Eurocopter EC135T1, VP-CPS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Police Aviation News August 2015
Police Aviation News August 2015 ©Police Aviation Research Number 232 August 2015 PAR Police Aviation News August 2015 2 PAN—Police Aviation News is published monthly by POLICE AVIATION RESEARCH, 7 Wind- mill Close, Honey Lane, Waltham Abbey, Essex EN9 3BQ UK. Contacts: Main: +44 1992 714162 Cell: +44 7778 296650 Skype: BrynElliott E-mail: [email protected] Police Aviation Research Airborne Law Enforcement Member since 1994—Corporate Member since 2014 SPONSORS Airborne Technologies www.airbornetechnologies.at AeroComputers www.aerocomputers.com Avalex Displays www.avalex.com Broadcast Microwave www.bms-inc.com FLIR Systems www.flir.com L3 Wescam www.wescam.com Powervamp www.powervamp.com Trakka Searchlights www.trakkacorp.com Airborne Law Enforcement Association www.alea.org EDITORIAL I have just returned from Houston and the ALEA annual convention. It may be many miles from my home shores and the words may have been spoken by an American but they rang somewhat true to the situation at home where the new and developing National Police Air Service is still finding its feet. I was sitting in on the Unit Managers Course when the instructor, a greatly respected man who earned his respect by running a large and successful air operation, reminded his stu- dents of their purpose in life. “If the cops on the street are not screaming for you to come in the expectation of getting [air support] help, the operation is flawed and should be considered a failure” Bryn Elliott LAW ENFORCEMENT BRAZIL PARA: Emergency services aviation in Brazil has reportedly fallen on hard times. A few years ago the sector had in place a major forward plan that encompassed most of Brazil’s States and most of the airborne service provision and was expected to see growth in re- sources and manpower controlled within a number of complex governing groups [DFNSP, CAVSEG, CONAV, AEAP, SENASP] but when President Rousseff took power in 2011 she swept them away leaving a vacuum. -

EXJAFR Sales Spec Sheet Airbus EC135T1.17.11.20.Indd
2000 AIRBUS EC135T1 EXECUJET AFRICA Your Aircraft Sales Team GAVIN KIGGEN PHILIP DU PREEZ UNATHI TETE Vice President, Africa General Manager, Flight Operations, Cape Town Sales Manager, Charter Services, Africa M. +27 82 419 1067 M. +27 83 383 5005 M. +27 83 664 6541 [email protected] [email protected] [email protected] Specifications and/or descriptions are provided as introductory information only and do not constitute representations or warranties. Verification of specifications remain the sole responsibility of purchaser. Photographs and images may have been modified to remove logos, registration marks, or other identifying information to protect the privacy of the aircraft’s current owner. The aircraft is subject to prior sale, lease, and/or removal from the market without prior notice. • One US Operator since new • Honeywell Primus Elite display system • Exquisite Condition • Gogo Avance L5 and Swift Broadband • ADS-B Out v2, FANS 1/A, SBAS / LPV • Honeywell Ovation Cabin Management System • Batch 3.4 software • New paint 2018 ABOUT The Eurocopter EC135 T1 (now Airbus Helicopters H135) is a twin-engine civil light utility helicopter produced by Airbus Helicopters (formerly known as Eurocopter). It is capable of flight under instrument flight rules (IFR) and is outfitted with a digital automatic flight control system (AFCS). Airbus Helicopters has promoted the airframe‘s various configurations as possessing „unique adaptability“ for various missions, including utility work, commercial transportation, -

Police Aviation News May 2009
Police Aviation News May 2009 ©Police Aviation Research Number 157 May 2009 PAR Police Aviation News May 2009 2 PAN—Police Aviation News is published monthly by POLICE AVIATION RESEARCH, 7 Wind- mill Close, Honey Lane, Waltham Abbey, Essex EN9 3BQ UK. Contacts: Main: +44 1992 714162 Cell: +44 7778 296650 Skype: BrynElliott E-mail: [email protected] SPONSORS Bob Crowe www.bobcroweaircraft.com Broadcast Microwave www.downlinkexperts.com Diamond Aircraft www.diamond-air.at Enterprise Control Systems www.enterprisecontrol.co.uk Honeywell [Skyforce] Mapping www.skyforce.co.uk L3 Wescam www.wescam.com Powervamp www.powervamp.com Task Management www.skyforce.co.uk Turbomeca www.turbomeca.com Zeiss Optronics www.zeiss.com/optronics Airborne Law Enforcement Association www.alea.org European Law Enforcement Association www.pacenet.info Sindacato Personale Aeronavigante Della Polizia www.uppolizia.it CANADA BRITISH COLUMBIA: The unit tasked with coordinating security at the next major Olympic event, the Winter Olympics in Vancouver BC, has recently launched a website. The main aim of the Vancouver 2010 Integrated Security Unit (V2010 ISU) website is to highlight the organisation, its achievements and intentions. The site provides a point of contact for general inquiries, suggestions, concerns, etc. about the seven thousand sworn security personnel - RCMP and Municipal police officers – em- ployed from across Canada. The ISU is working with its security partners in planning security for the Games, and al- though these plans have not been finalized, this will likely include the deployment of non- RCMP security. For security reasons much of the detail will not be available until after the event. -

