Report Entitled 'Re-Using Coal-Ash in New South
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

EIS 305 Salinity in the Hunter River
EIS 305 Salinity in the Hunter River: a report on the generation, treatment and disposal of saline minewater SALINITY IN THE HUNTER RIVER A REPORT ON THE GENERATION, TREATMENTAND DISPOSAL OF SALINE MINEWATER NEW SOUTH WALES COAL ASSOCIATION SALINITY IN THE HUNTER RIVER I. r A REPORT ON THE GENERATION, TREATMENT AND DISPOSAL OF SALINE MINEWATER I PREPARED FOR: PREPARED BY: NEW SOUTH WALES COAL ASSOCIATION CROFT & ASSOCIATES PTY. LIMITED • EAGLE HOUSE 125 BULLSTREET 25 WATT STREET P.O. BOX 5131B NEWCASTLE 2300 NEWCASTLE WEST 2302 049 26118 049261828 NATIONAL MUTUAL CENTRE LEVEL 2 IL 44 MARKET STREET SYDNEY 2000 02 297 202 DECEMBER 1983 91 if tiwtsiiiui'ti 1 TABLE OF CONTENTS Page SECTION 1: INTRODUCTION 1.1 STUDY BACKGROUND 1 1.2 STUDY OBJECTIVES 2 1.3 COMPANION STUDIES 3 1.4 ACKNOWLEDGEMENTS 3 SECTION 2: THE HUNTER REGION 2.1 GEOGRAPHY 4 2.2 GEOLOGY AND SOILS 4 2.3 METEOROLOGY 5 . 2.4 LAND USE 7 2.5 SURFACE WATERS 7 2.6 GROUNDWATER 8 SECTION 3: PROPOSED DEVELOPMENTS 3.1 REGIONAL DEVELOPMENT 9 3.2 COAL DEVELOPMENT 9 3.3 POWER GENERATION 11 3.4 COAL LIQUEFACTION 11 3.5 URBAN GROWTH 11 O 3.6 AGRICULTURE 12 3.7 FUTURE WATER REQUIREMENTS 12 SECTION 4 ORIGINS OF SALINITY 4.1 HISTORY OF SALINITY 14 4.2 HYDROLOGIC PROCESSES 14 4.3 TYPES OF LAND SALINISATION 15 4.4 DRY LAND SALINISATION 16 4.5 IRRIGATION SALINITY 16 SECTION 5 SALINITY MODEL FOR THE HUNTER RIVER 5.1 MODEL SPECIFICATION 18 5.2 DATA SOURCES 18 5.3 WATER RESOURCES COMMISSION MODEL 19 5.4 LOGIC NETWORK 19 5.5 METHODOLOGY 21 5.6 MODEL OUTPUT 24 SECTION 6: COLLIERY WATER BALANCES . -

NZMT-Energy-Report May 2021.Pdf
Acknowledgements We would like to thank Monica Richter (World Wide Fund for Nature and the Science Based Targets Initiative), Anna Freeman (Clean Energy Council), and Ben Skinner and Rhys Thomas (Australian Energy Council) for kindly reviewing this report. We value the input from these reviewers but note the report’s findings and analysis are those of ClimateWorks Australia. We also thank the organisations listed for reviewing and providing feedback on information about their climate commitments and actions. This report is part of a series focusing on sectors within the Australian economy. Net Zero Momentum Tracker – an initiative of ClimateWorks Australia with the Monash Sustainable Development Institute – demonstrates progress towards net zero emissions in Australia. It brings together and evaluates climate action commitments made by Australian businesses, governments and other organisations across major sectors. Sector reports from the project to date include: property, banking, superannuation, local government, retail, transport, resources and energy. The companies assessed by the Net Zero Momentum Tracker represent 61 per cent of market capitalisation in the ASX200, and are accountable for 61 per cent of national emissions. Achieving net zero emissions prior to 2050 will be a key element of Australia’s obligations under the Paris Agreement on climate (UNFCCC 2015). The goal of the agreement is to limit global temperature rise to well below 2 degrees Celsius above pre-industrial levels and to strive for 1.5 degrees. 2 Overall, energy sector commitments are insufficient for Australia to achieve a Paris-aligned SUMMARY transition to net zero. Australia’s energy sector This report finds none of the companies assessed are fully aligned with the Paris climate goals, and must accelerate its pace of most fall well short of these. -

