Stepper Motor Technical Overview: Tutorial
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mdrive® Linear Actuator Compact, Integrated All-In-One Linear Motion Systems
MDrive® Linear Actuator Compact, integrated all-in-one linear motion systems MDrive 23 Hybrid Linear Actuator Step • Torque • Speed Description MDrive® Hybrid Linear Actuator Step • Torque • Speed Presentation The MDrive® Hybrid Step • Torque • Speed Linear Actuator is a very compact, low cost linear motion system that includes a 1.8° 2-phase stepper motor linear actuator integrated with a high performance microstepping drive, performance enhancing Hybrid Motion Technology™ and internal encoder integral to system operation. MDrive Hybrid systems use RS-422/485 communications. The MDrive Hybrid MDrive®Hybrid Step•Torque•Speed Linear Actuator, Step • Torque • Speed Linear Actuator systems can be confi gured to operate in one of non-captive and external shaft styles four modes: ■ Step — in Step / Direction mode, the MDrive Hybrid is controlled by an external step clock signal. ■ Torque — in Torque Control mode, the MDrive Hybrid maintains a constant, preset torque output of the motor. The torque may be set in software, or controlled via the analog input using a 0 to +5 V, 0 to +10 V or -10 to +10 V signal. ■ Speed — in Speed Control mode, the MDrive Hybrid operates as an intelligent speed control, with velocity being controlled via the analog input by a 0 to +5 V, 0 to +10 V or -10 to +10 V signal. ■ Velocity — in Velocity Control mode, the MDrive Hybrid operates at a constant velocity commanded by the slew parameter. MDrive Hybrid Step • Torque • Speed Linear Actuator system settings are via a supplied configuration GUI featuring: ■ Easy installation via web interface ■ Automatic communication configuration ■ Tool-tips display valid range settings for each option Application areas The MDrive Hybrid Linear Actuator is ideal for machine builders who want a low cost linear motion alternative to servo motors and brushed DC motors. -

An Overview of Novel Actuators for Soft Robotics
actuators Review An Overview of Novel Actuators for Soft Robotics Pinar Boyraz 1,2,* ID , Gundula Runge 3 and Annika Raatz 3 1 Mechanics and Maritime Sciences Department, Chalmers University of Technology, 41296 Gothenburg, Sweden 2 Mechanical Engineering Department, Istanbul Technical University, Istanbul 34437, Turkey 3 Institut fur Montagetechnik (match), Leibniz Universität Hannover, 30823 Garbsen, Hannover, Germany; [email protected] (G.R.); [email protected] (A.R.) * Correspondence: [email protected]; Tel.: +46-730-49-8780 Received: 10 June 2018; Accepted: 9 August 2018; Published: 16 August 2018 Abstract: In this systematic survey, an overview of non-conventional actuators particularly used in soft-robotics is presented. The review is performed by using well-defined performance criteria with a direction to identify the exemplary and potential applications. In addition to this, initial guidelines to compare the performance and applicability of these novel actuators are provided. The meta-analysis is restricted to five main types of actuators: shape memory alloys (SMAs), fluidic elastomer actuators (FEAs), shape morphing polymers (SMPs), dielectric electro-activated polymers (DEAPs), and magnetic/electro-magnetic actuators (E/MAs). In exploring and comparing the capabilities of these actuators, the focus was on eight different aspects: compliance, topology-geometry, scalability-complexity, energy efficiency, operation range, modality, controllability, and technological readiness level (TRL). The overview presented here provides a state-of-the-art summary of the advancements and can help researchers to select the most convenient soft actuators using the comprehensive comparison of the suggested quantitative and qualitative criteria. Keywords: soft-robotics; actuator performance; SMA; SMP; FEA; DEAP; E/MA 1. -

Comparing Traditional and Integrated Rod-Style Linear Actuators
