soon as possible. Copyright© 2012 by Harbor Freight Tools®. All rights reserved. No portion of this manual or any artwork contained herein may be reproduced in Read this material before using this product. any shape or form without the express written consent of Harbor Freight Tools. Failure to do so can result in serious injury. Diagrams within this manual may not be drawn proportionally. Due to continuing SAVE THIS MANUAL. improvements, actual product may differ slightly from the product described herein. Tools required for assembly and service may not be included. Table of Contents Safety ......................................................... 2 Parts List and Diagram .............................. 10 Specifications ............................................. 3 Warranty .................................................... 12 Setup .......................................................... 3 SA F ET Y WARNING SYMBOLS AND DEFINITIONS This is the safety alert symbol. It is used to alert you to potential personal injury hazards. Obey all safety messages that follow this symbol to avoid possible injury or death. Indicates a hazardous situation which, if not avoided, will result in death or serious injury. -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

Stanley CE Certified Products Catalog
Selection, Innovation, CE CERTIFIED Performance PRODUCT Your One-Stop Shop for Hydraulic Tools CATALOG and Attachments CE TOOLS CATALOG INDEX About Hydraulic Tools . 1-2 Breakers . 2-4 Chipping Hammer . 5 Augers . 5 Tamper Drills . 6 Grinders . 7 Hammer Drills . 8 Impact Drills . 9 Impact Wrenches . 10 Diamond Chainsaws . 11 Chainsaw & Cutoff Saw Water Pump . 11 Utility Chain saw . 12 Cutoff Saw . 12 Sump Pumps . 13 Trash Pumps . 14 GREAT BRAND, GREAT TOOLS Power Units . 15 STANLEY has a proud tradition of being a global leader in the development of a wide range of innovative hydraulic products used in a variety of industries and Suggested Carrier Ranges . 16 applications throughout the world. As a proud member of STANLEY Black & Decker, a 175 year old company committed to the manufacture and distribution of quality tools for the professional, industrial, and consumer, we at Stanley Infrastructure are dedicated to providing our customers with innovative customer-driven product Profile Grinders . 16 designs, world class quality, unmatched product support, and superior value. Track Jacks . 17 GLOBAL REPRESENTATION Weld Shear . 17 STANLEY Infrastructure produces an extensive line of products for use in construction, demolition, scrap processing, recycling, utilities, municipalities, railroads, Rail Saw . 18 industry, landscaping, underwater, construction, and specialty trades. STANLEY Infrastructure Tools has sales offices and distributors throughout North America, Central America, South America, Europe, Asia, Australia, and the Middle East. Rail Drill . 18 Hydraulic System Requirements . 19-20 OUR MISSION STANLEY is committed to providing innovative solutions for infrastructure based applications. We are for those who make the world move. B www.stanleyinfrastructure.com 833.723.1843 833.723.1843 www.stanleyinfrastructure.com C CE TOOLS CE TOOLS SERIES BR BREAKERS Nothing equals the impact force of hydraulic-powered breakers. -

Extra Long Screwdriver Bits Kit Box Tool Holders
EXTRA LONG PHILLIPS® EXTRA LONG BITS 150MM 150mm long Phillips® screwdriver bits in three SCREWDRIVER BITS sizes No.1, 2 and 3. Bit Size Order Ref. Price EXTRA LONG TORX® EXTRA LONG POZI® Phillips® No. 1 SNAP/PH/1A £5.00 BITS 150MM BITS 150MM Phillips® No. 2 SNAP/PH/2A £5.00 Phillips® No. 3 SNAP/PH/3A £5.00 150mm long Torx® screw driver bits with round 150mm long Pozi® Screwdriver bits in three shafts. Can be used with T-Star® screws. sizes No.1, 2 and 3. EXTRA LONG Bit Size Machine Screw Order Ref. Price Bit Size Order Ref. Price SQUARE DRIVE BITS ® ® Torx T10 M3 SNAP/TX/10A £5.00 Pozi No. 1 SNAP/PZ/1A £5.00 Two lengths of No.2 Robertson square drive Torx® T15 M3.5 SNAP/TX/15A £5.00 Pozi® No. 2 SNAP/PZ/2A £5.00 bits. 75mm (3”) and 150mm (6”) for use with Torx® T20 M4 SNAP/TX/20A £5.00 Pozi® No. 3 SNAP/PZ/3A £6.00 Pocket Hole Jig. Torx® T25 M5 SNAP/TX/25A £5.00 Bit Size Order Ref. Price Torx® T30 M6 SNAP/TX/30A £5.00 Robertson® No. 2 (3”) SNAP/SQ/2A £4.00 Robertson® No. 2 (6”) SNAP/SQ/2B £5.00 KIT BOX 19 PIECE METRIC KIT BOX Standard Quick Chuck 1, 2, 3, 4, 5, 7 and 7mm drills. No.6, 8 and 10 drill bit guide. No. 4, 6, 8, 10 and 12 drill countersinks and Pozi® No.1, 2 and 3 50mm screwdriver bits. -