Climate Variability and Water Security for Power Generation
Hydro-climatology: Variability and change (Proceedings of symposium JH02 held during 233 IUGG2011 in Melbourne, Australia, July 2011) (IAHS Publ. 344, 2011). Climate variability and water security for power generation ADAM M. WYATT & STEWART W. FRANKS University of Newcastle, Callaghan, New South Wales 2308, Australia [email protected] Abstract A reliable supply of fresh water is a critical component of coal fired power generation. During periods when water supplies are reduced, power generation may be limited, with obvious impacts on power consumers. Using the reconstructed historical streamflow series contained in the IQQM water allocation model, and simple water balance modelling, the water supply security of the Bayswater Power Station in the Hunter Valley, Australia, is assessed. The study revealed that the supply of water to the Bayswater Power Station is sensitive to extended dry periods, with some historical periods experiencing water shortfalls so severe that the station would be shut down without alternative water supplies. Key words climate variability; water supply security; water balance modelling; IQQM; Hunter Valley, Australia INTRODUCTION The purpose of this study is to determine the impact that climate processes such as the El Nino – Southern Oscillation have on the reliability of the water supply within the Hunter Valley, Australia. Specifically this study focuses on the water supply security necessary for power generation by Macquarie Generation at the Bayswater and Lake Liddell power stations. The generation of electricity using coal fired power stations such as Bayswater and Lake Liddell is dependent on a reliable supply of fresh water to replenish losses due to the operations of the power stations. -
Scheme 1 Updated 10.01.19
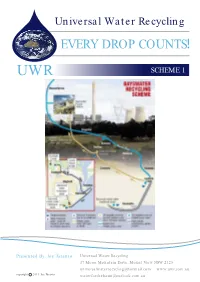
Universal Water Recycling EVERY DROP COUNTS UWR SCHEME 1 Presented By: Joe Taranto Universal Water Recycling 37 Moon Mountain Drive, Mount View NSW 2325 [email protected] www.uwr.com.au copyright c 2013 Joe Taranto [email protected] UWR U n i v e r s a l Wa t e r R e c y c l i n g “Scheme 1” “The Hunter Bayswater Recycling Water Scheme” This optimum Sustainable Water Recycling Project, I believe with a passion, is the most viable solution for ‘“The Lower Hunter Water Plan.” If we combine Scheme 1 and 2 together it will be a solution to drought proof the majority of the Hunter, it will then be of State and National Importance. Servicing communities, agriculture, industries and the environment for the next century.’ 2 copyright c 2013 Joe Taranto UWR U n i v e r s a l Wa t e r R e c y c l i n g Index Page 4 Executive Summary Page 6 Schematic Sketch of THBRWS. Page 7 Subsea HDPE 22klm Pipeline Route. Page 8 Volumes of Water the Lower Hunter Uses. Page 9 Water Recycling Page 10 Water Banking plus Financial Projections Page 11 Vision. Page 12 Water Restrictions. Advanced Water Treatment Plants (AWTP) Water Treatment Plant (WTP) Method to Dispose of Saline Water Page 13 Reservoirs, Information Page 14 Method to determine cost of an AWTP. Page 15 Origin Energy Quote Page 16 Questions regarding THBRWS Page 18 Questions regarding the Emergency Desalination Option Page 18 Quotes and statements Page 19 Emergency Desalination overview Page 20 Transfer cost per Megalitre and Per Kilolitre Page 21 Method to Obtain WTP Page 21 Water Extraction and Pumping Costs from the Hunter River. -

