Xindia Steels Ltd. Feasibility Report for 0.8 Mt Pellet
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Basic Information to Be Filled up for Tor Proposal
BASIC INFORMATION TO BE FILLED UP FOR ToR PROPOSAL Name of Project Expansion of Rolling Mill capacity from (Expansion/Green Field(New); IPP/Captive ) 3,00,000 TPA to 5,00,000 TPA If expansion, state status of implementation of The existing project has already been project for which EC has been accorded. established and under operation with valid CFO from SPCB. Existing project: 1. Pig Iron unit , 7,00,000 TPA 2. Rolling mill. 3,00,000 TPA 3. Sinter plant, 10,00,000TPA 4. BF gas based power plant, 8MW Name of Project Proponent M/S. KALYANI STEELS LTD Mundhwa, Pune–411 036, Maharashtra Phone : 020-66215000, Fax :020-25881532 E-mail : [email protected] [email protected] Name of Consultant M/s. ULTRA-TECH Environmental Consultancy & Laboratory Unit No. 206, 224-225,Jai Commercial Complex, Eastern Express High Way, Opp.Cadbury, Khopat, Thane (West)-400 601 Sl.No. SALIENT FEATURES 1. Location of Project Village Ginigera Taluk Koppal District Koppal State Karnataka State 2. Capacity & Unit Configurations Pig iron 7,00,000 TPA Rolling mill 3,00,000 TPA BF gas based power plant 8MW Sinter plant 10,00,000 TPA 3. Land requirement, Hectares No additional land is required. Existing land is adequate. 6. Area reqd. for ash pond/dyke Not required. 7. Fuel to be used BF gas as captive source from the existing industry. 8. Quantity of Fuel Required. 500 Nm3/hr 9. Source of Fuel (Domestic /Imported) Domestic 10. Source of Water Tungabhadra river 11. Quantity of water requirement 200 m3/d 12. -

Koppaldistrict Wise Non Teachers Voters List
KOPPAL District Wise Non Teachers Voters List Sl.No 1 Reg.No. 90102 Sl.No 2 Reg.No. 123883 Sl.No 3 Reg.No. 132330 Name: Dr. ABHIJIT MEDIKERI Name: Dr. ABHILASH Name: Dr. ABHISHEK SWAMY A Gender: Male Gender: Male Gender: Male Reg.Date: 25/02/2011 Reg.Date: 06/04/2018 Reg.Date: 17/09/2019 KANAKAGIRI ROAD, LINGARAJ CAMP, C/O DR. L B KALAL, NEAR C/O SRI VEERABHADRA ENTERPRISES, Address: WARD NO 9, GANGAVATHI, , KOPPAL, Address: RAGHAVENDRA MATH, RAILWAY Address: PHARMA PLAZA, GANGAVATHI,, KOPPAL, 583227 STATION ROAD, , KOPPAL, 583231 583227 Sl.No 4 Reg.No. 88392 Sl.No 5 Reg.No. 116506 Sl.No 6 Reg.No. 132497 Name: Dr. AJAY KUMAR Name: Dr. AJIT KUMAR MADIVALAR Name: Dr. AKSHAY KUMARSWAMY HIREMATH Gender: Male Gender: Male Gender: Male Reg.Date: 17/04/2010 Reg.Date: 09/11/2016 Reg.Date: 23/09/2019 S/O M S BHACHALAPUR , KALYAN 'MATA PITRU NILAYA', Pragati Nagar, Kinnal WARD NO 18, LINGAYAT HAJAMARA ONI, Address: NAGAR, 1ST CROSS, KINNAL ROAD, , Address: Address: Road , KARNATAKA, KOPPAL, 583231 GANGAVATHI, , KOPPAL, 583227 KOPPAL, 583231 Sl.No 7 Reg.No. 12784 Sl.No 9 Reg.No. 59260 Name: Dr. ALLURI SOMA RAJU Sl.No 8 Reg.No. 116772 Name: Dr. AMARESH M Name: Dr. AMARESH ARALI Gender: Male Gender: Male Gender: Male Reg.Date: 16/07/1975 Reg.Date: 09/04/2001 Reg.Date: 15/12/2016 S/O A. SATYANARAYANA RAJU, SUNIGAR ONI, AMARESHWARA E.N.T. & KRISHNADEVARAYA ROAD, #2/5/107/1 6B B NO.5, PRASHANT NAGAR, Address: Address: Address: DENTAL HOSPITAL, GANGAVATI, , VIVEKANANDA NAGAR, GANGAWATI, GANGAVATHI, , KOPPAL, KARNATAKA KOPPAL, 583227 KOPPAL , KOPPAL, 583227 Sl.No 10 Reg.No. -

