Report of the Un Interregional Workshop
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Stretching Unprimed Vs. Pre-Primed Canvas for Painting
INFORMATION JUST PAINT SHEETS 8/07 No. 3 Developed in collaboration with Conservator James Bernstein and Golden Artist Colors, Inc. Stretching Unprimed vs. Pre-primed Canvas for Painting Pre-stretching traditional size. A stretched linen canvas by the weave in an unfavorable position. It is itself on a humid day would become taut. wisest to pre-stretch as a separate step. This Unprepared Canvas When there is an animal glue size on a linen aligns the weave as fabric tension is For ultimate fabric choice, unprimed canvas, the animal glue swells and the canvas estimated. If a fabric is very responsive, the canvas offers the most possibilities. The becomes less tight. Conversely, a linen first stretching may be done barehanded artist is not limited by the variety or size of canvas by itself on a dry day would become (without pliers), as the canvas should not fabrics available pre-primed. limp. However, animal glue under dry initially be stretched too taut. Allowance has If starting with unprepared linen, cotton, conditions shrinks and becomes taut. Thus to be left for subsequent wetting and rinsing or other fabric for painting, preliminary the opposite natural behaviors of linen and that will tighten the fabric significantly preparation of the canvas is essential. A animal glue are dynamically opposed and (albeit temporarily). common misunderstanding is that the help hold each other in tow. The pre-stretched canvas should be application of size or ground layer coatings This dynamic is not as well balanced for gradually and uniformly moistened and then will correct or compensate for all sorts of cotton canvas. -

Jennifer Brunton 2017
The Zibby Garnett Travelling Fellowship Report by Jennifer Brunton MLitt Technical Art History. The Cleveland Museum of Art, Ohio, USA. th th 9 July – 16 July 2017. Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Table of Contents Introduction 1 1.1 Overview 1 1.2 Budget 2 Placement Overview 3 2.1 Cleveland 3 2.2 The Cleveland Museum of Art 4 3.1 Learning Objectives 4 4.1 Day 1: Stretching the First Canvas 6 4.2 Day 2: Part One. Working on a Glue Size Recipe 8 4.2.1 Day 2: Part Two: Preparing a Glue Ground Layer 10 4.3 Day 3: The Second Canvas and WOW! 11 4.3.1 WOW! (Wade Oval Wednesday) 13 4.4 Day 4: Experimenting with Ground Recipes 13 4.5 Day 5: Last Day and Boiling the Third Canvas 14 4.6 Back in Glasgow: Stretching the Huckaback Canvas 16 Conclusion 19 Acknowledgements 20 Appendix 1 21 Appendix 2 22 Appendix 3 24 Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Image Credits All images not credited are copyright of the author, with permission from The Cleveland Museum of Art, Ohio. Figure 1. http://www.lib.utexas.edu/maps/world_cities/cleveland.jpg Figure 2. http://www.clevelandart.org/sites/default/files/images/homepage- feature/full/BannerBenefit_desktop.jpg Figure 22. http://www.universitycircle.org/events/2017/06/14/wow-wade-oval-wednesdays Zibby Garnett Travel Fellowship Report Jennifer Brunton 2017 Introduction. 1.1 Overview. My name is Jennifer Brunton, I am 22 years of age, and currently studying for a post- graduate degree in Technical Art History at the Centre for Textile Conservation and Technical Art History at the University of Glasgow. -
Tailoring Series TECHNIQUES for TAILORING UNDERLINING a TAILORED GARMENT—Underlining Is a Second Layer of Fabric. It Is Cut By
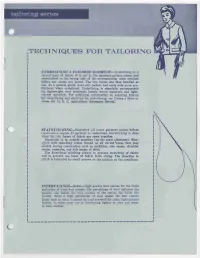
tailoring series TECHNIQUES FOR TAILORING UNDERLINING A TAILORED GARMENT—Underlining is a second layer of fabric. It is cut by the garment pattern pieces and staystitched to the wrong side of the corresponding outer sections before any seams are joined. The two layers are then handled as one. As a general guide, most suit jackets and coats look more pro- fessional when underlined. Underlining is especially recommended for lightweight wool materials, loosely woven materials and light- colored materials. For additional information on selecting fabrics for underlining and applying the underlining, see Lining a Shirt 01' Dress HE 72, N. C. Agricultural Extension Service. STAYSTITCHING—Staystitch all outer garment pieces before construction begins. If garment is underlined, stays-titching is done when the two layers of fabric are sewn together. Staystitch 1/3 in. outside seamline (on the seam allowance). Stay- stitch “ with matching cotton thread on all curved *areas that may stretch during construction such as necklines, side seams, shoulder seams, armholes, and side seams of skirt. Use directional stitching always to prevent stretching of fabric and to prevent one layer of fabric from riding. The direction to stitch is indicated by small arrows on the pattern on the seamlines. INTERFACINGS—Select a high quality hair canvas for the front and collar of coats and jackets. The percentage of wool indicates the quality—the higher the wool content of the canvas the better the quality. Since a high percentage of wool makes the hair canvas fairly dark in color, it cannot be used successfully under light-colored fabrics. In these cases use an interfacing lighter in color and lower in wool content. -

