High-Power Laser Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Operators Manual LASER PRINTER 8
L A S E R PRINTER 8 Operators Manual Safety Notices This printer is certified as a Class 1laser product under the U.S.Department of Health and Human Services (DHHS) Radiation Performance Standard according to the Radiation Control for Health and Safety Act of 1968. This means that the printer does not produce hazardous laser radiation. Since radiation emitted inside the printer is completely confined within protective housings and external covers, the laser beam cannot escapefrom the machine during anyphase of user operation. The Center for Devices and Radiological Health (CDRH) of the U.S. Food and Drug Administra- tionimplemented regulations forlaserproducts on August 2, 1976.These regulations apply to laser products manufactured from August 1, 1976.Compliance is mandatory for products marketed in the United States. The label on the bottom of the printer indicates currrpliancewith the CDRII regulations and must be attached to laser products marketcxlin the United States. Federal Communications Commission Radio Frequency Interference Statement This equipment generates”anduses radio frequency energy and if not installed and used properly, that is, in strict accordance with the manufacturer’s instructions, may cause interference to radio and television reception. It has been type tested and found to ccnrrly with the limits for a Class B computing devicein accordance withthe specificationsin SubpartYof Part 15of FCC Rules, which are designedto provide reasonableprotectmrtagainst suchirrterferenceirra residential installation. However, there is no guarantee that interference will not occur in a particular installation. If this equipment does cause interference to radio or television reception, which can be determined by turning the equipment off and on, the user is encouraged to try to correct the interference by one or more of the following measures: ● Reorient the receiving antenna ● Relucate the computer with respect to the receiver . -

MEMS Mirror Based Dynamic Solid State Lighting Module
Society for Information Display 2016 International Symposium, May 24th, 2016, San Francisco, CA MEMS Mirror Based Dynamic Solid State Lighting Module Abhishek Kasturi, Veljko Milanovic, James Yang Mirrorcle Technologies, Inc., Richmond CA Abstract Figure 1a,b images show a comparison of some sample content A novel dynamic solid state lighting (SSL) module is projected to the transparent film and a phosphor plate, demonstrated, allowing users to program the direction, brightness, respectively. Content is projected with a 40Hz refresh rate and divergence and shape of a projected white light in a variety of emission is mostly white. Significant brightness increase was lighting applications. The module is enabled by a fast beam- achieved by aluminum-mirror backing of the thin films. steering MEMS mirror with high optical power handling. In order a) b) to produce and project bright white light, the module illuminates a phosphor target with a high power laser of several Watts. A projection lens projects the phosphor target into a cone of light of up to 60°. This light projection is arbitrarily shaped and dynamically programmable by controlling a MEMS mirror scan head to address specific portions of the phosphor target. An adjustable focus lens in the scan head further allows control of Transparent emissive film Phosphor sample projected beam divergence. Successful prototypes were demonstrated with both a single 445nm laser diode source (2.5W Figure 1. Examples of monochrome vector content laser power) and with a dual (combined) laser diode sources displayed on emissive films, excited by a 405nm laser. (5.5W laser power). While the prototypes have to date been limited a) b) by available power of the laser sources, it is estimated that the novel MEMS mirror scan head design allows >10W (CW) operation on a 2mm mirror without multilayer dielectric coatings. -
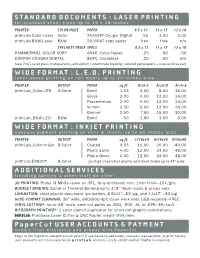
Standard Documents : Laser Printing Wide Format : L.E.D
STANDARD DOCUMENTS : LASER PRINTING for standard sheet sizes up to 12 x 18 inches PRINTER COLOR MODE PAPER 8.5 x 11 11 x 17 12 x 18 printLab-Color-Laser Color 24/60#T Cougar Digital .50 1.00 1.00 printLab-B&W-Laser B&W 20/50#T copy paper free free n/a SPECIALTY MEDIA SPECS 8.5 x 11 11 x 17 12 x 18 HAMMERMILL COLOR COPY 60#C, Extra-Heavy .25 .50 .50 DOMTAR COUGAR DIGITAL 80#C, Cardstock .25 .50 n/a Also: 70#T, laser gloss, transparency, and vellum / strathmore drawing / colored copy papers — sizes & prices vary WIDE FORMAT : L.E.D. PRINTING toner-based printing on roll media up to 36 inches wide PRINTER OUTPUT PAPER sq.ft. Arch-C Arch-D Arch-E printLab_Color-LED 4-Color Bond 1.33 4.00 8.00 16.00 Gloss 2.00 6.00 12.00 24.00 Presentation 2.00 6.00 12.00 24.00 Vellum 2.00 6.00 12.00 24.00 Banner 2.50 7.50 15.00 30.00 printLab_B&W-LED B&W Bond .50 1.50 3.00 6.00 WIDE FORMAT : INKJET PRINTING aqueous pigment printing on rolls & sheets up to 60 inches wide PRINTER OUTPUT PAPER sq.ft. C/18x24 D/24x36 E/36x48 printLab_Color-Inkjet 8-Color Coated 3.33 10.00 20.00 40.00 Photo Satin 4.00 12.00 24.00 48.00 Photo Gloss 4.00 12.00 24.00 48.00 printLab-E9800* 8-Color for high-resolution photos and sheet media up to 44” wide ADDITIONAL SERVICES finishing options & other stuff we offer 3D PRINTING: Prusa i3 MK3s—save as .STL, fully-enclosed; min. -