Ultratech Cement Ltd (Unit: Ginigera Grinding Unit) Koppal, Karnataka
ULTRATECH CEMENT LTD (UNIT: GINIGERA GRINDING UNIT) KOPPAL, KARNATAKA. E-Business Dot Com Pvt. Ltd. is an authorized e- commerce service provider for “Ultratech Cement Ltd, KOPPAL” (Seller) to obtain rates online through www.steelez.com ULTRATECH CEMENT LIMITED SELLER NAME KOPPAL E-BUSINESS DOT COM PVT LTD 14/2 SOUTH TUKOGANJ , INDORE AUCTION TO BE MADHYA PRADESH. CONDUCTED BY PH:-0731-4715404/11 MOB- 9752492135/40 PORTAL :WWW.STEELEZ.COM 17TH JUNE 2019, OPENING TIME 03:00 PM & CLOSING TIME 04:00 PM (WITH THE DATE & TIME OF GAP OF 3 MINUTES BETWEEN EVERY LOT, FOR DETAILS PLS CHECK WEBSITE) AUCTION (AUTO EXTENSION AS APPLICABLE) AUCTION WEBSITE : WWW.STEELEZ.COM BIDDING IN THE LAST MINUTES AND SECONDS SHOULD BE AVOIDED IN THE BIDDERS SPECIAL INSTRUCTIONS OWN INTEREST NEITHER THE SERVICE PROVIDER NOR SELLER WILL BE RESPONSIBLE FOR ANY LAPSES /FAILURE ON THE PART OF THE VENDOR, IN SUCH CASES. SCHEDULE OF PROGRAM INSPECTION OF TILL 16TH JUNE 2019 MATERIAL ULTRATECH CEMENT LIMITED (UNIT: Ginigera Cement works,) VENUE OF INSPECTION KOPPAL KARNATAKA ONLY/RTGS/NEFT/DD WILL BE ACCEPTABLE, NO CASH SHOULD BE DEPOSITED IN ULTRATECH CEMENT LIMITED ACCOUNT FOR EMD RS 50000 / SD. AS PER BELOW EMD DETAILS RFQ Will be deposit in ULTRATECH’S BANK only in their respective branches PARTICIPATION FEE 14750 RS - FOR ONE YEAR (NOT APPLICABLE FOR 59000 RS – FOR LIFE TIME EXISTING MEMBERS A/C DETAIL- IFSC CODE- HDFC0000036 REGISTERED WITH E- BRANCH CODE-000036 BUSINESS DOT COM A/C NO. -00362320007166 PVT LTD.) CONTACT DETAILS MR RAHUL CHAUDHRY MISS.VAISHALI VASHISHTHA CONTACT DETAILS (STEELEZ) +91-9752492141 +91- 9109970952 [email protected] [email protected] Contact details Ginigera Cement Works Prasad Daniel Mobile No: 9743246817 [email protected] BANK DETAILS SELLER GINIGERA CEMENT WORKS ACCOUNT NAME BANK ACCOUNT NO. -

Koppal District
GOVERNMENT OF KARNATAKA DEPARTMENT OF AGRICULTURE Pradhan Mantri Krishi Sinchayee Yojana (PMKSY) DISTRICT IRRIGATION PLAN KOPPAL DISTRICT 2016 CONTENTS Chapter Page Contents No No PMKSY - Introduction 1-7 I General Information of the district 8-30 II District water profile 31-34 III Water availability 35-44 IV Water requirement/ demand 45-62 V Strategic action plan for irrigation 63-101 Conclusions 102-103 Appendices 104-167 i LIST OF TABLES Table No Title of Tables Page No 1.1 District profile 10 1.2 Taluk wise population 11 1.3 Details of house holds 12 1.4 Large animal population 14 1.5 Small animal population 15 1.6 Rainfall pattern in Koppal district 17 1.7 Soil types of