Chemicals Used in Drycleaning Operations
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Effect of Diethylenetriamine and Triethylamine Sensitization on the Critical Diameter of Nitromethane’
CP505, Shock Compression of Condensed Matter - 1999 edited by M. D. Furnish, L. C. Chhabildas, and R. S. Hixson 0 2000 American Institute of Physics l-56396-923-8/00/$17.00 EFFECT OF DIETHYLENETRIAMINE AND TRIETHYLAMINE SENSITIZATION ON THE CRITICAL DIAMETER OF NITROMETHANE’ J.J. Lee*, J. Jiang?, K.H. Choong’, J.H.S. Lee’ *Graduate Aeronautics Laboratory, California Institute of Technology, Pasadena, CA 9112.5, USA ‘Dept. of Mechanical Engineering, McGill University, Montr&al, Que’bec, Canada, H3A 2K6 In this work, the critical diameter for detonation was measured for Nitromethane (NM) sensitized with two different amines: Diethylenetriamine (DETA) and Triethylamine (TEA). The critical diameter in glass and polyvinylchloride tubes is found to decrease rapidly as the amount of sensitizer is increased, then increase past a critical amount of sensitizer. Thus the critical diameter reaches a minimum at a critical concentration of sensitizer. It was also found that the critical diameter is lower with DETA than with TEA. INTRODUCTION propagation in various tubes and channels, and the critical conditions for propagation in porous media Previous studies have shown that small (3) . concentrations of certain substances can strongly The effect of DETA on the critical diameter of increase the explosive sensitivity nitromethane NM has been reported by Engelke (4), who (NM). Amines are found to be the most effective performed measurements with up to 2.5% DETA by chemical sensitizing agent for NM with mass in NM. Engelke observed a reduction in the ethylenediamine and diethylenetriamine (DETA) critical diameter of over 50% in the range of DETA producing the largest increase in the card gap value concentrations used. -
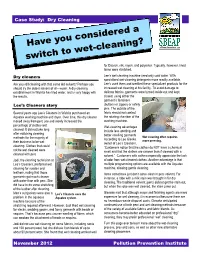
Have You Considered a Switch to Wet-Cleaning?
Case Study: Dry Cleaning Have you considered-cleaning? a switch to wet for Dacron, silk, rayon, and polyester. Typically, however, lined items were stretched. Dry cleaners Lee’s wet-cleaning machine used only cold water. With specialized wet-cleaning detergents more readily available, Are you still cleaning with that same old solvent? Perhaps you Lee’s used them and credited these specialized products for the should try the oldest solvent of all—water. A dry-cleaning increased wet cleaning at his facility. To avoid damage to establishment in Wichita has tried water, and is very happy with delicate fabrics, garments were turned inside out and kept the results. closed, using either the garment’s fasteners Lee’s Cleaners story (buttons or zipper) or safety pins. The outside of the Several years ago Lee’s Cleaners in Wichita purchased an fabric should not contact Aquatex washing machine and dryer. Over time, this dry cleaner the rotating chamber of the moved away from perc use and slowly increased the washing machine. percentage of clothes wet Wet-cleaning advantages cleaned. It did not take long include less spotting and after switching cleaning better smelling garments. methods for the majority of Wet cleaning often requires According to Lee Gieske, more pressing. their business to be wet owner of Lee’s Cleaners, cleaning. Clothes that could “Customers notice that the clothes do NOT have a chemical not be wet cleaned were smell and that the clothes are cleaner than if cleaned with a cleaned with perc. solvent.” Customers with asthma especially appreciate the lack Jodi, the cleaning technician at of odor from wet-cleaned clothes. -