BE06LU11 • USB Interface • Lightscribe Disc Labeling
6X EXTERNAL BLU-RAY DISC REWRITER • 6x External Blu-ray Disc Rewriter • Compatible with all current disc formats • 6x BD-R Read/Write speed BE06LU11 • USB Interface • LightScribe Disc Labeling SUPER MULTI BLUE Blu-ray Disc™ is the next generation in optical storage, offering 25GB and 50GB of storage capacity on a disc. SERIAL ata TECHNOLOGY Serial ATA is a 1.5Gbps evolutionary replacement for the Parallel ATA physical storage interface used to connect storage devices, such as hard disks, DVD and CD rewriters to the PC motherboard. Serial ATA is scalable, enables design of smaller PCs, and will allow future enhancements to the computing platform. LIGHTSCRIBE Create silkscreen-quality disc labels direct from your PC with LightScribe. LightScribe is a laser printing technology on the exclusive LightScribe disc. It provides a complete, convenient, cost-effective system for labeling discs. Simply “burn” the data to a LightScribe disc, flip the disc over, place it back in the drive, and “burn” the label. BE06LU11 6X EXTERNAL BLU-RAY DISC REWRITER TECHNICAL SPECIFICATIONS General data transfer rate Interface USB BD-ROM 215.79 MB/s (6x) Max. supp O rted discs DVD-ROM 22.16 MB/s (16x) Max. DVD-ROM (Single/Dual) • CD-ROM 6,000 kB/s (40x) Max. DVD-RW • AVeraGE access TIME DVD-R • BD-ROM 180 msec (Typical) DVD+RW • DVD-ROM 160 msec (Typical) DVD+R • CD-ROM 150 msec (Typical) DVD+R Double Layer • PERFORMANCE DVD-R Dual Layer • Buffer Capacity 4 MB DVD-RAM • WRITING METHODS CD-Digital Audio & CD-Extra • CD Disc-at-once, Track-at-once, CD-Plus • Session-at-once, -

Conduction Laser Welding
JOSEFINE SVENUNGSSON Licentiate Thesis Production Technology 2019 No. 27 Conduction laser welding modelling of melt pool with free surface deformation Conduction laser welding Laser welding is commonly used in the automotive-, steel- and aerospace industry. However, deeper knowledge is still needed to better control this process, improve prod- DEFORMATION POOL WITH FREE SURFACE WELDING - MODELLING OF MELT LASER CONDUCTION modelling of melt pool with free surface deformation uct quality, produce components with less material, reduce production errors and thus contribute to sustainable manufacturing production. Process knowledge can be gained through modelling and experimental observation. The present study therefore aimed at developing and testing a simulation model dedicated to the thermal flow and free surface deformation of the melt pool formed during laser welding. The physics implemented in the model includes the thermocapillary force that accounts Josefine Svenungsson for the effect of temperature gradients on surface tension, the solid-liquid phase change, and the convection of fusion enthalpy. From the computed test cases, it was found that the convection of fusion enthalpy should not be neglected. It was also found that the numerical implementation of the thermocapillary force can lead to unphysical solutions. Therefore, it is recommended to select an approach consistent for all the surface forces of the problem. Finally, free surface oscillations known from experiments to occur are also computed outputs of the model. However, it remains to investigate whether these oscil- lations are, or not, disturbed by numerical noise. 2019 NO.27 ISBN 978-91-88847-35-5 (Printed version) ISBN 978-91-88847-34-8 (Electronic version) 118526_HV_Josefine_Svenungsson_omslag_190516_v2.indd 1 2019-05-16 09:32:15 Tryck: BrandFactory, maj 2019. -