Koppal district 19 1.8 Slope characteristic 20 1.9 Soil erosion and runoff status 27 1.10 Land use pattern in Koppal district 29 2.1 Crop wise- season-wise irrigated area in Koppal 31 district 2.2 Area, Production and Productivity of major 33 agricultural crops 2.3 Status of irrigated area in Koppal district 34 3.1 Status of water availability 36 3.2 Status of ground water in Koppal district 38 3.3 Status of command area 41 3.4 Status of ongoing lift irrigation schemes 41 3.5 Source wise irrigated area 42 3.6 Water availability in Koppal district 43 4.1 Domestic water requirement /Demand of Koppal 48 district & projected for 2020 4.2 Water requirement of horticultural/ agril crops 52 4.3 Water requirement of livestock in Koppal district in 54 2012 and projected for 2020 4.4 Water demand for industries in Koppal district 56 4.5 Water demand for power generation in -

Koppal District, Karnataka
GOVERNMENT OF INDIA MINISTRY OF WATER RESOURCES CENTRAL GROUND WATER BOARD GROUND WATER INFORMATION BOOKLET KOPPAL DISTRICT, KARNATAKA SOUTH WESTERN REGION BANGALORE FEBRUARY 2013 FOREWORD Groundwater is an essential component of the environment and economy. It sustains the flow in our rivers and plays an important role in maintaining the fragile ecosystems. The groundwater dependence of agrarian states like Karnataka is high. Recent studies indicate that 26 percent of the area of Karnataka State is under over exploited category and number of blocks is under critical category. In view of the growing concerns of sustainability of ground water sources, immediate attention is required to augment groundwater resources in stressed areas. Irrigated agriculture in the state is putting additional stress on the groundwater system and needs proper management of the resources. Central Ground Water Board is providing all technical input for effective management of ground water resources in the state. The groundwater scenario compiled on administrative divisions gives a better perspective for planning various ground water management measures by local administrative bodies. With this objective, Central Ground Water Board is publishing the revised groundwater information booklet for all the districts of the state. I do appreciate the efforts of Dr. K.Md.Najeeb, Regional Director and his fleet of dedicated Scientists of South Western Region, Bangalore for bringing out this booklet. I am sure these brochures will provide a portrait of the groundwater resources in each district for planning effective management measures by the administrators, planners and the stake holders. Sushil Gupta 2 CHAIRMAN PREFACE Ground water contributes to about eighty percent of the drinking water requirements in the rural areas, fifty percent of the urban water requirements and more than fifty percent of the irrigation requirements of the nation. -

In the High Court of Karnataka Dharwad Bench
