Implementation of Lean Six Sigma in the Yarn Manufacturing: a Case Study Tarek M
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Textile Industry Needs Christopher D
The Journal of Cotton Science 21:210–219 (2017) 210 http://journal.cotton.org, © The Cotton Foundation 2017 ENGINEERING & GINNING Textile Industry Needs Christopher D. Delhom, Vikki B. Martin, and Martin K. Schreiner ABSTRACT lthough the immediate customer of the gin is Athe cotton producer, the end user of the ginned The immediate customers of cotton gins are lint is the textile mill, retailers, and eventually the the producers; however, the ultimate customers consumer. Thus, it is essential for the ginner to are textile mills and consumers. The ginner has satisfy both the producers and the textile industry. the challenging task to satisfy both producers and Consequently, the ginner needs to be aware of the the textile industry. Classing and grading systems needs of the textile industry. are intended to assign an economic value to the The intent of the cotton classing and grading bales that relates to textile mill demands and the system is to assign an economic value to the bale that quality of the end product. International textile documents its properties as it relates to the quality of mills currently are the primary consumers of U.S. the end product. Since the last edition of the Cotton cotton lint where it must compete against foreign Ginners Handbook in 1994, the customers of U.S. origins. International textile mills manufacture cotton have changed radically, shifting from primar- primarily ring-spun yarns, whereas domestic mills ily domestic to international mills. International mills manufacture predominantly rotor spun yarns. Pro- have been accustomed primarily to hand-harvested ducers and ginners must produce cottons to satisfy cotton that has been processed at slow ginning all segments of the industry, i.e., domestic and in- rates. -

Reflecting Noble Luxury and Refinement, New Lightweight Wool Materials Are of Key Interest to Designers, Retailers and Bespoke Tailors
Reflecting noble luxury and refinement, new lightweight wool materials are of key interest to designers, retailers and bespoke tailors. Beyond demanding perfected fits and wool’s signature aesthetic, discerning consumers expect emotional, sensorial tactility in garments. Responding to luxury market demands, leading Italian and English spinners and weavers are introducing exclusive fine-micron yarns and fabrics, derived from rare Australian merino. Stylesight explores Baruffa Group’s finest wool yarns for first-class sweater knits, cut-and-sew jersey, and wovens. Vogue Australia December 2012 / Elizabeth Debicki in wool, on location at Haddon Rig, a Merino wool farm in New South Wales. With seductive, magnetic charm, lighter weight but often still densely constructed wovens and knits are key on men and women's runways and at textile trade shows. Wool—traditionally a winter fiber—evolves with cutting-edge superfine qualities from 150s and 180s up to 250s. Offering noble refinement and unique trans-seasonal possibilities, wool moves beyond its pastime connotations. Gossamer knits / Posh mesh / Lightweight jerseys / Dense, hefty yet lightweight wools Finest wool Fabrics F/W 13 Dormeuil Limited Edition - finest wool yarns Zegna Baruffa Lane Record Bale - finest wool fabric Loro Piana Borgosesia Finest wool Fabrics Taylor & Lodge Meticulous fiber selection from choice breeds, along with revolutionary spinning and weaving technologies, is core to new noble wool productions. Wools characterized by strength, elasticity, fluidity, low pilling and -

Current and Future Trends in Yarn Production1
Volume 2, Issue 2, Spring 2002 CURRENT AND FUTURE TRENDS IN YARN PRODUCTION1 William Oxenham, Ph.D. College of Textiles, North Carolina State University ABSTRACT While developments in yarn manufacturing continue to be promoted by machinery makers, spinners are challenged to produce the best quality yarn at an acceptable price. This often results in a compromise, since improved yarn quality can usually only be achieved at a higher processing cost (including raw material selection). An additional difficulty is that the significance of the various attributes of quality change for different yarn’s end uses. While the solution to lowering yarn costs, that has been adopted in recent years has been to create large, almost fully automated spinning mills, this philosophy is presently being questioned, since this significantly reduces flexibility with respect to the fiber and yarn type that can be processed. This is obviously at odds with the current paradigm of customer driven, quick response manufacturing, since this demands inherent flexibility in the successful supplier. This paper reviews the current state of technological innovation in yarn production and examines the relative merits and disadvantages of each system. Some insight will also be given concerning those factors that limit further development of some of these systems. Historical trends in US yarn production have also been surveyed, and the combined information obtained is used as an indicator of the future directions in this key industry. KEYWORDS: Yarn Production, Spinning, Vortex Spinning, Centrifugal Spinning 1. INTRODUCTION shortcomings in certain aspects of yarn and fabric quality (Figure 2). This aspect Research into new technology for yarn cannot be over stressed since while ring formation peaked in the 60’s & 70’s. -