ASNE “A Vision of Directed Energy Weapons in the Future”
A Vision for Directed Energy and Electric Weapons In the Current and Future Navy Captain David H. Kiel, USN Commander Michael Ziv, USN Commander Frederick Marcell USN (Ret) Introduction In this paper, we present an overview of potential Surface Navy Directed Energy and Electric Weapon (DE&EW) technologies being specifically developed to take advantage of the US Navy’s “All Electric Warship”. An all electric warship armed with such weapons will have a new toolset and sufficient flexibility to meet combat scenarios ranging from defeating near-peer competitors, to countering new disruptive technologies and countering asymmetric threats. This flexibility derives from the inherently deep magazines and simple, short logistics tails, scalable effects, minimal amounts of explosives carried aboard and low life cycle and per-shot costs. All DE&EW weaponry discussed herein could become integral to naval systems in the period between 2010 and 2025. Adversaries Identified in the National Military Strategy The 2004 National Military Strategy identifies an array of potential adversaries capable of threatening the United States using methods beyond traditional military capabilities. While naval forces must retain their current advantage in traditional capabilities, the future national security environment is postulated to contain new challenges characterized as disruptive, irregular and catastrophic. To meet these challenges a broad array of new military capabilities will require continuous improvement to maintain US dominance. The disruptive challenge implies the development by an adversary of a breakthrough technology that supplants a US advantage. An irregular challenge includes a variety of unconventional methods such as terrorism and insurgency that challenge dominant US conventional power. -

Chapter 2 HISTORY and DEVELOPMENT of MILITARY LASERS
History and Development of Military Lasers Chapter 2 HISTORY AND DEVELOPMENT OF MILITARY LASERS JACK B. KELLER, JR* INTRODUCTION INVENTING THE LASER MILITARIZING THE LASER SEARCHING FOR HIGH-ENERGY LASER WEAPONS SEARCHING FOR LOW-ENERGY LASER WEAPONS RETURNING TO HIGHER ENERGIES SUMMARY *Lieutenant Colonel, US Army (Retired); formerly, Foreign Science Information Officer, US Army Medical Research Detachment-Walter Reed Army Institute of Research, 7965 Dave Erwin Drive, Brooks City-Base, Texas 78235 25 Biomedical Implications of Military Laser Exposure INTRODUCTION This chapter will examine the history of the laser, Military advantage is greatest when details are con- from theory to demonstration, for its impact upon the US cealed from real or potential adversaries (eg, through military. In the field of military science, there was early classification). Classification can remain in place long recognition that lasers can be visually and cutaneously after a program is aborted, if warranted to conceal hazardous to military personnel—hazards documented technological details or pathways not obvious or easily in detail elsewhere in this volume—and that such hazards deduced but that may be relevant to future develop- must be mitigated to ensure military personnel safety ments. Thus, many details regarding developmental and mission success. At odds with this recognition was military laser systems cannot be made public; their the desire to harness the laser’s potential application to a descriptions here are necessarily vague. wide spectrum of military tasks. This chapter focuses on Once fielded, system details usually, but not always, the history and development of laser systems that, when become public. Laser systems identified here represent used, necessitate highly specialized biomedical research various evolutionary states of the art in laser technol- as described throughout this volume. -
A Light Over All Processes Cnc-Powered Laser Innovation Laser Use in Manufacturing Grows Welding Applications Expand
LASER FOCUS — A SPECIAL SECTION I R O M G M D of esy urt Co LASERS TODAY: A LIGHT OVER ALL PROCESSES CNC-POWERED LASER INNOVATION LASER USE IN MANUFACTURING GROWS WELDING APPLICATIONS EXPAND A laser cutting head, mounted to the end effector of a robot, is robust and compact to withstand the challenging environment while having internal sensors and mechanisms that provide accuracy and feature capabilities that are beyond the normal capacity of the robot. Courtesy of Laser Mechanisms Inc. LASERS: A LIGHT OVER ALL PROCESSES AND MARKETS SME’s Industrial Laser Community Geoff Shannon, PhD, Laser Technology Manager—Miyachi America, and Mark Taggart, President—Laser Mechanisms Inc. s we approach the 50-year anniversary of laser use in manu- facturing, the use of lasers to make things is accelerating and expanding. Laser applications that just a few years ago were thought to be impossible or too expensive are Abecoming feasible and cost effective. Lasers, in fact, touch all of our lives on a daily basis. With great preci- sion and efficiency, lasers: • cut the glass for our smartphone and tablet screens; • weld the hard disk drives in our PCs and laptops; • cut airbag material and weld airbag detonators in our cars; • drill the fuel injectors in our engines to increase fuel economy; and • cut medical stents that enhance our lives. MfgEngMedia.com LF3 What’s more, remarkable, fast-paced advances in specialized optics and high-speed beam delivery computers, sensor technologies, and wireless com- systems, and non-metals welding and processing. munications are creating increasingly sophisticated Advancements in the field of laser additive manufac- tools such as process monitors and system diagnostics turing have also caught the attention of the public that are enhancing the performance, reliability and and the media. -