Problem Formulation of the Risk Evaluation for Perchloroethylene (Ethene, 1,1,2,2-Tetrachloro)
EPA Document# EPA-740-R1-7017 May 2018 DRAFTUnited States Office of Chemical Safety and Environmental Protection Agency Pollution Prevention Problem Formulation of the Risk Evaluation for Perchloroethylene (Ethene, 1,1,2,2-Tetrachloro) CASRN: 127-18-4 May 2018 TABLE OF CONTENTS ABBREVIATIONS ............................................................................................................................ 8 EXECUTIVE SUMMARY .............................................................................................................. 11 1 INTRODUCTION .................................................................................................................... 14 1.1 Regulatory History ..................................................................................................................... 16 1.2 Assessment History .................................................................................................................... 16 1.3 Data and Information Collection ................................................................................................ 18 1.4 Data Screening During Problem Formulation ............................................................................ 19 2 PROBLEM FORMULATION ................................................................................................. 20 2.1 Physical and Chemical Properties .............................................................................................. 20 2.2 Conditions of Use ...................................................................................................................... -

Toxicological Profile for Tetrachloroethylene
TETRACHLOROETHYLENE 263 6. POTENTIAL FOR HUMAN EXPOSURE 6.1 OVERVIEW Tetrachloroethylene has been identified in at least 949 of the 1,854 hazardous waste sites that have been proposed for inclusion on the EPA National Priorities List (NPL) (ATSDR 2017a). However, the number of sites evaluated for tetrachloroethylene is not known. The frequency of these sites can be seen in Figure 6-1. Of these sites, 943 are located within the United States, 3 are located in the Commonwealth of Puerto Rico (not shown), 1 is located in Guam (not shown), and 1 is located in the Virgin Islands (not shown). Tetrachloroethylene is a VOC that is widely distributed in the environment. It is released to the environment via industrial emissions and from building and consumer products. Releases are primarily to the atmosphere. However, the compound is also released to surface water and land in sewage sludges and in other liquid and solid waste, where its high vapor pressure and Henry's law constant usually result in its rapid volatilization to the atmosphere. Tetrachloroethylene has relatively low solubility in water and has medium-to-high mobility in soil; thus, its residence time in surface environments is not expected to be more than a few days. However, it persists in the atmosphere for several months and can last for decades in the groundwater. Background tetrachloroethylene levels in outdoor air are typically <1 μg/m3 (0.15 ppb) for most locations (EPA 2013h, 2018); however, indoor air at source dominant facilities (e.g., dry cleaners) has been shown to have levels >1 mg/m3 (Chiappini et al. -

Care Labelling Guide
Care Labelling Guide This chart is for guidance only and should be read in conjunction with the ACCC Care labelling for Clothing Guide which specifies the mandatory standards for care labelling based on the Australian/New Zealand Standard (AS/NZS) 1957:1998, Textiles—Care labelling with variations and additions made by Consumer Protection Notice No. 25 of 2010. In Australia, care instructions must be permanently attached to articles, be written in English, and be appropriate for the care of the article. Additional symbols may be used to clarify the instructions but symbols alone are not sufficient. As a minimum, laundering instructions include (in order) four symbols: washing, bleaching, drying, and ironing. Drycleaning instructions include one symbol. Professional Wet Cleaning symbols are included for information only as they are not currently recognised in Australia. Washing The washtub symbol tells you how the garment should be washed. The number inside the washtub is the maximum wash temperature. A bar underneath the washtub indicates that the garment should have mild treatment or washed using the Permanent Press setting. Two lines underneath the washtub indicate gentle or delicate treatment. Normal Permanent Press Delicate / Gentle Hand Wash 95°c 70°c 60°c 50°c 40°c 30°c Do Not Wring Do Not Wash Bleaching The triangle symbol gives information about whether it is safe to bleach the garment. Any Bleach (when Only non-chlorine Do Not Bleach needed) bleach (when needed) Drying Tumble Dry - Cycles Normal Permanent Press Delicate / Gentle Do not tumble dry © 2013, Drycleaning Institute of Australia Limited Tumble Dry - Settings Any Heat High Medium Low No Heat / Air Line Dry - Hang to dry Drip Dry Dry Flat In the shade Do not dry Ironing The Iron symbol provides information on how the garment should be ironed. -