First Review - Professional Peers - ITAA Members
DESIGN EXHIBITION COMMITTEE First Review - Professional Peers - ITAA Members Mounted Gallery Co-Chairs: Melinda Adams, University of the Incarnate Word Laura Kane, Framingham State University Su Koung An, Central Michigan University Ashley Rougeaux-Barnes, Texas Tech University Laurie Apple, University of Arkansas Lynn Blake, Lasell College Lynn Boorady, Buffalo State College Design Awards Committee: Melanie Carrico, University of North Carolina, Greensboro Review Chair: Belinda Orzado, University of Delaware Chanjuan Chen, Kent State University Kelly Cobb, University of Delaware Catalog: Sheri L. Dragoo, Texas Woman’s University Sheri Dragoo, Texas Woman’s University V.P. for Scholarship: Youn Kyung Kim, University of Tennessee Rachel Eike, Baylor University Andrea Eklund, Central Washington University Jennifer Harmon, University of Wyoming First Review Erin Irick, University of Wyoming A total of 107 pieces were accepted through the peer review Ashley Kim, SUNY Oneonta process for display in the 2017 ITAA Design Exhibition with Eundeok Kim, Florida State University a 37% acceptance rate. All jurying employed a double blind Helen Koo, Konkuk University process so the jurors had no indication of whose work they Ashley Kubley, University of Cincinnati were judging. A double-blind jury of textile and apparel peers Jung Eun Lee, Virginia Tech reviewed each submission including design statement and YoungJoo Lee, Georgia Southern University images. Further, a panel of Industry experts reviewed submissions Diane Limbaugh, Oklahoma State University -

The Velveteen Rabbit Study Guide
STUDY GUIDE T adapted for the stage by Janet Allard from the book by Margery Williams directed by Beth Lopes M AY 2 4 JU N E 9 Prepared by Literary Associate Kat Zukaitis and Literary Intern Marcus Beebe The Velveteen Rabbit • SOUTH COAST REPERTORY •1 TABLE OF CONTENTS PART I: THE PLAY The Characters ........................................................................................................................................................................................ 3 The Story ...................................................................................................................................................................................................... 3 Going by the Book: The Velveteen Rabbit ......................................................................................................................... 4 Meet the Playwright: Janet Allard ........................................................................................................................................... 5 Meet the Author: Margery Williams ....................................................................................................................................... 5 From Page to Stage: Making The Velveteen Rabbit ................................................................................................... 6 PART II: CLASSROOM ACTIVITIES BEFORE THE SHOW Questions for Discussion and Activities ................................................................................................................... -

The Velveteen Rabbit by Margery Williams
The Velveteen Rabbit By Margery Williams The Velveteen Rabbit by Margery Williams There was once a velveteen rabbit, and in the beginning he was really splendid. He was fat and bunchy, as a rabbit should be; his coat was spotted brown and white, he had real thread whiskers, and his ears were lined with pink sateen. On Christmas morning, when he sat wedged in the top of the Boy's stocking, with a sprig of holly between his paws, the effect was charming. There were other things in the stocking, nuts and oranges and a toy engine, and chocolate almonds and a clockwork mouse, but the Rabbit was quite the best of all. For at least two hours the Boy loved him, and then Aunts and Uncles came to dinner, and there was a great rustling of tissue paper and unwrapping of parcels, and in the excitement of looking at all the new presents the Velveteen Rabbit was forgotten. For a long time he lived in the toy cupboard or on the nursery floor, and no one thought very much about him. He was naturally shy, and being only made of velveteen, some of the more expensive toys quite snubbed him. The mechanical toys were very superior, and looked down upon every one else; they were full of modern ideas, and pretended they were real. The model boat, who had lived through two seasons and lost most of his paint, caught the tone from them and never missed an opportunity of referring to his rigging in technical terms. The Rabbit could not claim to be a model of anything, for he didn't know that real rabbits existed; he thought they were all stuffed with sawdust like himself, and he understood that sawdust was quite out-of-date and should never be mentioned in modern circles. -