How roller-screw and ball-screw actuators compare in high-force applications: As electric rod-style actuators overtake fluid power in a variety of high-force applications, it is important to understand how different screw technologies compare in the search for optimum performance and low life-cycle cost. Electric rod-style screw actuators are replacing fluid power in high-force applications throughout industry. Tasks once limited to hydraulic and pneumatic cylinders such as pressing, holding, lifting and spot welding are now being performed by electric actuators that offer lower life-cycle costs. Hydraulic and pneumatic cylinders still have their place, but electric actuators have numerous performance advantages in high-force applications up to and exceeding 50,000 lbf. Some of these advantages include a smaller footprint; a long and more predictable life; lower life-cycle costs; greater accuracy, control and flexibility; lower maintenance; faster change-over and setup; lower energy use; and less environmental impact. In general, screw mechanisms provide the means to produce linear motion by the rotation of either the screw or nut in an assembly. The screw is a cylindrical element that has threads; the nut is a matching component that rides on the screw. Each component is capable of rotating independently upon the other. Linear motion occurs by restraining one element. Tolomatic is a leading supplier of electric linear actuators. Tolomatic’s In high-force applications, two types of screw technologies are typically used in electric 60+ years of expertise covers a wide rod-style actuators: ball screws and roller screws. Actuators with ball screws and roller range of industries and linear motion screws are now able to achieve extremely high forces, making them suitable for many applications. -

PI Linear Actuator Catalog
Linear Actuators for Precision Motion Control,/--5 Solutions featuring Novel Piezoelectric Motors and Classical Motors Latest PI Catalogs: www.pi.ws Latest PI Catalogs: www.pi.ws Precision Linear Actuators Overview Motion Control with Piezoelectric / Servo / Stepper Motors PI is the leading manufacturer of ultra-high-precision actua- tors for nanopositioning and micropositioning applications in industries such as Semi- conductors; Biotechnology and Medicine; Lasers, Optics, Micros- copy; Aerospace Engineering; Precision Machining; Astronomy and Microsystems Technology. Section a Section b Section c Motorized Screw Type Actuators PILine® Ceramic Ultrasonic Piezo NEXACT® Compact Piezo DC & Stepper Motors Motor Actuators Stepping Motor Actuators Forces to 400 N High-Speed Piezomotors and PiezoWalk® Drive Travel to 50 mm Drives Compact Dimensions Resolution to 50 nm Velocity to 800 mm/s Forces to 10 N Compact Dimensions <0.1 nm Resolution Travel to 150 mm (Basically Self-Locking at Rest Unlimited) Travel to 25 mm (Basically Forces to 7 N Unlimited) Self-Locking at Rest Velocity to 10 mm/s Resolution to 20 nm Non-Magnetic, Vacuum Non-Magnetic, Vacuum Compatible Compatible Section c Section d Section e Section f NEXLINE® High-Force Piezo Flexure-Guided Piezo Piezo Stack Actuators Motion Controllers (Examples) Stepping Motor Actuators Actuators PICMA® Multilayer and Controllers for Servo Motors PiezoWalk® Drive PICMA® Piezoceramic PICA™ Stack Actuators and Stepper Motors Non-Magnetic, Vacuum Multilayer -

How to Choose the Best Linear Actuator for Your Application
How to Choose the Best Linear Actuator for your Application Jump to Section: General Actuator Comparisons March 20, 2020 Price Range Velocity Range Acceleration Range Moving Load Range Accuracy Repeatability Travel Distance Ball Screws Lead Screws Rack and Pinions Moving Timing Belts Fixed Belts Advice for All Actuators Summary Lead Screw [SDP/SI], Rack and Pinion [QTC Gears], Ball Screw [Reliance Automation], Fixed Belt [Bell-Everman] There is a wide array of actuators available and there are volumes written about every type. However, there’s not much information comparing dierent types of actuators in real-world settings. So, how do you choose the best type of actuator for your application? Should you use a belt or a lead screw? A rack and pinion or a ball screw? A fixed or moving motor? If you’re building your own actuator, which types are the easiest to manufacture? Which systems are the most (and least) robust? Every day, Teknic’s servo systems power hundreds of thousands of actuators. We don’t build actuators, but, for our customers to be successful, their actuators must perform well and reliably. For the past thirty years, Teknic has worked alongside our OEM customers, helping them select and design mechanical systems to optimize their machines’ motion performance. We’ve learned quite a bit over the years and we’d like to share that knowledge with the general public. General Comparisons Between Actuator Types If all machines had the same motion requirements, there’d be one type of actuator—but there are many dierent machines with various requirements. -