Instruction Manual Read Instructions Before Operating This Tool
SDS4 HAMMER DRILL Instruction Manual Read instructions before operating this tool. G10100 www.evolutionfury.com SDS4 HAMMER DRILL EC - DECLARATION OF CONFORMITY SDS HAMMER DRILL FIG 1 FIG 2 EC - DECLARATION OF CONFORMITY GB Congratulations on your purchase of an Evolution Power We, the importer Tools SDS4 4 Function Hammer Drill. Please complete Evolution Power Tools Ltd. your product registration on line to validate your machine’s Venture One warranty period and ensure prompt service if needed. We Longacre Close sincerely thank you for selecting a product from Evolution Sheffield Power Tools. S20 3FR WARRANTY GB Declare that the product Part numbers: ZIC-SD6A-20 12 MONTH LIMITED WARRANTY. Evolution power tools Evolution: SDS4 reserves the right to make improvements and modifications SDS 4 Function Hammer Drill to design without prior notice. Complies with the essential requirements of the following Evolution Power Tools will, within twelve (12) months from European Directives: the original date of purchase, repair or replace any goods 2006/42/EC – Machine Directive found to be defective in materials or workmanship. This 2006/95/EC – Low Voltage Directive warranty is void if the tool being returned has been used 2004/108/EC – EMC Directive to drill / chisel materials beyond the recommendations 2002/95/EC – Restriction of the use of Certain Hazardous in the Instruction Manual or if the drill has been damaged Substances in Electrical and Electric Equipment by accident, neglect, or improper service. This warranty does not apply to machines and / or components which Standards and Technical specifications referred to:- have been altered, changed, or modified in any way, or EN 55014-1:2006 subjected to use beyond recommended capacities and EN 55014-2/A1:2001 specifications. -

Sds Hammers Sds Plus / Sds Max
THE COMPLETE RANGE SDS HAMMERS SDS PLUS / SDS MAX www.metabo.com/uk SDS PLUS HAMMERS SDS PLUS HAMMERS KHA 18 LTX Cordless Hammer n Vario (V)-electronics for working with customised speeds for the materials used Metabo’s powerful SDS Plus hammers are always the right choice when it comes to processing n Metabo S-automatic torque limiting clutch: mechanical decoupling of the hard materials such as concrete or stone. The pneumatic hammer mechanism delivers high- drive if the drill jams for safe working energy impacts that allow for low fatigue working with high productivity. n Ultra-M technology for highest performance, gentle charging, optimum energy utilisation and long service life All Metabo SDS Plus hammers come as standard with the renowned S-automatic mechanical safety clutch for maximum machine and operator safety, should the drill or chisel become stuck the S-automatic safety clutch disengages the motor from the drive which not only prevents kick-back but also ensures your machine does not stall and burn-out, therefore increasing the service life of your Metabo. Machines equipped with our die-cast aluminium housings provide the highest longevity and performance with a strong mounted hammer mechanism which is resistant to the harshest of mechanical loads, robust protection from the working environment and efficient heat dissipation therefore prolonging the service life of your Metabo. The enormous power combined with user-optimised ergonomics and safety make the Metabo hammers your perfect choice of tool when working in demanding applications. For added piece of mind, Metabo offers you a 3 year XXL warranty on your investment when Battery pack voltage 18 V registered with 4 weeks of purchase. -