Example of Tier I SPCC Plan
Auto Service Station Facility Scenario Example Tier I Qualified Facility SPCC Plan Here is an example of an automotive service station facility and how the Step 1: Determine if the Gas owner determines he is covered by the SPCC rule and prepares an SPCC and Care Express needs an Plan. SPCC Plan. Description of Gas and Care Express Jack Smith, owner of the Gas and Care Express, believes he may have Gas and Care Express located in Malham, Pennsylvania is a self-service gasoline to develop, maintain, and implement station and automotive service shop offering basic automotive maintenance and a spill prevention plan under the repair services, including vehicle safety and emission inspections. The facility is SPCC rule. Let’s walk through the owned and operated by Jack Smith and is located at the intersection of Anywhere following scenario to determine if he and Sideways Streets. An empty lot sits adjacent to the back of the facility. A needs an SPCC Plan, and if so, then concrete storm drainage channel runs past one side of the empty lot and conveys we need to determine if he is eligible storm water into an unnamed creek about a 1/4-mile downstream from this location. to self‐certify his SPCC Plan and use The unnamed creek is a tributary of Muddy Creek, which is a tributary to the the Tier I SPCC Plan Template. Susquehanna River. There are four street storm culverts at the intersection where the facility is located. Storm water runoff collected by these culverts is conveyed by Is the facility or part of the facility the storm sewer into Muddy Creek at an outfall about 1 mile away. -

1. What Is the ERP Compliance Certification?
Charles D. Baker Matthew A. Beaton Governor Secretary Karyn E. Polito Martin Suuberg Lieutenant Governor Commissioner 1. What is the ERP Compliance Certification? Commercial dry cleaners who use perchloroethylene (perc) are required to certify to the Department of Environmental Protection (MassDEP) that they are complying with the environmental protection requirements that apply to their business on or before September 15. These instructions are intended to help you complete and submit the on- line ERP Certification. These instructions and the separate Workbook have been designed to enable you to fill out the ERP Certification by yourself. DEP strongly advises you to review this material well in advance of the September 15 deadline. While many facilities have all of the equipment they need to comply with environmental standards and are operating in compliance with the requirements, some businesses may need to take additional steps to comply. The on-line ERP certification includes the following: Annual ERP Compliance Certification: This form has seven sections: Facility Information - identifies the facility, mailing address and a contact person. Change in Status – (This replaces the ERP Non-Applicability statement on previous certification packages). If you do not operate a dry cleaning machine on-site, use a perc alternative, or use only coin-operated dry cleaning machines, check the appropriate box and skip to the Comment Section. Compliance Questions - A series of mostly “yes” or “no” questions about whether or not your facility is following the applicable environmental requirements. Comments Section Non-Perc Machine Information – Required questions on your non-perc professional cleaning machines. Useful Pollution Prevention Information – Optional questions and information on reducing perc use and learning about perc alternatives. -