CAA - Airworthiness Approved Organisations
CAA - Airworthiness Approved Organisations Category BCAR Name British Balloon and Airship Club Limited (DAI/8298/74) (GA) Address Cushy DingleWatery LaneLlanishen Reference Number DAI/8298/74 Category BCAR Chepstow Website www.bbac.org Regional Office NP16 6QT Approval Date 26 FEBRUARY 2001 Organisational Data Exposition AW\Exposition\BCAR A8-15 BBAC-TC-134 ISSUE 02 REVISION 00 02 NOVEMBER 2017 Name Lindstrand Technologies Ltd (AD/1935/05) Address Factory 2Maesbury Road Reference Number AD/1935/05 Category BCAR Oswestry Website Shropshire Regional Office SY10 8GA Approval Date Organisational Data Category BCAR A5-1 Name Deltair Aerospace Limited (TRA) (GA) (A5-1) Address 17 Aston Road, Reference Number Category BCAR A5-1 Waterlooville Website http://www.deltair- aerospace.co.uk/contact Hampshire Regional Office PO7 7XG United Kingdom Approval Date Organisational Data 30 July 2021 Page 1 of 82 Name Acro Aeronautical Services (TRA)(GA) (A5-1) Address Rossmore38 Manor Park Avenue Reference Number Category BCAR A5-1 Princes Risborough Website Buckinghamshire Regional Office HP27 9AS Approval Date Organisational Data Name British Gliding Association (TRA) (GA) (A5-1) Address 8 Merus Court,Meridian Business Reference Number Park Category BCAR A5-1 Leicester Website Leicestershire Regional Office LE19 1RJ Approval Date Organisational Data Name Shipping and Airlines (TRA) (GA) (A5-1) Address Hangar 513,Biggin Hill Airport, Reference Number Category BCAR A5-1 Westerham Website Kent Regional Office TN16 3BN Approval Date Organisational Data Name -

Aviation Investigation Report A13h0001
AVIATION INVESTIGATION REPORT A13H0001 CONTROLLED FLIGHT INTO TERRAIN 7506406 CANADA INC. SIKORSKY S-76A (HELICOPTER), C-GIMY MOOSONEE, ONTARIO 31 MAY 2013 Transportation Safety Board of Canada Place du Centre 200 Promenade du Portage, 4th floor Gatineau QC K1A 1K8 819-994-3741 1-800-387-3557 www.tsb.gc.ca [email protected] © Her Majesty the Queen in Right of Canada, as represented by the Transportation Safety Board of Canada, 2016 Aviation Investigation Report A13H0001 Cat. No. TU3-5/13-0001-1E-PDF ISBN 978-0-660-06206-8 This report is available on the website of the Transportation Safety Board of Canada at www.tsb.gc.ca Le présent rapport est également disponible en français. The Transportation Safety Board of Canada (TSB) investigated this occurrence for the purpose of advancing transportation safety. It is not the function of the Board to assign fault or determine civil or criminal liability. Aviation Investigation Report A13H0001 Controlled flight into terrain 7506406 Canada Inc. Sikorsky S-76A (helicopter), C-GIMY Moosonee, Ontario 31 May 2013 Summary On 31 May 2013, at approximately 0011 Eastern Daylight Time, the Sikorsky S-76A helicopter (registration C-GIMY, serial number 760055), operated as Lifeflight 8, departed at night from Runway 06 at the Moosonee Airport, Ontario, on a visual flight rules flight to the Attawapiskat Airport, Ontario, with 2 pilots and 2 paramedics on board. As the helicopter climbed through 300 feet above the ground toward its planned cruising altitude of 1000 feet above sea level, the pilot flying commenced a left-hand turn toward the Attawapiskat Airport, approximately 119 nautical miles to the northwest of the Moosonee Airport. -