Navy Shipboard Lasers for Surface, Air, and Missile Defense: Background and Issues for Congress
Navy Shipboard Lasers for Surface, Air, and Missile Defense: Background and Issues for Congress Ronald O'Rourke Specialist in Naval Affairs July 31, 2014 Congressional Research Service 7-5700 www.crs.gov R41526 Navy Shipboard Lasers for Surface, Air, and Missile Defense Summary Department of Defense (DOD) development work on high-energy military lasers, which has been underway for decades, has reached the point where lasers capable of countering certain surface and air targets at ranges of about a mile could be made ready for installation on Navy surface ships over the next few years. More powerful shipboard lasers, which could become ready for installation in subsequent years, could provide Navy surface ships with an ability to counter a wider range of surface and air targets at ranges of up to about 10 miles. The Navy and DOD have conducted development work on three principal types of lasers for potential use on Navy surface ships—fiber solid state lasers (SSLs), slab SSLs, and free electron lasers (FELs). One fiber SSL prototype demonstrator developed by the Navy is the Laser Weapon System (LaWS). The Navy plans to install a LaWS system on the USS Ponce, a ship operating in the Persian Gulf as an interim Afloat Forward Staging Base (AFSB[I]), in the summer of 2014 to conduct continued evaluation of shipboard lasers in an operational setting. The Navy reportedly anticipates moving to a shipboard laser program of record in “the FY2018 time frame” and achieving an initial operational capability (IOC) with a shipboard laser in FY2020 or FY2021. Although the Navy is developing laser technologies and prototypes of potential shipboard lasers, and has a generalized vision for shipboard lasers, the Navy currently does not yet have a program of record for procuring a production version of a shipboard laser. -