The Future of Haul Truck Trays Has Arrived
MINETEC G4 EASY TRAY MINING PARTS makes transportation and assembly easy HUNTER INDUSTRY, COMMUNITY, SPORTS & ENTERTAINMENT FREE EXCEPTIONAL WOMAN EXCELLENCE IN DIVERSITY PROGRAMS AND PERFORMANCE AWARD Vol 5 No 7: August 2021 Erin Lee - Coal Services, NSW Mines Rescue Port Waratah Coal Services Available online @ thecoalface.net.au OUTSTANDING TECHNICAL GENDER DIVERSITY EXCEPTIONAL TRADE, OPERATOR OR INNOVATION AWARD CHAMPION YOUNG WOMAN TECHNICIAN AWARD Aga Blana - Nautitech Mining Barbara Crossley - Umwelt Phoebe Thomas - BHP Hannah Berthold Systems Pty Ltd - The Bloomfield Group WORTHYMEET THE EXCEPTIONAL AND INSPIRING WINNERS OF THE 2021 NSW WOMENWINNERS IN MINING AWARDS. | PAGE 8-9 The Future of Haul MINING PARTS Truck Trays has Arrived MINETEC G4 EASY TRAY P 0455 552 200 M 0476 308 093 E [email protected] www.brauntell.com.au @ THE COALFACE FAMILY TIES THIS MONTH IT’S ALL ABOUT FAMILY. A FAMILY ISN’T ALWAYS SOMETHING YOU ARE BORN INTO. FAMILIES ARE FORMED BY ANYTHING THAT BRINGS PEOPLE TOGETHER. WHETHER IT MINING PARTS BE THROUGH BONDS OF FRIENDSHIP, STANDING TOGETHER THROUGH STRUGGLES, UNITED IN A PASSION, OR SIMPLY The Future WORKING SIDE BY SIDE. Like the team of 16 firefighters at community. As the participants Singleton Fire Station, 12 of which learn and develop together, they also work in the mining industry. are forming new friendships and This dedicated team are committed gaining mentors in our industry to protecting their community that will no doubt support them in of Haul Truck and protecting each other and that their future careers. forms a bond that can’t be broken. The most important thing a family Next time you see one of these provides is safety. -

HVO North Environmental Impact
HUNTER VALLEY OPERATIONS West Pit Extension and Minor Modifications environmental impact statement figures 4 October 2003 Hunter Valley Operations Prepared by West Pit Extension and Minor Modifications Environmental Resources Management Australia Pty Ltd Building C, 33 Saunders Street, Pyrmont New South Wales 2009 Australia Environmental Impact Statement Figures Locked Bag 24 Broadway New South Wales 2007 for Australia Coal & Allied Operations Telephone 02 8584 8888 Facsimile 02 8584 8800 Web www.erm.com October 2003 ISBN 1-875673-08-3 Hunter Valley Operations West Pit Extension and Minor Modifications Volume 1 Environmental Impact Statement (Part A-E) Volume 2 Technical Reports (Part F-H) Volume 3 Technical Reports (Part I-L) Volume 4 Environmental Impact Statement Figures environmental impact statement FIGURE LIST HUNTER VALLEY OPERATIONS West Pit Extension and Minor Modifications 1 location of HVO and west pit in their regional setting 2 location of HVO and west pit in their local setting 3 flowchart of existing operations 4 approved coal movements 5 overview of existing approvals with proposed west pit extension 6 flowchart of proposed operations 7 mine plan year 1 8 mine plan year 3 9 mine plan year 8 10 mine plan year 14 11 mine plan year 20 12 proposed coal movements 13 proposed haulage routes 14 generalised schematic of west pit mine water management system 15 generalised schematic of HVO north mine water management system 16 short term vegetation types - year 10 17 medium term vegetation types - year 20 18 long term vegetation -

Generator Technical and Cost Parameters
Generator Technical and Cost Parameters ElectraNet Reference: 508986 Revision: 2 FINAL 2020-07-23 Document control record Document prepared by: Aurecon Australasia Pty Ltd ABN 54 005 139 873 Level 10, 55 Grenfell Street Adelaide SA 5000 Australia T +61 8 8237 9777 F +61 8 8237 9778 E [email protected] W aurecongroup.com A person using Aurecon documents or data accepts the risk of: a) Using the documents or data in electronic form without requesting and checking them for accuracy against the original hard copy version. b) Using the documents or data for any purpose not agreed to in writing by Aurecon. Document control Report title DocumentGenerator title Technical and Cost Parameters Document code Project number 508986 File path 508986-REP-ElectraNet-Generator Technical And Cost Parameters-23July2020.docx Client ElectraNet Client contact Bradley Harrison Client reference Rev Date Revision details/status Author Reviewer Verifier Approver (if required) 0 2020-04-22 Preliminary Draft for Client MSG SHM RD review 1 2020-06-03 Revised Draft - Updates to SHM MSG RD Sections 3.1, 4.1.1, and 4.3.2 2 2020-07-23 Final Issue SHM MSG RD Current revision 2 Approval Author signature Approver signature Name Shannon Moss Name Ric Darley Title Senior Power Generation Title Technical Director Engineer Project number 508986 File 508986-REP-ElectraNet-Technical And Cost Parameters-23July2020.docx 2020-07-23 Revision 2 Contents Executive summary ......................................................................................................................................... -