Easa Airworthiness Directive
EASA AIRWORTHINESS DIRECTIVE AD No.: 2008-0064 R1 Date: 15 April 2008 No person may operate an aircraft to which an Airworthiness Directive applies, except in accordance with the requirements of that Airworthiness Directive unless otherwise agreed with the Authority of the State of Registry. Type Approval Holder’s Name : Type/Model designation(s) : EUROCOPTER DEUTSCHLAND GmbH EC135 and EC635 helicopters TCDS Number: EASA R.009 Foreign AD: Not applicable Revision: This Airworthiness Directive (AD) revises and replaces EASA AD 2008-0064 dated 04 April 2008. Rotor Flight Controls – Tail Rotor Control Rod and Ball Pivot – ATA 67 Inspection / Replacement Manufacturer(s): Eurocopter Deutschland GmbH EC135 and EC635 series helicopters, all models, all serial numbers, if equipped Applicability: with Control rod Part Number (P/N) L672M2005207, Ball pivot P/N 92-201-00 and/or Ball pivot P/N 92-207-00. In 2007, an accident occurred with an EC135 helicopter in Japan. Preliminary investigation results appeared to indicate that loss of control was due to failure of the tail rotor control rod. Eurocopter Deutschland (ECD) issued an Alert Service Bulletin (ASB) to address this unsafe condition, instructing operators to inspect the affected control rod and the respective attachments. To prevent further occurrences of this kind, EASA issued Emergency AD 2007-0301-E, subsequently superseded by AD 2007-0313, to require the inspection and, if found damaged, the replacement of the tail rotor control rod and ball pivot, only for helicopters not equipped with an Automatic Flight Control System (AFCS). Reason: After receipt of the inspection results of that AD and further review, it became apparent that the inspection requirements should also be applied to helicopters SUPERSEDEDequipped with AFCS. -

Annual Safety Review 2021 Appendix 1
Appendix 1 - List of Fatal Accidents Annual Safety Review 2021 185 occurreNce rePorting rateS Appendix 1 List of fatal accidents Commercial air transport – airlines and air taxi – large aeroplanes Local Date State of Occurrence Location Aeroplane Headline 10/02/2011 Ireland Cork Apt EICK SWEARINGEN - SA227 - BC Impacted runway inverted. 11/11/2012 Italy Roma Fiumicino Airport AIRBUS - A320 Loading crew caught between loader and baggage door. Anti-icing system not activated by flight crew - Pressure sensor 24/07/2014 Mali 80 km south-east of Gossi DOUGLAS - DC9 - 80 - 83 obstructed by ice crystals. Aircraft stalled and crashed. UUWW (VKO): DASSAULT - FALCON 50 - Aircraft collided with a snowplough vehicle during take-off run. Aircraft 20/10/2014 Russian Federation Moskva/Vnukovo EX was destroyed by fire. First officer alone in the cockpit, initiated a rapid descent - Aircraft 24/03/2015 France Prads-Haute-Bléone AIRBUS - A320 - 200 - 211 impacted mountainous terrain. BOMBARDIER - CL600 IRU malfunction - Crew spatial disorientation - Loss of control - Aircraft 08/01/2016 Sweden Oajevágge 2B19 crashed on a mountainous terrain. Non-commercial complex business aeroplanes Local Date State of Occurrence Location Aeroplane Headline 10/12/2012 Cyprus Larnaca CESSNA - 750 - NO SERIES A service vehicle struck the right wingtip, vehicle driver trapped. EXISTS 29/04/2013 Congo, Democratic FZAA (FIH): Kinshasa/N'djili DASSAULT - FALCON 900EX Collision with an individual on ground. Republic of the 12/01/2014 Germany Near Trier-Föhren Airport CESSNA - 501 Aircraft collision against power pole. 03/10/2015 United Kingdom Near Chigwell BEECH - 200 - B200 Aircraft crashed shortly after take-off. -
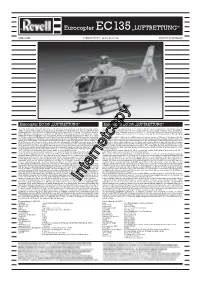
Eurocopter EC135„LUFTRETTUNG“
Eurocopter EC135 „LUFTRETTUNG“ 04644-0389 2009 BY REVELL GmbH & CO. KG PRINTED IN GERMANY Eurocopter EC135 „LUFTRETTUNG“ Eurocopter EC135 „LUFTRETTUNG“ Der leichte zweimotoriger Vielzweck-Hubschrauber EC 135 entstand als erste gemeinsame Entwicklung der deutschen Daimler- The light multi-purpose twin-engine helicopter EC 135 evolved as the first collective development for civil aviation between the Chrysler Aerospace und der französischen Aérospatiale für die zivile Luftfahrt. Der Fluggerätehersteller Messerschmidt-Bölkow-Blohm German Daimler-Chrysler Aerospace and the French Aérospatiale. During the eighties, aircraft manufacturer Messerschmidt-Bölkow- (MBB) begann in den 1980ger Jahren mit der Weiterentwicklung des sehr erfolgreichen BO 105 mit dem Ziel, die Kabine zu vergrößern Blohm (MBB) began further development of the very successful BO 105 with the aim of enlarging the cabin and increasing the over- und die allgemeinen Leistungsparameter anzuheben. Der anfänglich als Demonstrationsmodell für neue Technologien gebaute all performance. Built initially as a demonstrator for new technology, the prototype BO 108 was imported into the Eurocopter Group Prototyp BO 108 wurde von MBB 1994 in den Firmenverbund Eurocopter mit eingebracht. Der Erstflug des BO 108 A1 am 15. Februar by MBB in 1994. 1994 erfolgte noch auf dem MBB-Werksgelände in Ottobrunn. Ausgestattet mit einer Fly-by-Wire-Steuerung und dem neuen gelenk- The maiden flight of the BO 108 A1 took place at MBB‘s premises at Ottobrunn, Germany on 15 February 1994. Equipped with -