: 1 : R IN THE HIGH COURT OF KARNATAKA DHARWAD BENCH DATED THIS THE 13 TH DAY OF MARCH, 2017 PRESENT THE HONOURABLE MR.JUSTICE ANAND BYRAREDDY AND THE HONOURABLE MR.JUSTICE K.SOMASHEKAR REGULAR FIRST APPEAL No.4094/2013 (RECOVERY OF MONEY) Between: M K R Poultry Farm and M Krishna Reddy and thers Poultry Farm, Bhimanur Road, Ginigera, District: Koppal, Represented by its owner M Krishna Reddy son of M. Venkata Reddy, Age: 52 Years. … Appellant (By Shri.Harsh Desai, Advocate) And: 1. M/s.Tinna Agro Industries Limited, Presently known as Adm Agro Industries Dharwad Private Limited, Having registered office at 81, Defence Colony, New Delhi, Factory Unit, Plot Nos. 260, 262, 45 & 45A, Belur Industrieal Area, Dharwad, Represented by its Director-Praveen Kumar S.P. : 2 : 2. M/s.Anji Reddy Poultry Farm, Situated at Bhimanur Road, Ginigera, Koppal, Represented by its owner-M. Anji Reddy. 3. M/s.Padmavathi Poultry Farm, Bhimanur Road, Ginigera, Koppal, Represented by its owner- Padmavathi Reddy. … Respondents (By Shri S.Sreevatsa, Senior Advocate for Shri M.Sampath Kumar and Shri Harish S.Maigur, Advocates for respondent No.1, Shri M.G.Naganuri, Advocate for respondents 2 and 3) This appeal is filed under Section 96 of Code of Civil Procedure, against the judgment and decree dated:17.04.2013 passed in O.S.No.33/2012 on the file of the Senior Civil Judge at Koppal, decreeing the suit filed for recovery of money. This appeal coming on for hearing, this day, Anand Byrareddy J., delivered the following: JUDGMENT Heard the learned counsel for the appellant – defendant No.1 and the learned Senior Advocate, Shri Srivatsa S. -
Sl No Sol Id Branch Name Category Address Pin Code
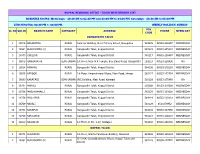
KOPPAL REGIONAL OFFICE - TALUK WISE BRANCH LIST BUSINESS HOURS: Week Days - 10:30 AM to 02:30 PM and 03:00 PM to 04:00 PM. Saturdays - 10:30 AM to 01:00 PM LUNCH HOURS: 02:30 PM to 03:00 PM. WEEKLY HOLIDAY: SUNDAY PIN SL NO SOL ID BRANCH NAME CATEGORY ADDRESS PHONE NPBW DAY CODE GANGAVATHI TALUK 1 10546 BASAPATNA RURAL Indaragi Building, Near Primary School, Basapatna 583235 08533-238207 WEDNESDAY 2 10561 BUDUGUMPA (G) RURAL Gangavathi Taluk, Koppal District. 583229 08533-275810 WEDNESDAY 3 10573 CHELLUR RURAL Gangavathi Taluk, Koppal District. 583117 08533-258447 WEDNESDAY 4 10643 GANGAVATHI SEMI-URBAN 1st Floor, Near N K Temple, Bus Stand Road, Gangavathi 583227 08533-230930 NA 5 10624 HANWAL RURAL Gangavathi Taluk, Koppal District. 584130 08533-278258 WEDNESDAY 6 10639 HEROOR RURAL 1st Floor, Amareshwara Nilaya, Main Road, Heroor 583227 08533-272754 WEDNESDAY 7 10690 KARATAGI SEMI-URBAN VBC Building, Main Road, Karatagi 583229 08533-275468 NA 8 10737 MARALI RURAL Gangavathi Taluk, Koppal District. 583268 08533-276088 WEDNESDAY 9 10736 MARLANAHALLI RURAL Gangavathi Taluk, Koppal District. 583229 08533-283280 WEDNESDAY 10 10759 MUSLAPUR RURAL Gangavathi Taluk, Koppal District. 584119 08533-202018 WEDNESDAY 11 10769 NAVALI RURAL Gangavathi Taluk, Koppal District. 