LEAD SCREW LINEAR ACTUATORS Profile Rail Linear Actuators
LEAD SCREW LINEAR ACTUATORS Profile Rail Linear Actuators ITAR helixlinear.com Helix Linear Technologies, Inc., Beachwood, Ohio COMPANY CULTURE Helix is a global supplier to the Medical Device, Life Science, Our culture is based on a team of smart, happy and competi- Security, Semiconductor, Aerospace, Electromechanical and tive professionals focused on manufacturing innovative products Defense industries. Helix leads the linear motion industry centered on delivering precise electromechanical linear motion by manufacturing the highest quality linear actuation solutions solutions. We are in the people business, as well as the prod- in the world. We focus entirely on manufacturing electro- uct business. People make and sell our products and a team of mechanical actuation systems that help our customer be more smart, happy and competitive people make a company healthy. productive and profitable. Our execution of innovative product designs solves real problems for our customers and builds a OPERATIONS foundation for long term success. Our company is built to deliver high-quality products and engineering support to solve the most demanding linear motion HISTORY applications in any industry. We deliver components and sub- Helix was founded in 2011 to manufacture high-quality lead system solutions to high volume OEMs and custom machine screws for the growing electromechanical actuation industry. builders to help secure their success. Helix’s rapid growth has included the addition of linear actuator solutions to deliver integrated and turnkey -
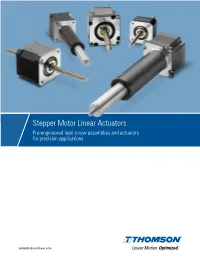
Stepper Motor Linear Actuators Pre-Engineered Lead Screw Assemblies and Actuators for Precision Applications
Stepper Motor Linear Actuators Pre-engineered lead screw assemblies and actuators for precision applications www.thomsonlinear.com Stepper Motor Linear Actuator Assemblies Combining cutting-edge motor and lead screw technologies Thomson offers three basic configurations – rotating screw (MLS), rotating nut (MLN) and actuator (MLA). The open architecture rotating screw and rotating nut motorized lead screws suit applications where external guidance is present or a high level of design flexibility is required, while the closed assembly of the motorized lead screw actuator is ideal to further simplify the design process and remove requirements for external guidance. Technology Overview Rotating screw assemblies actuate by having the motor rotate a lead screw and translate a load that is attached to the lead nut. Rotating nut assemblies actuate by rotating a nut within the motor body. Motion is achieved by constraining the motor and translating a load attached to the lead screw or constraining the lead screw and translating a load attached to the motor. Rotating Screw Configuration MLS The rotating screw design, which is ideal for rapid prototyping, features our patented Taper-Lock design to connect the lead screw to the motor shaft. It is best suited for applications where high levels of maintenance are anticipated, frequent disassembly/reassembly is required, or easy removal of the lead screw is necessary. Customers also can consider field serviceability for this configuration. Rotating Nut Configuration MLN The rotating nut design features our patented integration of a lead nut into the motor rotor to maximize screw diameter, which increases load capacity. It is ideally suited for applications where no visible rotation is desired or where it is necessary to translate a load on either side of the motor. -
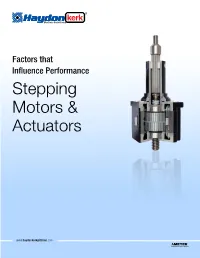
Stepping Motors & Actuators