Aviation Profiles and Cases
Ashfords has unique air accident claims and aviation expertise - AVIATION specialist lawyers have represented the victims of air accidents PROFILES AND dating back to 1977. The Aviation Team is dedicated to representing injured victims CASES and families who have lost loved ones as a result of aviation accidents around the world. The head of the Aviation Team is Jim Morris, a RAF pilot for 12 years before qualifying as a barrister to specialise in air accident litigation. The Team’s class leading expertise means that Ashfords has the resources and ability to act in all types of air accidents, from single engine pleasure flights to major airline disasters and acts of terrorism. Ashfords LLP ashfords.co.uk THE AVIATION TEAM Jim Morris Stephen Walker Partner & Barrister Legal Director Head of the Aviation Team [email protected] [email protected] Mobile +44 (0)7974 244769 Mobile +44 (0)7850 506057 Jim specialises in representing the victims of Stephen is a Legal Director in the Aviation Team. He has international air accidents. He was a professionally dealt with a wide range of civil litigation matters over the qualified Royal Air Force pilot prior to becoming an past 28 years. He advises private individuals, sole traders aviation lawyer, and has over 26 years’ experience in and small/medium enterprises in relation to civil litigation aviation and litigation. matters including misrepresentation/ estoppel, breach of contract, defamation, debt recovery, professional During Jim’s 12 years as a pilot, he was qualified on a negligence and high value personal injury cases. number of military aircraft (single piston, single turbo prop, fast jet, twin turbo prop, heavy jet) and his last Prior to joining Ashfords, Stephen worked for the TSB flying tour was on the Boeing E-3D AWACS. -

Az Airbus H145m Helikopter És a Túlélőképesség Bevezetés
Domán László AZ AIRBUS H145M HELIKOPTER ÉS A TÚLÉLŐKÉPESSÉG DOI: 10.32560/rk.2019.1.8 A cikkben a H145M típusú könnyű, többcélú helikoptert kívánom bemutatni. A fejlesztés, majd főbb harcászat-technikai jellemzők leírását követően, a helikopter túlélőképesség szempontjából történő elemzésével foglalkozom. Részletezve a szerkezeti felépítést, a különböző önvédelmi eszközöket, végezetül a jelenleg alkalmazott fedélzeti fegyvereket. Kulcsszavak: túlélőképesség, helikopter, önvédelmi eszközök, fegyverzet BEVEZETÉS A Magyarország a Zrínyi 2026 Honvédelmi és Haderőfejlesztési Program keretében 2018-ban megrendelt a HForce fegyverrendszerrel ellátott 20 db H145M helikoptert (1. ábra) az Airbus Helicopters vállalattól. A beszerzés célja többek között a szárazföldi csapatok támogatása ér- dekében a lassan üzemidejük és rendszerben tarthatóságuk végső határidejét elérő szovjet gyár- tású helikopterek kiválása miatt, a helikopterflotta megújítása [1]. A publikációban a szerző arra keresi a választ, hogy ennek a helikopter típusnak a túlélőképes- séget növelő technikai megoldásai, hogyan járulnak hozzá a Magyar Honvédség forgószárnyas képességének megújításához, mivel a helikopterek harctéri túlélésének biztosítása elsődleges fontosságú feladat a műveletek tervezésben és a végrehajtásában egyaránt. 1. ábra Az Airbus H145M helikopter [2] AZ AIRBUS H145M HELIKOPTER FEJLESZTÉSE ÉS VÁLTOZATAI Előzmények A német MBB1 és a japán Kawasaki által kifejlesztett BK117 kéthajtóműves könnyű helikopter prototípusának első repülése 1979-ben volt, ezt követően a -