583229 8533279452 WEDNESDAY 12 10794 SANAPUR RURAL Gangavathi Taluk, Koppal District. 583234 08533-287050 WEDNESDAY 13 10799 SANGAPUR RURAL Gangavathi Taluk, Koppal District. 583227 08533-200201 WEDNESDAY 14 10810 SIDDAPUR RURAL 1st Floor, D No. 1-17, Siddapur 584130 08533-280040 WEDNESDAY KOPPAL TALUK 1 10872 ALAWANDI RURAL 1st Floor, Grama Panchayat Building, Alawandi 583226 08539-285234 WEDNESDAY CH 3-64, Gavisiddeshwara Nilaya, Koppal Taluk and 2 10562 BUDUGUMPA (K) RURAL 583228 08539-277772 WEDNESDAY District. -

Koppal District Lists
Group "C" Societies having less than Rs.10 crores of working capital / turnover, Koppal District lists. Sl No Society Name Mobile Number Email ID District Taluk Society Address 1 28TH CANAL M P C S - - Koppal GANGAVATHI - 2 29TH CANAL GANDHI NAGAR M - - Koppal GANGAVATHI - P C S 3 ACHARA NARSAPUR M P C S - - Koppal GANGAVATHI - 4 ANNEGUNDI MULTIPURPOSE CO- - - Koppal GANGAVATHI - OP-SO 5 ANNEGUNDI P A C S - - Koppal GANGAVATHI - 6 AYODHA M P C S - - Koppal GANGAVATHI - 7 BARAGOOR M P C S - - Koppal GANGAVATHI - 8 BARAGUR WATER CONSUMER - - Koppal GANGAVATHI - CO-OP-SO 9 BASAPATNA M P C S - - Koppal GANGAVATHI - 10 BASAPATNA P A C S - - Koppal GANGAVATHI - 11 BASAPATNA-1 WATER - - Koppal GANGAVATHI - CONSUMER CO-OP-SO 12 BASAPATTANNA-2 WATER - - Koppal GANGAVATHI - CONSUMER CO-OP-SO 13 BASAVESHWARA H B C S - - Koppal GANGAVATHI SRI BASAVESHWARA H B C S , NEAR AMAR LODGE GANGAVATI TQ:-GANGAVATI DT:-KOPPAL ,Pin : 583227 14 BATTARA HANCHNAL M P C S - - Koppal GANGAVATHI - 15 BELIVINAHAL-2 WATER - - Koppal GANGAVATHI - CONSUMER CO-OP-SO 16 BELIVINAL-3 WATER CONSUMER - - Koppal GANGAVATHI - CO-OP-SO 17 BELIVINALA OIL SEEDS - - Koppal GANGAVATHI - GROWERS CO-OP-SO 18 BELIVINALA-1 WATER - - Koppal GANGAVATHI - CONSUMER CO-OP-SO 19 BENNUR P A C S - - Koppal GANGAVATHI - 20 BOGESHWAR WATER - - Koppal GANGAVATHI - CONSUMER CO-OP-SO KAMPLI ROAD GANGAVATHI 21 BUDAGUMGA P A C S - - Koppal GANGAVATHI - 22 BUDAGUMPA M P C S - - Koppal GANGAVATHI - 23 BUDAGUMPA-1 WATER - - Koppal GANGAVATHI - CONSUMER CO-OP-SO 24 BUDAGUMPA-2 WATER - - Koppal GANGAVATHI -

Eligible Members for GB
BDR-0001 BDR-0006 Kalyana Pattina Souharda Sahakari Ni., Gramina Mahila Multipurpose Souharda Cooperative Ltd. No.9-1-65, Mohana Market Complex, 1st Floor, K.P.T.C.L Road, Prawarda Campus, Near Sri Beerlingeshwara Temple, Bidar - 585401 Sastapura,, Basavakalyana - 585327 Bidar Bidar Ph: 08482-220559, 8050270731 Ph: 08482-232710, 9902410464 BDR-0008 BDR-0009 Pragathi Pattina Souharda Sahakari Ni., Kailasanatha Pattina Souharda Sahakari Ni., Mahalaxmi Plaza Complex, Gunj Bhalki, Bhalki - 585328 1st Cross, kailash Layout, Behind kailash Motors Show Room, Bidar Mannahalli Road, Bidar - 585403 Ph: 99452 76068, 9535925456 Bidar Ph: 7353143437, 8762500348 BDR-0010 BDR-0011 Chitaguppa Pattina Souharda Sahakari Ni., Sri Basaveshwara Souharda Pattina Sahakari Ni., Basavaraja Chouka, Main