Factors that Influence Performance Stepping Motors & Actuators www.haydonkerkpittman.com Factors that Influence Performance: Stepper Motors and Actuators This paper discusses some methods of testing Stepper Motors and Stepper Linear Actuators; information about the typical types of Stepper Drives; and the effects of various applied voltage levels and of reduced levels of phase current for these motors. There are various parameters to consider when selecting a Rotary Stepper Motor or a Stepper Linear Actuator for a particular motion control application. The following lists many key items to consider: • Speed range required • Desired rotary or linear step resolution and step accuracy • Maximum loading in each direction • Type of load (frictional, inertial, mechanical spring, shock load, or combinations of these) • Orientation of the motor’s rotary or linear axis • Mechanical alignment • Type of drive that will be used (typically a Chopper Drive or an L/R Drive) • Desired step mode (full, half, quarter, eighth, etc.) • The use of acceleration and/or deceleration ramping • Duty cycle: the operational on (energized) time relative to any off (or reduced power) time • Levels of Operating Current and Hold Current relative to the rated current • Maximum voltage / current capabilities of the Drive • Applied power supply voltage (relative to the rated voltage of the motor) • Environmental conditions Suppliers of Rotary Stepper Motors provide speed versus torque performance curves of their various motors, while suppliers of Stepper Linear Actuators provide speed versus force performance curves of their various actuators, in addition to the characteristics and mechanical dimensional specifications. Rotary Stepper Motors Size 17 Single Stack Stepper Linear Actuators are available in Captive, External Linear Typically published is a graph of the maximum Pull-Out Torque at various step rates throughout and Non-Captives shafts. -
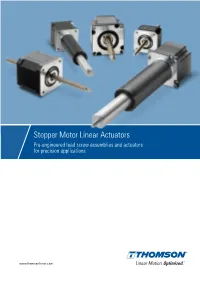
Stepper Motor Linear Actuators Pre-Engineered Lead Screw Assemblies and Actuators for Precision Applications
Stepper Motor Linear Actuators Pre-engineered lead screw assemblies and actuators for precision applications www.thomsonlinear.com Stepper Motor Linear Actuator Assemblies Combining cutting-edge motor and lead screw technologies Thomson offers three basic configurations – rotating screw (MLS), rotating nut (MLN) and actuator (MLA). The open architecture rotating screw and rotating nut motorized lead screws suit applications where external guidance is present or a high level of design flexibility is required, while the closed assembly of the motorized lead screw actuator is ideal to further simplify the design process and remove requirements for external guidance. Technology Overview Rotating screw assemblies actuate by having the motor rotate a lead screw and translate a load that is attached to the lead nut. Rotating nut assemblies actuate by rotating a nut within the motor body. Motion is achieved by constraining the motor and translating a load attached to the lead screw or constraining the lead screw and translating a load attached to the motor. Rotating Screw Configuration MLS The rotating screw design, which is ideal for rapid prototyping, features our patented Taper-Lock design to connect the lead screw to the motor shaft. It is best suited for applications where high levels of maintenance are anticipated, frequent disassembly/reassembly is required, or easy removal of the lead screw is necessary. Customers also can consider field serviceability for this configuration. Rotating Nut Configuration MLN The rotating nut design features our patented integration of a lead nut into the motor rotor to maximize screw diameter, which increases load capacity. It is ideally suited for applications where no visible rotation is desired or where it is necessary to translate a load on either side of the motor. -
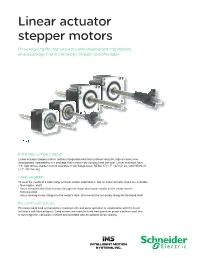
Linear Actuator Stepper Motors
Linear actuator stepper motors Delivering long life, high accuracy and unsurpassed repeatability, all in a package that is extremely compact and affordable. Extremely compact design Linear actuator stepper motors (without integrated electronics) deliver long life, high accuracy and unsurpassed repeatability in a package that is extremely compact and low cost. Linear actuators have 1.8° high torque stepper motors available in two fl ange sizes: NEMA 17 (1.7" / 42 mm sq.) and NEMA 23 (2.3" / 57 mm sq.). Great versatility To meet the needs of a wide range of linear motion applications, two (2) linear actuator styles are available: • Non-captive shaft has a threaded shaft that extends through the