NF00-430 Sewing with Velveteen
University of Nebraska - Lincoln DigitalCommons@University of Nebraska - Lincoln Historical Materials from University of Nebraska-Lincoln Extension Extension 2000 NF00-430 Sewing with Velveteen Rose Marie Tondl Follow this and additional works at: https://digitalcommons.unl.edu/extensionhist Part of the Agriculture Commons, and the Curriculum and Instruction Commons Tondl, Rose Marie, "NF00-430 Sewing with Velveteen" (2000). Historical Materials from University of Nebraska-Lincoln Extension. 1179. https://digitalcommons.unl.edu/extensionhist/1179 This Article is brought to you for free and open access by the Extension at DigitalCommons@University of Nebraska - Lincoln. It has been accepted for inclusion in Historical Materials from University of Nebraska-Lincoln Extension by an authorized administrator of DigitalCommons@University of Nebraska - Lincoln. Nebraska Cooperative Extension NF00-430 Sewing with Velveteen Rose Marie Tondl, Extension Clothing Specialist What is velveteen? Velveteen is made from cotton or a cotton-blend fabric that has a short dense pile. It is woven in a single layer with an extra set of filling yarns that are cut to form the short, closely set pile. Velveteen is available in solid colors and printed with plaid, floral or paisley designs. As a medium weight fabric, it is used whenever a velvet look is desired. It is easier to sew and more durable than velvet. Patterns This fabric is used for dresses, jumpers, vests, children's clothes, jackets, coats, skirts and slacks. Simple styles with few seams are good choices. Preshrink All cotton velveteen will shrink. For finished garments that will be laundered, stitch ends of fabric closed, then wash and tumble dry on delicate cycle. -

Glossary of Terms
Glossary of Terms Areal Density : It is the weight of fabric per unit area. Assortment : It is the selection and classification of raw jute according to fibre characteristics prior to packing or baling. Bag - A Twill : A double warp hemmed twill bag of 112 X 67.5 cm size and weighing 1190 g with three blue stripes woven along the length of the bag and used for packing sugar. Bag - B Twill : A double warp hemmed twill sacking bag measuring 112 X 67.5 cm and weighing 1020 g has the capacity of holding 95 kg of foodgrains. With three blue stripes woven along the length of the bag and is used for packing foodgrain. Due to ILO stipulation, a new type of B.Twill bag has been developed with 50 kg capacity, dimensions 94 X 57 cm and bag weight of 665 g. Bale (Kutcha) : A package of raw jute consists of various morahs, usually weighing 130 kg to 150 kg and sometimes only 55 kg It is bound with jute ropes. Bale ( Pucca) : It is hydraulically pressed bale of raw jute usually bound with jute ropes. Its standard size is ( 120 X 45 X 50 ) cm having net weight of 180 kg. Bale ( Fabric or Jute Bags) : A rectangular or square pressed, rigid package, containing jute fabrics or bags, covered with bale covering with outer layer stiched and bounded by metal hoopes in conformity with the relevant specifications. The bales containing jute bagging do not have bale covering. Batch : A quantity of raw jute selected from various asoortments to produce yarn of desired type of quality. -

Velvet and Velveteen All Sewn up Beverly Rhoades*
;j. - 7J1~77 L-1002 Velvet and Velveteen All Sewn Up Beverly Rhoades* For a plush, fashionable look any time of the year, Veh'eteCJl COIlstnlcti()Jl choose velvet or velveteen, the most luxurious of the floats pile fabrics. For centuries, these fabrics have added elegance, femininity and versatility to wardrobes as beautiful dresses, gowns or separates. While these fabrics are similar in appearance, the process used to construct each fabric is quite differ warp ends ent. Velvet, the oldest of the pile fabrics (since 2000 B.C.), may be woven or knitted. In woven velvet the pile is formed by the lengthwise warp yams; in velve teen the crosswise filling yarns form the pile. In woven velvet, two layers offabric are woven simulta neously forming a sandwich with the vertical warp yams as the filling. Layers are then separated with a knife to form the pile. Velveteen, a simulation of true Types of Velvet velvet used since the late 1700's, is woven in a single Velvet was originally made from silk, but today's layer with a floating yarn which is cut to form the pile. velvet is usually all or part synthetic (particularly rayon and acetate), or may be cotton or a cotton Velvet constructiun blend. With vast improvements in weaving, knitting and finishing techniques, today's velvet is easier to work with and care for. It has become a fabric for all double woven velvet before splitting seasons in weights for every type of garment. Lightweight velvets are suitable for dresses, sepa cut rates or evening wear, especially in warmer seasons. -