Road, Chitaguppa, Chitaguppa - Chitaguppa, Near Neharu Chouk, Main Road, Chitaguppa - 585412 585412 Bidar Bidar Ph: 08483 277407, 9611219850 Ph: 93432 05421, BDR-0014 BDR-0021 Pandith Deena Dayal Upadhyaya Pattin Souharda Sahakari Ni., Srinidhi Pattina Souharda Sahakari Ni., Plot No.50, APMC Yard, Humnabad - 585330 Amara Gangu Complex, 1st Floor, Opp. Siddarooda Mata, Bidar Mannalli Road, Bidar - 585403 Ph: 08483-270300, 9880918047 Bidar Ph: 08482-224655, 9739422310 BDR-0023 BDR-0025 Srinidhi Pattina Souharda Sahakari Ni. Adarsha Souharda Pattina Sahakari Ni. Near Basaveshwar Hospital, Main Road,, Basavakalyana - 585327 Masiya Complex, Najarat Colony, Near Karnataka College, Bidar Hydrabad Road, Bidar - 585401 Ph: 08481-295055, 9591668822 Bidar Ph: 9845893970, 8722091227 BDR-0026 BDR-0029 Jana Seva Souharda Sahakari Ni., Sri Sai Pattina Souharda Sahakari Ni. # 49, KHB Colony, Noubad, Bidar - 585402 Near Kranti Ganesh,Near Basava Mantap, Bidar - 585401 Bidar Bidar Ph: 9242163152, 9686743441 Ph: 9035101596, 9731500152/ 8904529104 BDR-0038 BDR-0039 Muktha Vividoddesha Souharda Sahakari Ni., Channabasava Pattina Souharda Sahakari Ni. -

Bedkar Veedhi S.O Bengaluru KARNATAKA
pincode officename districtname statename 560001 Dr. Ambedkar Veedhi S.O Bengaluru KARNATAKA 560001 HighCourt S.O Bengaluru KARNATAKA 560001 Legislators Home S.O Bengaluru KARNATAKA 560001 Mahatma Gandhi Road S.O Bengaluru KARNATAKA 560001 Rajbhavan S.O (Bangalore) Bengaluru KARNATAKA 560001 Vidhana Soudha S.O Bengaluru KARNATAKA 560001 CMM Court Complex S.O Bengaluru KARNATAKA 560001 Vasanthanagar S.O Bengaluru KARNATAKA 560001 Bangalore G.P.O. Bengaluru KARNATAKA 560002 Bangalore Corporation Building S.O Bengaluru KARNATAKA 560002 Bangalore City S.O Bengaluru KARNATAKA 560003 Malleswaram S.O Bengaluru KARNATAKA 560003 Palace Guttahalli S.O Bengaluru KARNATAKA 560003 Swimming Pool Extn S.O Bengaluru KARNATAKA 560003 Vyalikaval Extn S.O Bengaluru KARNATAKA 560004 Gavipuram Extension S.O Bengaluru KARNATAKA 560004 Mavalli S.O Bengaluru KARNATAKA 560004 Pampamahakavi Road S.O Bengaluru KARNATAKA 560004 Basavanagudi H.O Bengaluru KARNATAKA 560004 Thyagarajnagar S.O Bengaluru KARNATAKA 560005 Fraser Town S.O Bengaluru KARNATAKA 560006 Training Command IAF S.O Bengaluru KARNATAKA 560006 J.C.Nagar S.O Bengaluru KARNATAKA 560007 Air Force Hospital S.O Bengaluru KARNATAKA 560007 Agram S.O Bengaluru KARNATAKA 560008 Hulsur Bazaar S.O Bengaluru KARNATAKA 560008 H.A.L II Stage H.O Bengaluru KARNATAKA 560009 Bangalore Dist Offices Bldg S.O Bengaluru KARNATAKA 560009 K. G. Road S.O Bengaluru KARNATAKA 560010 Industrial Estate S.O (Bangalore) Bengaluru KARNATAKA 560010 Rajajinagar IVth Block S.O Bengaluru KARNATAKA 560010 Rajajinagar H.O Bengaluru KARNATAKA -

MEAI News 30 Arun Kumar Kothari, T