How to Clean and Disinfect Textiles Kansas State University Agricultural Experiment Station and Cooperative Extension Service
Outdated Publication, for historical use. CAUTION: Recommendations in this publication may be obsolete. How to Clean and Disinfect Textiles Kansas State University Agricultural Experiment Station and Cooperative Extension Service Articles that have been heavily contaminated For safety’s sake, they must be disinfected with toxic chemicals such as concentrated to kill all harmful bacteria. Liquid chlorine pesticides or embedded fiberglass or asbestos bleach is the cheapest and easiest disinfectant should be thrown away. Many products labeled to use in the home. However, chlorine bleach “dry-clean only” and severely damaged textiles cannot be used on some garments. Since are already ruined. Due to sewage, pesticide chlorine bleach both disinfects and bleaches, and other unknown toxic materials in flood when chlorine bleach can’t be used, both a waters, many clothing and interior textile disinfectant and an oxygen bleach will be products should be thrown away. needed. Dry cleaning is also effective. However, Start cleanup as soon as possible after most textiles that require dry cleaning have flooding has occurred. To prevent further already been ruined (i.e. shrunk, lost color) by damage: the flood waters. • Separate wet items to keep clothing colors from running together. Sort out Directions for Cleaning clothing that should be dry-cleaned. Flood-soiled Fabrics 1 • Air-dry items before taking them to a Be sure that wash water is safe to use before dry cleaner.When drying items you washing clothing. Be sure the washing machine suspect may have been in sewage- is clean and sanitized. Scrape mud and/or shake contaminated water wear rubber gloves. -
Trihalomethanes/MTBE/Nitromethane Lab Procedure Manual
Laboratory Procedure Manual Analyte: Trihalomethanes/MTBE/Nitromethane Matrix: Whole Blood Method: Solid Phase Microextraction with GC Separation/High Resolution MS Method No: 2101.01 Revised: April 30, 2015 As performed by: Tobacco & Volatiles Branch Division of Laboratory Sciences National Center for Environmental Health Contact: Dr. Ben Blount Phone: 770-488-7894 Fax: 770-488-0181 Email: [email protected] James L. Pirkle, M.D., Ph.D. Director, Division of Laboratory Sciences Important Information for Users The Centers for Disease Control and Prevention (CDC) periodically refines these laboratory methods. It is the responsibility of the user to contact the person listed on the title page of each write-up before using the analytical method to find out whether any changes have been made and what revisions, if any, have been incorporated. THMs & MTBE VOCs in Blood DLS Method Code: 2101.01 National Center for Health Staistics 2 This document details the Lab Protocol for testing the items listed in the following table Data File Name Variable Name SAS Label LBXVBF Blood Bromoform (pg/mL) LBXVBM Blood Bromodichloromethane (pg/mL) VOCMWB_F LBXVCF Blood Chloroform (pg/mL) LBXVCM Blood Dibromochloromethane (pg/mL) LBXVME Blood MTBE (pg/mL) LBXVNM Blood Nitromethane (pg/mL) THMs & MTBE VOCs in Blood DLS Method Code: 2101.01 National Center for Health Staistics 3 1. Clinical Relevance and Summary of Test Principle a. Clinical Relevance The prevalence of disinfection by-products in drinking water supplies has raised concerns about possible adverse health effects from chronic exposure to these potentially carcinogenic compounds. To support studies exploring the relation between exposure to trihalomethanes (THMs), nitromethane (NM: biomarker for halonitromethanes), methyl tert-butyl ether (MTBE) and adverse health effects, an automated analytical method was developed using capillary gas chromatography (GC) and high-resolution mass spectrometry (MS) with selected ion mass detection and isotope-dilution techniques. -

(HDS) Unit for Petroleum Naphtha at 3500 Barrels Per Day
Available online at www.worldscientificnews.com WSN 9 (2015) 88-100 EISSN 2392-2192 Design Parameters for a Hydro desulfurization (HDS) Unit for Petroleum Naphtha at 3500 Barrels per Day Debajyoti Bose University of Petroleum & Energy Studies, College of Engineering Studies, P.O. Bidholi via- Prem Nagar, Dehradun 248007, India E-mail address: [email protected] ABSTRACT The present work reviews the setting up of a hydrodesulphurization unit for petroleum naphtha. Estimating all the properties of the given petroleum fraction including its density, viscosity and other parameters. The process flow sheet which gives the idea of necessary equipment to be installed, then performing all material and energy balance calculations along with chemical and mechanical design for the entire setup taking into account every instrument considered. The purpose of this review paper takes involves an industrial process, a catalytic chemical process widely used to remove sulfur (S) from naphtha. Keywords: hydro desulfurization, naphtha, petroleum, sulfur Relevance to Design Practice - The purpose of removing the sulfur is to reduce the sulfur dioxide emissions that result from using those fuels in automotive vehicles, aircraft, railroad locomotives, gas or oil burning power plants, residential and industrial furnaces, and other forms of fuel combustion. World Scientific News 9 (2015) 88-100 1. INTRODUCTION Hydrodesulphurization (HDS) is a catalytic chemical process widely used to remove sulfur (S) from natural gas and from refined petroleum products such as gasoline or petrol, jet fuel, kerosene, diesel fuel, and fuel oils. The purpose of removing the sulfur is to reduce the sulfur dioxide (SO2) emissions that result from various combustion practices. -