Integra Underground Mine Longwall Extension Modification
INTEGRA UNDERGROUND MINE LONGWALL EXTENSION MODIFICATION Environmental Assessment for HV Coking Coal Pty Ltd December 2017 INTEGRA UNDERGROUND MINE LONGWALL EXTENSION MODIFICATION ENVIRONMENTAL ASSESSMENT Prepared by: HANSEN BAILEY 6/127-129 John Street SINGLETON NSW 2330 December 2017 For: HV COKING COAL PTY LTD PO Box 320 SINGLETON NSW 2330 Integra Underground Mine Longwall Extension Modification EA 5 December 2017 for HV Coking Coal Pty Ltd Page i EXECUTIVE SUMMARY INTRODUCTION Hansen Bailey has prepared this Environmental Assessment on behalf of HV Coking Coal Pty Ltd (HVCC) in support of a modification to the Project Approval (PA 08_0101) for Integra Underground Mine (Integra Underground). Integra Underground is located in the Upper Hunter Valley of New South Wales. HVCC is a wholly owned subsidiary of Glencore Coal Pty Limited. The modification application will be made under Section 75W of the Environmental Planning and Assessment Act 1979. HVCC is seeking approval to continue longwall mining of the Middle Liddell Seam further to the north of the currently approved longwall panels (the Modification). The Modification also involves the construction and operation of ancillary surface infrastructure required to support the proposed mining activities. MODIFICATION DESCRIPTION The Modification includes the following components: x Adjustments to the approved mine plan for the Middle Liddell Seam including: o Realignment and extension of the main headings further to the north-west; o Increases to the dimensions of the approved LWs 15-17; -

Water Balance Modelling Report
Bayswater Water and Other Associated Operational Works Project Appendix E – Water Balance Modelling Report Appendix B AGL Macquarie Pty Ltd Bayswater Water and Other Associated Works Project AGL Macquarie Water Balance Modelling Report IA215400 R002 | 02 22 November 2019 AGL Bayswater Water Bal ance Mo delling R epo rt AGL Mac qua rie Document history and status Revision Date Description By Review Approved 00 31/10/2019 Draft Report for Client Review Pride Mangeya Greg Sheppard Kirsty Farmer 01 15/11/2019 Final Report Pride Mangeya Greg Sheppard Kirsty Farmer 02 22/11/2019 Final report – minor updates Pride Mangeya Greg Sheppard Kirsty Farmer Water Balance Modelling Report Bayswater Water and Other Associated Works Project No: IA215400 Document Title: Water Balance Modelling Report Document No.: IA215400 R002 Revision: 02 Date: 22 November 2019 Client Name: AGL Macquarie Client No: AGL Bayswater Project Manager: Kirsty Farmer Author: Pride Mangeya File Name: \\Jacobs.com\ANZ\IE\Projects\04_Eastern\IA215400\21 Deliverables\02 Water Balance Report\IA215400 AGL Bayswater Water Balance Report_Final_Rev02.docx Jacobs Group (Australia) Pty Limited ABN 37 001 024 095 Level 7, 177 Pacific Highway North Sydney NSW 2060 Australia PO Box 632 North Sydney NSW 2059 Australia T +61 2 9928 2100 F +61 2 9928 2444 www.jacobs.com © Copyright 2019 Jacobs Group (Australia) Pty Limited. The concepts and information contained in this document are the property of Jacobs. Use or copying of this document in whole or in part without the written permission of Jacobs constitutes an infringement of copyright. Limitation: This document has been prepared on behalf of, and for the exclusive use of Jacobs’ client, and is subject to, and issued in accordance with, the provisions of the contract between Jacobs and the client. -
Power Station Licence Review
Brown coal-fired power stations licence review: public report Publication 1947 March 2021 Authorised and published by EPA Victoria Level 3, 200 Victoria Street, Carlton VIC 3053 1300 372 842 (1300 EPA VIC) epa.vic.gov.au This publication is for general guidance only. You should obtain professional advice if you have any specific concern. EPA Victoria has made every reasonable effort to ensure accuracy at the time of publication. This work is licensed under a Creative Commons Attribution 4.0 licence. EPA acknowledges Aboriginal people as the first peoples and Traditional custodians of the land and water on which we live, work and depend. We pay respect to Aboriginal Elders, past and present. As Victoria's environmental regulator, we pay respect to how Country has been protected and cared for by Aboriginal people over many tens of thousands of years. We acknowledge the unique spiritual and cultural significance of land, water and all that is in the environment to Traditional Owners, and recognise their continuing connection to, and aspirations for Country. For languages other than English, please call 131 450. Visit epa.vic.gov.au/language-help for next steps. If you need assistance because of a hearing or speech impairment, please visit relayservice.gov.au 2 Brown coal-fired power stations licences review: public report Executive summary Context The three brown coal power stations in Victoria were designed in the 1970s - 1980s and commissioned in the 1980s - 1990s. The power stations were built by the State Government to take advantage of an abundant natural resource (brown coal) and deliver affordable electricity for all Victorians. -