India's Textile and Apparel Industry
Staff Research Study 27 Office of Industries U.S. International Trade Commission India’s Textile and Apparel Industry: Growth Potential and Trade and Investment Opportunities March 2001 Publication 3401 The views expressed in this staff study are those of the Office of Industries, U.S. International Trade Commission. They are not necessarily the views of the U.S. International Trade Commission as a whole or any individual commissioner. U.S. International Trade Commission Vern Simpson Director, Office of Industries This report was principally prepared by Sundar A. Shetty Textiles and Apparel Branch Energy, Chemicals, and Textiles Division Address all communications to Secretary to the Commission United States International Trade Commission Washington, DC 20436 TABLE OF CONTENTS Page Executive Summary . v Chapter 1. Introduction . 1-1 Purpose of study . 1-1 Data and scope . 1-1 Organization of study . 1-2 Overview of India’s economy . 1-2 Chapter 2. Structure of the textile and apparel industry . 2-1 Fiber production . 2-1 Textile sector . 2-1 Yarn production . 2-4 Fabric production . 2-4 Dyeing and finishing . 2-5 Apparel sector . 2-5 Structural problems . 2-5 Textile machinery . 2-7 Chapter 3. Government trade and nontrade policies . 3-1 Trade policies . 3-1 Tariff barriers . 3-1 Nontariff barriers . 3-3 Import licensing . 3-3 Customs procedures . 3-5 Marking, labeling, and packaging requirements . 3-5 Export-Import policy . 3-5 Duty entitlement passbook scheme . 3-5 Export promotion capital goods scheme . 3-5 Pre- and post-shipment financing . 3-6 Export processing and special economic zones . 3-6 Nontrade policies . -

Behind the Scenes Behind the Scenes
A Noro aficionado for more than twenty-five years, designer Cornelia Tuttle Hamilton took the trip of a BehindBehind lifetime, traveling to Japan from her home in Sweden thethe ScenesScenes to meet the man by Cornelia Tuttle Hamilton behind the yarn. y relationship with all that is Noro began in the early 1980s. It is obvious that every new day still brings new discoveries of color and I had just returned from a train trip around Europe that I form based largely on an acute observation of nature and its rhythms, M undertook to find direction in my professional life. The outcome seasons, textures and colors. Mr. Noro’s calm dignity and humor were was an ambitious decision to pursue careers in both photography and evident even though we needed an interpreter to communicate. hand-knit design. As fate would have it, the design part of my decision quickly developed and pushed out the photography—at least for the time The Company being. Eisaku Noro was raised in the town of Ichinomiya in Central Japan, a Upon my return to Manhattan I took a sales job at Fiberworks, which region known for its yarn and textile production. Impatient with school, was probably the most avant-garde yarn shop in New York at the time. Noro began working in the yarn industry after his basic education in Owned by crochet designer Judith Copeland, Fiberworks was more a spinning and dyeing was completed. He quickly learned the ropes. gallery than a yarn shop, where handcrafted yarns from Noro lit up the An innovator with an artistic eye even back then, Noro soon became shelves and were featured in artfully displayed handknit garments. -

The Textile Machinery Collection at the American Textile History Museum a Historic Mechanical Engineering Heritage Collection
THE TEXTILE MACHINERY COLLECTION AT THE AMERICAN TEXTILE HISTORY MUSEUM A HISTORIC MECHANICAL ENGINEERING HERITAGE COLLECTION Textiles are an important part of our everyday lives. They clothe and comfort us, protect our first-responders, Introduction filter the air in our automobiles, and form the core of the fuselage in our newest aircraft. We enjoy their bright colors, wrap up in their warmth, and seldom give a second thought to how they make bicycles stronger and lighter or how they might be used to repair our vital organs. As textiles have changed from the first simple twisted fibers to high-tech smart fabrics, the tools and machinery used to make them have evolved as well. Drop spindles and spinning wheels have given way to long lines of spinning frames. And looms now use puffs of air instead of the human hand to insert the weft thread in a growing length of fabric. During the eighteenth and nineteenth centuries, textile manufacture was the catalyst for the Industrial Revolution in America. It was the leading edge in the transformation from an agricultural to a manufacturing economy and started the move of significant numbers of people from rural areas to urban centers. With industrialization came a change in the way people worked. No longer controlled by natural rhythms, the workday demanded a life governed by the factory bell. On the consumer side, industrialization transformed textiles from one of a person’s most valuable possessions to a product widely available at incredibly low prices. For more than a century, textile mills in Great Britain and the United States dominated textile production and led the industrial revolution in both Europe and North America. -