Brembana Kosmos
brembana kosmos jet 5 axes saw jet machine STONE CMS is part of SCM Group, a technological world leader in processing a wide CMS SpA manufactures machinery and systems for the machining of composite range of materials: wood, plastic, glass, stone, metal and composites. The materials, carbon fibre, aluminium, light alloys, plastic, glass, stone and metals. It was Group companies, operating throughout the world, are reliable partners of established in 1969 by Mr Pietro Aceti with the aim of offering customized and state- brembana kosmos jet leading manufacturing industries in various market sectors, including the of-the-art solutions, based on the in-depth understanding of the customer’s production furniture, construction, automotive, aerospace, ship-building and plastic needs. Significant technological innovations, originating from substantial investments processing industries. SCM Group coordinates, supports and develops a in research and development and take-overs of premium companies, have enabled system of industrial excellence in 3 large highly specialized production constant growth in the various sectors of reference. centres employing more than 4,000 workers and operating in all 5 continents. SCM Group: the most advanced skills and know-how in the fields of industrial machinery and components. APPLICATIONS 4-5 BREMBANA KOSMOS JET TECHNOLOGICAL BENEFITS 6-7 ACCESSORIES 8-13 OPTIONAL 14-15 SOFTWARE 16-17 CMS Stone Technology realizes avant-garde solutions for the working of marble, natural stones and composite stones. Under OVERALL DIMENSIONS & TECHNICAL DATA the brand name Brembana Macchine, CMS Stone Technology was in the 80’s the first manufacturer of a stone machining 18-19 centre, thanks to an idea of its founder Mr Pietro Aceti. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Punching Tools
TruServices Punching Tools Order easily – with the correct specifica- tions for the right tool. Have you thought of everything? Machine type Machine number Tool type Dimensions or drawings in a conventional CAD format (e.g. DXF) Sheet thickness Material Quantity Desired delivery date Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: www.trumpf.com/mytrumpf Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". TRUMPF Werkzeugmaschinen GmbH + Co. KG International Sales Punching Tools Hermann-Dreher-Strasse 20 70839 Gerlingen Germany E-mail: [email protected] Homepage: www.trumpf.com Content Order easily – with the correct specifica- General information tions for the right tool. TRUMPF System All-round Service Industry 4.0 MyTRUMPF 4 Have you thought of everything? Machine type Punching Machine number Classic System MultiTool Tool type Cluster tools MultiUse Dimensions or drawings in a conventional CAD format (e.g. DXF) 12 Sheet thickness Material Cutting Quantity Slitting tool Film slitting tool Desired delivery date MultiShear 44 Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Forming Countersink tool Thread forming tool Extrusion tool Cup tool 58 Marking Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: Center punch tool Marking tool Engraving tool Embossing tool www.trumpf.com/mytrumpf 100 Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". -

Practical Woodwork Worksheet 1
Practical Woodwork Worksheet 1 1. Tick () the correct answer. (a) Which man-made board is shiny on one side and textured (rough) on the other? 1 Blockboard Chipboard Plywood Hardboard (b) Which material is made from mixing glue with very small pieces of wood? 1 Acrylic Chipboard Plastic Laminate Plywood 2. Tick () the correct answer. (a) This woodwork joint is called a: 1 Stopped halving Stopped housing Stopped mortise Stopped rebate Practical Woodwork Worksheet 1 Tick () the correct answer. (b) The process used to make this wooden handle is called: 1 Forming Shaping Turning Twisting 3. Four woodwork joints are shown: (a) Which joint would be most likely to be used to join a rail to a leg of a table? 1 (b) Which joint would be most likely to be used to join a shelf to a side of a cabinet? 1 4. Tick () the correct use for each tool. (a) Boring holes in metal Boring holes in wood 1 Countersinking screw holes Cutting threads in metal. Practical Woodwork Worksheet 1 Tick () the correct use for each tool. (b) 1 Bending a piece of acrylic Hammering in nails Forging a piece of metal Driving a chisel into wood 5. Five saws are shown below. (a) Which saw would be used to cut a large sheet of thick plywood? 1 6. Tick () the correct answer. (a) This is used in a: 1 Milling machine Mortise machine Shaping machine Shearing machine Practical Woodwork Worksheet 1 Tick () the correct use for each tool. (b) This is used in a: 1 Drilling machine Sanding machine Metal lathe Wood lathe (c) The frame shown has just been glued. -
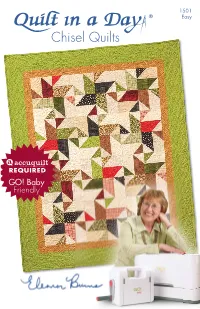
Chisel Quilts
1501 Easy Chisel Quilts REQUIRED GO! Baby Friendly Twelve Star Quilt Quilt 49” x 61” Finished Block SizeSize 11½”11½” Teresa Varnes Amie Potter Long Braid Tablee RunneRunnerr 14” x 102” Finished Width ooff BrBraidaid 6” Eleanor Burns Judy Jackson Medium Length Braid Table Runner 14” x 54” 2 Select from a Star Lap Robe or Braid Table Runer in two sizes featuring AccuQuilt® Die #55039 for Chisels. The Star also uses Die #55009 for Half Square Triangles. This die is #3 from the 6” Mix and Match series. The Chisel die cuts two shapes at a time. Chisels #55039 The Half Square Half Square Triangle Triangle die cuts four #55009 shapes at a time. Carefully follow cutting instructions, because they are not the same for both projects. Chisels for Star Lap Robe are cut from strips placed right side up. Chisels for Braid Table Runner are cut from strips placed wrong sides together in pairs. 3 Fabric Selection Decide on the theme or era of your projects, such as Civil War, Depression, Traditional, Modern, Juvenile, or Holiday. It's easy to select from a line that a designer put together in a variety of prints and solids, or ones that appear solid. A total of eighteen fat quar- ters is enough for both projects, including two Table Runners in the medium length. Select twelve medium to dark print fat quarters in a variety of values, colors, and scales. Select six Background prints in similar values but different textures that appear solid and do not distract from prints. Twelve Fat Quarters Six Backgrounds In additional, purchase fabric listed on page 5 for finishing your project.