1998 HBOC Bird Report
HUNTER REGION OF NSW 1998 BIRD REPORT This annual record of the birds of the Hunter Region of NSW has been produced by the Hunter Bird Observers Club Inc. (HBOC). The aims of HBOC are: • To encourage and further the study and conservation of Australian birds and their habitat • To encourage bird observing as a leisure time activity HBOC holds monthly meetings and organises regular outings and camps. Beginners and more experienced birdwatchers are equally catered for in the range of activities that are provided. All HBOC members receive a newsletter every two months, and have access to a comprehensive range of books, tapes, compact discs and video cassettes about Australian and world birdlife. The membership categories are Single, Family and Junior, and applications for membership are welcomed at any time. HBOC can be contacted by telephone on (02) 4958 5942 or at the address below. For more information about HBOC, the club's Website is located at: http://users.hunterlink.net.au/hboc/home.htm Copies of this report, at $10.00 each plus $1.50 for postage and handling (for 1-3 copies), may be obtained from: The Secretary Hunter Bird Observers Club Inc. P.O. Box 24 New Lambton NSW 2305 Cover photograph: Black-backed Wagtail (Motacilla lugens) (Photographer: Mike Carter) Date of Issue: August 30, 1999 ISSN: 1322-5332 Editor: Alan Stuart © Hunter Bird Observers Club Inc CONTENTS Page FOREWORD INTRODUCTION 1 HIGHLIGHTS OF THE YEAR 2 SYSTEMATIC LIST 4 Introduction 4 Birds 5 SUPPLEMENTARY RECORDS 72 UNCONFIRMED RECORDS 73 ESCAPEES 73 GRID REFERENCES FOR COMMON LOCATIONS 74 LOCATION ABBREVIATIONS 75 OBSERVER CODES 75 APPENDIX: Black-backed Wagtail Motacilla lugens at Glendale 78 THE HUNTER REGION 82 FOREWORD I have always been interested in bird reports, whether they were the “Annual Rarities Reports’ published in the journal British Birds, or the Tasmanian Bird Report of more recent times. -

Coal-Faced Exposing AGL As Australia’S Biggest Climate Polluter Disclaimer
Coal-faced Exposing AGL as Australia’s biggest climate polluter Disclaimer While this report does not suggest any illegal conduct on the part of any of the individuals or organisations named, it shows that AGL is currently using its position and power to slow the transition to a low carbon economy which is jeopardising both human and planetary health, and it presents alternative approaches that would allow AGL to transition from Australia’s biggest polluter to a green energy leader. Acknowledgments Greenpeace Australia Pacific Limited acknowledges the Traditional Owners of Country throughout Australia and recognises their continuing connection to land, waters, and culture. We pay our respects to their Elders past, present and emerging. Lead author Drew Rooke Design Shaya Made May 2021 Authorised by Kate Smolski Greenpeace Australia Pacific Limited, Sydney www.greenpeace.org.au 2 Coal-faced Exposing AGL as Australia’s biggest climate polluter image: cover Front © Monika Wisniewska / Shutterstock image: Inner cover © Jaz Kaelin / Greenpeace Table of Contents Executive Summary.....................................................5 Introduction................................................................9 1. Australia’s dirtiest company.....................................10 1.1. A snapshot of the Australian electricity sector.....10 1.2. Who is AGL?....................................................11 1.3. Committed to coal............................................12 1.4. A new commitment..........................................15