1,2-DICHLOROETHANE 1. Exposure Data
1,2-DICHLOROETHANE Data were last reviewed in IARC (1979) and the compound was classified in IARC Monographs Supplement 7 (1987a). 1. Exposure Data 1.1 Chemical and physical data 1.1.1 Nomenclature Chem. Abstr. Serv. Reg. No.: 107-06-2 Chem. Abstr. Name: 1,2-Dichloroethane IUPAC Systematic Name: 1,2-Dichloroethane Synonym: Ethylene dichloride 1.1.2 Structural and molecular formulae and relative molecular mass Cl CH2 CH2 Cl C2H4Cl2 Relative molecular mass: 98.96 1.1.3 Chemical and physical properties of the pure substance (a) Description: Colourless liquid with a pleasant odour (Budavari, 1996) (b) Boiling-point: 83.5°C (Lide, 1995) (c) Melting-point: –35.5°C (Lide, 1995) (d) Solubility: Slightly soluble in water; miscible with ethanol, chloroform and diethyl ether (Lide, 1995; Budavari, 1996) (e) Vapour pressure: 8 kPa at 20°C (Verschueren, 1996) (f) Flash-point: 18°C, open cup (Budavari, 1996) (g) Conversion factor: mg/m3 = 4.0 × ppm 1.2 Production and use World production capacities in 1988 for 1,2-dichloroethane have been reported as follows (thousand tonnes): North America, 9445; western Europe, 9830; Japan, 3068; and other, 8351 (Snedecor, 1993). Production in the United States has been reported as follows (thousand tonnes): 1983, 5200; 1990, 6300; 1991, 6200; 1992, 6900; 1993, 8100 (United States National Library of Medicine, 1997). The total annual production in Canada in 1990 was estimated to be 922 thousand tonnes; more than 1000 thousand tonnes were produced in the United Kingdom in 1991 (WHO, 1995). –501– 502 IARC MONOGRAPHS VOLUME 71 1,2-Dichloroethane is used primarily in the production of vinyl chloride; 99% of total demand in Canada, 90% in Japan and 88% of total production in the United States are used for this purpose. -

Internal Revenue Service, Treasury § 48.4081–2
Internal Revenue Service, Treasury § 48.4081±2 practical and commercial fitness solely sentence in the definition of terminal by reason of its possible or rare use as are effective January 2, 1998. a fuel in the propulsion engine of a [T.D. 8659, 61 FR 10453, Mar. 14, 1996, as highway vehicle, train, or boat. amended by T.D. 8748, 63 FR 25, Jan. 2, 1998] (iii) Cross reference. For the tax on blended taxable fuel, see § 48.4081±3(g). § 48.4081±1T Taxable fuel; definitions For the back-up tax on certain uses of (temporary). liquids other than diesel fuel, see (a) [Reserved] § 48.4082±4. (b) Definitions. (3) Gasoline blendstocksÐ(i) In general. Kerosene means, after June 30, 1998Ð Except as provided in paragraph (1) The two grades of kerosene (No. 1± (c)(3)(ii) of this section, gasoline K and No. 2±K) described in ASTM blendstocks meansÐ Specification D 3699; and (A) Alkylate; (2) Kerosene-type jet fuel described in (B) Butane; ASTM Specification D 1655 and mili- tary specifications MIL±T±5624R and (C) Butene; MIL±T±83133D (Grades JP±5 and JP±8). (D) Catalytically cracked gasoline; For availability of ASTM and military (E) Coker gasoline; specification material, see § 48.4081± (F) Ethyl tertiary butyl ether 1(c)(2)(i). (ETBE); (G) Hexane; [T.D. 8774, 63 FR 35801, July 1, 1998] (H) Hydrocrackate; § 48.4081±2 Taxable fuel; tax on re- (I) Isomerate; moval at a terminal rack. (J) Methyl tertiary butyl ether (a) Overview. This section provides (MTBE); the general rule that all removals of (K) Mixed xylene (not including any taxable fuel at a terminal rack are sub- separated isomer of xylene); ject to tax and the position holder with (L) Natural gasoline; respect to the fuel is liable for the tax.