Laser Technology Applications in Critical Sectors: Military and Medical
JOURNAL OF ELECTRONIC VOLTAGE AND APPLICATION VOL. 2 NO. 1 (2021) 38-48 © Universiti Tun Hussein Onn Malaysia Publisher’s Office Journal of Electronic JEVA Voltage and Journal homepage: http://publisher.uthm.edu.my/ojs/index.php/jeva Application e-ISSN : 2716-6074 Laser Technology Applications in Critical Sectors: Military and Medical Suratun Nafisah1, Zarina Tukiran2,3*, Lau Wei Sheng3, Siti Nabilah Rohim3, Vincent Sia Ing Teck3, Nur Liyana Razali2,3, Marlia Morsin2,3* 1Department of Electrical Engineering, Institut Teknologi Sumatera (ITERA), Lampung Selatan, 35365, INDONESIA 2Microelectronics and Nanotechnology – Shamsuddin Research Centre, Institute for Integrated Engineering, Universiti Tun Hussein Onn Malaysia, Parit Raja, Batu Pahat, 86400, Johor, MALAYSIA 3Department of Electronic Engineering, Faculty of Electrical and Electronic Engineering, Universiti Tun Hussein Onn Malaysia, Parit Raja, Batu Pahat, 86400, Johor, MALAYSIA *Corresponding Author DOI: https://doi.org/10.30880/jeva.2021.02.01.005 Received 29 March 2021; Accepted 23 May 2021; Available online 30 June 2021 Abstract: This study aims to observe laser technology applications in two critical sectors which are military and medical. These two crucial sectors required a technology that is compatible with the nature of the field; safe, precise and fast (time –saving). A laser is defined as a device that emits a focused beam of light by stimulating the emission of electromagnetic radiation. The characteristics of lasers; coherence, directionality, monochromatic and high intensity are very suitable to be used in the critical sectors. In the military sector, the implementation of laser is commonly used in various types of weapons manufacturing. In this paper, three different military weapon systems namely weapon simulator, laser anti-missile system and navy ship laser weapon system were studied. -

In-Processing in the Works for Weeks, Months Graduate Dies in Hill AFB F
Vol. 49 No. 25 June 26, 2009 In-processing in the works for weeks, months By Ann Patton blood pre-screening, said three months of Academy Spirit staff preparation went into in-processing day. Plans called for accumulating supplies like It was all ready, set, go for the arrival gloves and tubes and seeking out the 100 of the Class of 2013 Thursday. technicians who volunteered for the day. Preparations for the new cadets’ arrival “We want to make it as streamlined began weeks, sometimes months, before. as possible,” he said and pointed out the Cadet cadre were on the front line for day represents a unique Air Force mission. in-processing, and they were plenty ready. “No where else do we do this at this Cadet 2nd Class Nehemiah Bostick level,” he said. served as safety and medical NCO. This Seamstresses in the tailor shop in Sijan is his first Basic Cadet Training to be Hall were ready to sink needle and thread involved with. into the thousands of nametags as Training for cadre began in May when appointees stood by. participating cadets received “re-training” “We’re in pretty good shape,” said Ken for what goes into the BCT experiences. Rivera, shop supervisor. “We had a good So what did the cadre expect from all portion of the work done already, including the new faces on the Terrazzo? the Preparatory School.” “Nothing,” he said. “They come in Nametags are embossed on ribbons here not knowing anything, and that’s why in-house, and the process began months we’re here to teach them. -

Flow Diagnostics Produced by Selective Laser Melting of Cutting Nozzles
Lasers in Manufacturing Conference 2015 Flow diagnostics produced by selective laser melting of cutting nozzles S.Ulricha, S.Lorenza S. Jahna, S.Sändiga, B.Fleckb aGünter-Köhler-Institut für Fügetechnik und Werkstoffprüfung GmbH bErnst-Abbe-Hochschule Jena Abstract The increasing spread of laser technology in materials processing leads inter alia increasingly individual solution strategies in order to cope with the growing demands on the process control. The focus of this work is the fluidic analysis of the cutting nozzles, which were usually produced either by selective laser melting or conventional methods. The Schlieren measurement was utilized in order to visualize flows. Through the adjustment of optical components, the Schlieren-Aufnahmegerät 80 was coupled with a high speed camera. Based on these measurement results, the influence of manufacturing technology has been evaluated on the flow behaviour. With the help of cutting tests a direct proof of the achievable quality of the cutting edge has been evaluated. The results from both research methods provide a statement on the quality of the gas stream and the achievable cutting quality of manufacturing technology. Keywords: laser cutting, selektiv laser melting, nozzle, flow visualization 1. Introduction Nowadays, the decisive factors for financial success are on the one hand innovative products, and on the other hand the acquisition of knowledge through research and development. In materials processing, the application of lasers in technological fields like cutting and welding, enables shorter lead times. The understanding of the process plays a crucial role for the quality of the component. Regarding cutting, the quality of the cut edge and the dimensional accuracy is affected by many parameters.