Spinning Yarn with a Drop Spindle
Spinning Yarn With a Drop Spindle Using a spindle is a very economical way to learn handspinning for a beginner. They are inexpensive to buy, and also very easy to make. Once you have mastered the spindle you will have learned the steps needed for spinning on the spinning wheel: drafting out fibers, twisting the fiber into yarn, and winding up and storing the spun yarn. Tying on the Leader To begin spinning on a bottom whorl drop spindle, attach a leader to your spindle by tying a piece of yarn about 18 inches long onto the shaft right above the whorl, then take the yarn over the side of the whorl, loop it around the shaft underneath, and back over the side of the whorl, and secure the end onto the hook. Spinning Leave the fibers at the end of the leader loose. Let the spindle hang beneath your hand suspended by the leader. Take the spindle in your right hand and the leader in your left hand, spin the drop spindle from the shaft in a clockwise direction. This is the direction you will be spinning to make the yarn. Allow yourself time to practice making the spindle rotate. Repeat this process of spinning the spindle in the same direction until the leader begins to take in the twist. Leave a fluff of fiber at the end for joining on more fiber. Winding On Always keep tension on your newly spun yarn to allow the twist to run into the newly drafted fiber, if you release the tension, the twist will not travel up. -

Spinning Yarns, Telling Tales About Textiles
News for Schools from the Smithsonian Institution, Office of Elementary and Secondary Education, Washington, D.C. 20560 SEPTEMBER 1980 Spinning Yarns, Telling Tales about Textiles Textiles Tell Stories: The "Age of Homespun" and in regard to spinning, weaving, and other aspects of Other Tales textile making. This exchange of ideas led to a great Consider, for example, the piece of cloth shown in many improvements and innovations in all the various figure 1. This piece of hand-loomed, plaid linen is aspects of textile making over time. Some of the most from the Age of Homespun-a period of American important of these developments are explained in the history lasting from colonial times up until the Civil next section of this article. Bull mummy-wrapping (from Egypt) War. During the Age of Homespun many of the necessi ties of life-including textiles-were made in the Textiles From Scratch: Fiber to Cloth home. This was especially true in remote rural areas, Traditionally the making of a piece of cloth involved .7l",;;;,;i1_ where practically every farm had its own plot of flax first the selection of an appropriate natural fiber. (For i.liIi!i,~;':;\';_-- a discussion of natural fibers, see the article on page (as well as its own flock of sheep) and there was a m1i'<!Si~ 4.) The fiber was then harvested and made ready for 1\ wool wheel and a flax wheel in every kitchen. -iW:Mii\ii\_ spinning into thread or yarn. After spinning, the yarn en@! The making of cloth for clothing and bedding de manded an enormous amount of time and energy was usually either knitted or woven into cloth. -
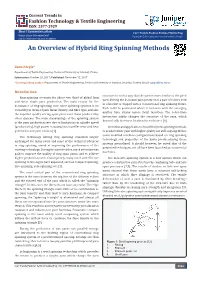
An Overview of Hybrid Ring Spinning Methods
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Short Communication Curr Trends Fashion Technol Textile Eng Volume 1 Issue 5 December 2017 Copyright © All rights are reserved by Banu Nergis DOI: 10.19080/CTFTTE.2017.01.555572 An Overview of Hybrid Ring Spinning Methods Banu Nergis* Department of Textile Engineering, Technical University of Istanbul, Turkey Submission: October 25, 2017; Published: December 12, 2017 *Corresponding author: Department of Textile Engineering, Technical University of Istanbul, İstanbul, Turkey, Email: Introduction structure in such a way that the yarn is more similar to the plied Ring-spinning accounts for about two third of global long yarn. During the Solospun yarn production a pair of rollers held and short staple yarn production. The main reason for the dominance of ring-spinning over other spinning systems is its Each roller is positioned where it interacts with the emerging in a bracket is clipped onto a conventional ring spinning frame. the superior quality of ring-spun yarns over those produced by versatility in terms of yarn linear density and fibre type, and also interaction subtly changes the structure of the yarn, which other systems. The main disadvantage of the spinning system drafted fibre strand before twist insertion. The roller-fibre dramatically increases its abrasion resistance [6]. is the yarn production rate due to limitations in spindle speed (productivity), high power consumption, traveller wear and heat generation and yarn tension [1]. Invention and application of modified/new spinning methods The technology behing ring spinning remained largely to produce finer yarn with higher quality are still ongoing. -
Introduction to Spinning Wheels
presents An Introduction to Spinning Wheels: How to Use and How to Choose a Spinning Wheel elcome to the world of handspinning! So, you’ve decided to take the plunge and explore Wthe wonders of making your own yarn with a spinning wheel. Not only are you in for a treat, but you’ve also started at the right place. Learning how to spin your own yarn is pretty easy and straight forward, especially if you have access to great teachers. To make this free eBook, we pulled from some of our best content from the pages of Spin.Offmagazine. The oldest of Interweave’s publications, Spin.Off is a quarterly magazine that has been around since 1977 inspiring spinners new and old to make beautiful yarn and find enchanting ways to use it. We also host the spinning community, spinningdaily.com complete with blogs, forums, and free patterns, Spin.Off Autumn Retreat (SOAR)—an intense and inspirational week with like-minded spinners, and our series of workshop videos where the living treasures of the spinning world share their knowledge with you. We’re devoted to bringing you the best spinning teachers, the newest spinning ideas, and most inspirational creativity right to your mailbox, computer, and ultimately fingertips. We hope you enjoy your spinning journey—come tell us about it at spinningdaily.com. Happy spinning, Amy Clarke Moore [email protected] Indulge your passion for fiber with Spin.Off magazine Spin.Off brings you: • The best teachers teaching the best spinning tricks and techniques • The newest information: fibers, tools, books, events, people, and places • The warmest handspun projects that you can make • The coolest stories of spinning history and tradition Subscribe Now! Call (800) 767-9638 or go to spinoffmagazine.com Copyright Spin.Off® magazine, Interweave Press LLC. -