Velvets & Velveteen
Velvets & Velveteen Traditionally, the grand or house drapes are made of velvet with a generous fullness. Velvet is a beautiful and luxurious fabric, but you must provide extra attention to the care and maintenance of this fabric. Note that Velvet Velour should not be confused with velveteen. Velour is a cotton fabric that has a deeper pile than velveteen, is heavier in weight and is commonly used in draperies. PRG offers a range of velvet, velour and velveteen options. Grand IFR Velvet GRAND IFR VELVET PRG Grand IFR Velvet is our preferred velvet • made of 100% IfR polyesteR for Grand Front Drapes. It has set a new • weIghs 500g/m2 benchmark by being the perfect combination • 137cm wIdth of the opulence of velvet with Inherently • avaIlable in a range of colouRs Flame retardant certification. As a Grand • InheRently Flame RetaRdant (IfR) Front Drape (House Curtain) the velvet can • ceRtIfIcated to ANZ 1530 paRts 2 & 3 be lined with our IFR Royal Velveteen, and can be embellished with fringes and braid, or painted for dramatic effect. Normally available ex stock in a range of popular colours including plumb, royal and black.* SOVEREIGN IFR VELVET Sovereign IFR Velvet is medium weight affordable velvet which can be used as a grand drape as well as stage masking. With less sheen than our other IFR Velvets, the Sovereign is more suitable for black masking where a velvet option is preferred. As a Grand Front Drape (House Curtain) the velvet Sovereign IFR Velvet can be lined with our IFR Royal Velveteen, and can be embellished with fringes and • made of 100% IfR polyesteR braid, or painted for dramatic effect. -

The War and Fashion
F a s h i o n , S o c i e t y , a n d t h e First World War i ii Fashion, Society, and the First World War International Perspectives E d i t e d b y M a u d e B a s s - K r u e g e r , H a y l e y E d w a r d s - D u j a r d i n , a n d S o p h i e K u r k d j i a n iii BLOOMSBURY VISUAL ARTS Bloomsbury Publishing Plc 50 Bedford Square, London, WC1B 3DP, UK 1385 Broadway, New York, NY 10018, USA 29 Earlsfort Terrace, Dublin 2, Ireland BLOOMSBURY, BLOOMSBURY VISUAL ARTS and the Diana logo are trademarks of Bloomsbury Publishing Plc First published in Great Britain 2021 Selection, editorial matter, Introduction © Maude Bass-Krueger, Hayley Edwards-Dujardin, and Sophie Kurkdjian, 2021 Individual chapters © their Authors, 2021 Maude Bass-Krueger, Hayley Edwards-Dujardin, and Sophie Kurkdjian have asserted their right under the Copyright, Designs and Patents Act, 1988, to be identifi ed as Editors of this work. For legal purposes the Acknowledgments on p. xiii constitute an extension of this copyright page. Cover design by Adriana Brioso Cover image: Two women wearing a Poiret military coat, c.1915. Postcard from authors’ personal collection. This work is published subject to a Creative Commons Attribution Non-commercial No Derivatives Licence. You may share this work for non-commercial purposes only, provided you give attribution to the copyright holder and the publisher Bloomsbury Publishing Plc does not have any control over, or responsibility for, any third- party websites referred to or in this book. -

Flexible Supports
MATERIALS INFORMATION and TECHNICAL RESOURCES for ARTISTS - Flexible Supports There are pros and cons to all solid and flexible supports. Generally speaking, an ideal support will be able to withstand fluctuations in RH and temperature, possess an adequate level of absorbency and/or tooth, and will not become brittle or fragile with age. One drawback that is often associated with flexible supports is that they are more susceptible to being damaged by physical contact (e.g. tears, impact cracks, punctures, etc.) In addition, flexible supports are more likely to respond to changes in the environment, giving rise to draws in the corners, an overall loss of tension, and other planar deformations. Such damages can lead to both short and long term condition issues and can affect the stability of the paint and ground layers. Because of these issues, artists are highly encouraged to affix protective backing boards to the reverse of their paintings. Rigid supports, on the other hand, are less likely to withstand physical damage. Although some will still react to changes in the environment (e.g. warping, cracking, etc.), there are steps that artists can take to mitigate these problems. One such method is to adhere a fabric support over the face of the rigid panel. This allows the paint/ground layers to remain somewhat flexible should the rigid support exhibit warping and/or cracking. Rigid supports can also be cradled, particularly if they are large in size, to counteract possible warping or other types of planar deformations. FLEXIBLE SUPPORTS Canvas The use of fabric supports for painting dates to Greek and Roman times.