Annual Report 2009 | 1
Annual Report for the year ended March 31 2009 CAE Annual Report for the year ended March 31, 2009 Diversified. Balanced. Strong. cae.com 70407_cover-eng.indd 1 19/6/09 2:05:19 AM Corporate Profile 1 2009 Financial Highlights CAE is a world leader in providing simulation and modelling 2 Financial Overview technologies and integrated training solutions for the civil aviation 3 Chairman’s Message industry and defence forces around the globe. With annual 4 Message to Shareholders revenues exceeding C$1.6 billion, CAE employs more than 6 Message from the EVP and COO 8 CAE Global Reach 6,500 people at more than 75 sites and training locations in 10 Four Balanced Reporting Segments 20 countries. We have the largest installed base of civil and 11 Leveraging our Capabilities military full-flight simulators and training devices. Through our FORWARD-LOOKING STATEMENTS 12 Training and Services/Military global network of 29 civil aviation and military training centres, 13 Training and Services/Civil Certain statements made in this annual report are forward-looking statements under the Private Securities Litigation Reform Act we train more than 75,000 crewmembers yearly. We also offer of 1995 and Canadian securities regulations. All statements, other than statements of historical facts, included herein or 14 Simulation Products/Military incorporated be reference herein that pertains to activities, events or developments that we expect or anticipate will or may 15 Simulation Products/Civil modelling and simulation software to various market segments occur in the future including, for example, statements about our business outlook, assessment of market conditions, strategies, 16 CAE Professional Services & Presagis and through CAE’s professional services division, we assist future plans, future sales, prices for our major products, inventory levels, capital spending and tax rates are forward-looking statements. -
Operational Factors
NATIONAL TRANSPORTATION SAFETY BOARD (NTSB) Office of Aviation Safety Washington, District of Columbia 20594 November 27, 2019 Group Chairman’s Factual Report OPERATIONAL FACTORS ERA17MA316 FACTUAL REPORT ERA17MA316 A. ACCIDENT Operator: Air Methods Corporation (AMC) Location: Hertford, North Carolina Date: September 8, 2017 Time: About 11201 eastern daylight time (EDT) Helicopter: N146DU, Eurocopter Deutschland GMBH MBB-BK 117 C-2 (serial number 9474)2 Engines: Turbomeca Arriel 1E2 (left side serial number 47292, known as the number 1 engine, and right side serial number 47346, known as the number 2 engine)3 B. OPERATIONS GROUP MEMBERS Mike Hodges – Group Chairman Brice Banning – Member Air Safety Investigator Senior Air Safety Investigator Central Regional Office Alaska Regional Office Office of Aviation Safety Office of Aviation Safety NTSB NTSB 4760 Oakland Street, Suite 500 222 West 7th Avenue, Room 216 Denver, Colorado 80239 Anchorage, Alaska 99513 Matt Rigsby – Member Jason Quisling – Member Senior Air Safety Investigator Vice President of Flight Operations/ Office of Accident Investigation and Director of Operations Prevention AVP-100 AMC Federal Aviation Administration (FAA) 5500 South Quebec Street, Suite 300 10101 Hillwood Parkway Greenwood Village, Colorado 80111 Fort Worth, Texas 76177 1 All times referenced in this report are in the 24-hour clock format. 2 The current type certificate holder for the accident helicopter airframe is Airbus. The current terminology for the accident helicopter is an Airbus EC145, as the make and model names have changed several times since initial production. The main headquarters for Airbus is in France, but the U.S. division is in Grand Prairie, Texas.