Table of Contents
Investigation into the Application of Polymer Finishes on Textiles by Inkjet Printing A dissertation submitted to the University of Manchester for the degree of Master of Science by Research in the Faculty of Engineering and Physical Sciences 2011 Md. Nazmul Karim School of Materials TABLE OF CONTENTS TABLE OF CONTENTS ............................................................................................................... 2 LIST OF TABLES ........................................................................................................................ 5 LIST OF FIGURES ...................................................................................................................... 6 ABSTRACT……………. ................................................................................................................. 8 DECLARATION AND COPYRIGHT .............................................................................................. 9 THE AUTHOR…………… .............................................................................................................10 ACKNOWLEDGEMENTS ...........................................................................................................11 ABBREVIATIONS .....................................................................................................................12 THESIS OVERVIEW ..................................................................................................................14 CHAPTER 1 LITERATURE REVIEW........................................................................................15 -

Melt-Spun Fibers for Textile Applications
materials Review Melt-Spun Fibers for Textile Applications Rudolf Hufenus 1,*, Yurong Yan 2, Martin Dauner 3 and Takeshi Kikutani 4 1 Laboratory for Advanced Fibers, Empa, Swiss Federal Laboratories for Materials Science and Technology, Lerchenfeldstrasse 5, CH-9014 St. Gallen, Switzerland 2 Key Lab Guangdong High Property & Functional Polymer Materials, Department of Polymer Materials and Engineering, South China University of Technology, No. 381 Wushan Road, Tianhe, Guangzhou 510640, China; [email protected] 3 German Institutes of Textile and Fiber Research, Körschtalstraße 26, D-73770 Denkendorf, Germany; [email protected] 4 Tokyo Institute of Technology, 4259-J3-142, Nagatsuta-cho, Midori-ku, Yokohama, Kanagawa 226-8503, Japan; [email protected] * Correspondence: [email protected]; Tel.: +41-58-765-7341 Received: 19 August 2020; Accepted: 23 September 2020; Published: 26 September 2020 Abstract: Textiles have a very long history, but they are far from becoming outdated. They gain new importance in technical applications, and man-made fibers are at the center of this ongoing innovation. The development of high-tech textiles relies on enhancements of fiber raw materials and processing techniques. Today, melt spinning of polymers is the most commonly used method for manufacturing commercial fibers, due to the simplicity of the production line, high spinning velocities, low production cost and environmental friendliness. Topics covered in this review are established and novel polymers, additives and processes used in melt spinning. In addition, fundamental questions regarding fiber morphologies, structure-property relationships, as well as flow and draw instabilities are addressed. Multicomponent melt-spinning, where several functionalities can be combined in one fiber, is also discussed.