motor and moves axially as the motor rotates • External shaft has a rotating screw, integral to the motor's rotor, that moves the nut axially along the threaded shaft Precision lead screws Precision rolled lead screws deliver maximum life and quiet operation in combination with the linear actuator's self-lubricating nut. Lead screws are manufactured from premium grade stainless steel that is non-magnetic, corrosion resistant and available with an optional tefl on coating. Presentation Linear actuator stepper motors Product offer Linear actuator stepper motors deliver long life, high accuracy and unsur- passed repeatability in a package that is extremely compact and low cost. These compact linear actuators with 1.8° high torque stepper motors are available in two fl ange sizes: • NEMA 17 (1.7" / 42 mm square fl ange) • NEMA 23 (2.3" / 57 mm square fl ange) These 2-phase linear actuator stepper motors can be operated at very high resolutions, depending on the stepper motor drive. -
Spring Return, Pneumatic Linear Actuators
DAEJU CONTROL ACTUATORS Pneumatic Linear Actuators DAEJU CONTROL CO., LTD. 2 ACTUATORS Table of Contents Spring Return, Pneumatic Linear Actuators • General --------------------------------------------------------------------------------------- 2 • Standard Features ---------------------------------------------------------------------------------------- 2 • Technical Data -----------------------------------------------------------------------------------------4 • MlOidfLiAttManual Overrides for Linear Actuator ---------------------------------------------------------------------- 4 • Pneumatic Linear Actuator Standard construction --------------------------------------------------------- 6 FLOW CONTROL DAEJU CONTROL CO., LTD. 3 ACTUATORS Spring Return, Pneumatic Linear Actuators General Linear Actuator consists of one pneumatic single acting cylinder designed to operate linear valves as globe or gate valves which require a fail-safe action to close by means of spring return. Linear Actuator is designed and manufactured so as to operate in the heaviest work condition in every environment according to ISO specification. Typical features are the particularly simple and reliable construction, the special care in components material selection in order to reduce corrosion phenomenon. Linear Actuator can be supplied with helicoidal springs. For long strokes and low thrusts (gate valve) helicoidal springs are preferred. Standard Features • Hard chromium plated and polished cylinder for corrosion resistance and minimum friction • Hard chromium -

Lead Screw Assemblies
World Class Lead Screw Assemblies Screw Nut Sets 06 mm 3/16" 10 mm 1/4" 12 mm 3/8" 16 mm 7/16" 1/2" Patented Constant Force Nut Intergrated Motor & Screws NEMA 08 NEMA 11 NEMA 14 NEMA 17 NEMA 23 Linear Motion Solutions • pbclinear.com 1 Courtesy of Steven Engineering, Inc - (800) 258-9200 - [email protected] - www.stevenengineering.com A Better Lead Screw Assembly As today’s technology and it's capabilities become more sophisticated, greater performance is required from the working parts of machine systems. PBC Linear meets the need for precision linear motion, by equipping themselves with the needed resources in engineering, manufacturing, and quality metrology processes to create the optimal linear actuator. PBC Linear has implemented this focus on precision at all three points of the integrated lead screw system; the screw, the nut, and the motor. Precision CNC Thread Rolling • Standard Precision 0.003 in/ft Patented Anti-Backlash Nut • 2-3 times better than • 2-4 times superior performance verses industry baseline conventional coil spring designs • 100% testing over full • Consistent pre-load over length of the screw the life of the lead screw • Maintenance free self-lubricating design Applications Bottling These applications have a critital need for precision, and Food quiet opteration, maintenance free performance, Processing and life long consistent performance. Medical and Lab Automation Critical applications for clinical diagnosis, blood analyzers, syringe pumps, and other dispense devices The self-lubricating require long lasting precision. polymer nuts operate without external grease and lubrication eliminating the risk of contamination making it ideal for food processing applications.