CMYK Date of Publication: 25-1-2020 Regd. with RNI R.No. 71519/99; No. of Pages: 36+Cover 4 Date of Posting: 29 / 30 of every month Postal Regd. No. H-HD-GPO/024/2018-2020 Official Publication of Mining Engineers’ Association of India Price `100/- Vol. 21 No. 7 MONTHLY February - 2020 Syama mine in Mali : the world’s first fully automated mine Mining Engineers’ Association of India Flat-608 & 609, Raghava Ratna Towers, A-Block, VI Floor, Chirag Ali Lane, Abids, Hyderabad - 500001 Ph.: 040 - 66339625, 23200510, Email: [email protected] Website: www.meai.org CMYK CMYK Date of Publication: 25-1-2020 Regd. with RNI R.No. 71519/99; No. of Pages: 36+Cover 4 Date of Posting: 29 / 30 of every month Postal Regd. No. H-HD-GPO/024/2018-2020 Official Publication of Mining Engineers’ Association of India Price `100/- Vol. 21 No. 7 MONTHLY February - 2020 Syama mine in Mali : the world’s first fully automated mine Mining Engineers’ Association of India Flat-608 & 609, Raghava Ratna Towers, A-Block, VI Floor, Chirag Ali Lane, Abids, Hyderabad - 500001 Ph.: 040 - 66339625, 23200510, Email: [email protected] Website: www.meai.org CMYK Official Publication of Mining Engineers’ Association of India Vol. 21 No. 7 MONTHLY February - 2020 this issue contains... President’s Message 5 Editor's Desk 7 News from the Mining World 8 President Sanjay Kumar Pattnaik Position Paper on atn Ideal Mineral Concession System for India 16 Vice President- I Vice President - II Vice President - III K. Madhusudhana S.N. Mathur O.P. -

Koppal Census 2011.Xlsx
Town/ Urban/ Total Population SC Population ST Population Sl No Name House Holds Village Rural Male Female Total Male Female Total Male Female Total 1 601230 Sankanur Rural 451 1064 1129 2193 196 213 409 36 38 74 2 601231 Katral Rural 136 341 328 669 27 29 56 48 56 104 3 601232 Sirgumpi Rural 249 670 643 1313 36 41 77 2 1 3 4 601233 Sompur Rural 212 484 475 959 7 7 14 20 31 51 5 601234 Hiremyageri Rural 846 2106 2128 4234 310 300 610 62 66 128 6 601235 Mudhol Rural 1436 3429 3467 6896 727 684 1411 65 73 138 7 601236 Chikoppa Rural 228 654 604 1258 482 445 927 2 3 5 8 601237 Tumurguddi Rural 396 1152 1083 2235 222 199 421 16 17 33 9 601238 Ballutgi Rural 805 2169 2192 4361 628 601 1229 81 84 165 10 601239 Jhulkatti Rural 157 420 401 821 81 72 153 64 50 114 11 601240 Bandi Rural 469 1255 1174 2429 180 161 341 62 50 112 12 601241 Kadbalkatti Rural 53 186 159 345 0 0 0 12 10 22 13 601242 Chikbannigol Rural 241 729 723 1452 315 341 656 32 32 64 14 601243 Konasagar Rural 361 1032 1026 2058 86 86 172 215 228 443 15 601244 Hagedhal Rural 155 445 429 874 26 25 51 166 162 328 16 601245 Bassapur Rural 213 508 531 1039 59 55 114 140 154 294 17 601246 Boon Koppa Rural 89 238 268 506 1 1 2 10 10 20 18 601247 Dammur Rural 331 972 976 1948 189 210 399 2 1 3 19 601248 Vajra Bandi Rural 367 1072 1053 2125 264 251 515 349 349 698 20 601249 Makkahalli Rural 64 195 190 385 18 10 28 46 47 93 21 601250 Salbhavi Rural 120 406 395 801 25 32 57 298 257 555 22 601251 Madlur Rural 164 450 463 913 85 90 175 6 8 14 23 601252 Lagalur Rural 31 79 82 161 7 8 15 29 32