Moorgate Exchange, London, UK 2
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
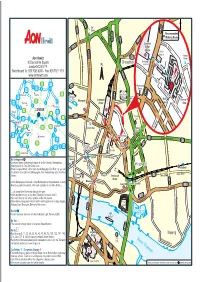
Aon Hewitt-10 Devonshire Square-London EC2M Col
A501 B101 Old C eet u Street Str r t A1202 A10 ld a O S i n Recommended h o A10 R r Walking Route e o d et G a tre i r d ld S e t A1209 M O a c Liverpool iddle t h sex Ea S H d Street A5201 st a tre e i o A501 g e rn R Station t h n S ee Police tr S Gr Station B e e t nal Strype u t Beth B134 Aon Hewitt C n Street i t h C y Bishopsgate e i l i t N 10 Devonshire Square l t Shoreditch R a e P y East Exit w R N L o iv t Shoreditcher g S St o Ra p s t London EC2M 4YP S oo re pe w d l o e y C S p t tr h S a tr o i A1202 e t g Switchboard Tel: 020 7086 8000 - Fax: 020 7621 1511 d i e h M y t s H i D i R d www.aonhewitt.com B134 ev h B d o on c s Main l a h e t i i r d e R Courtyard s J21 d ow e e x A10 r W Courtyard M11 S J23 B100 o Wormwood Devonshire Sq t Chis h e r M25 J25 we C c e l S J27 l Str Street a e M1 eet o l t Old m P Watford Barnet A12 Spitalfields m A10 M25 Barbican e B A10 Market w r r o c C i Main r Centre Liverpool c a r Harrow Pl A406 J28 Moorgate i m a k a e t o M40 J4 t ld S m Gates C Harrow hfie l H Gate Street rus L i u a B le t a H l J1 g S e J16 r o J1 Romford n t r o e r u S e n tr A40 LONDON o e d e M25 t s e Slough M t A13 S d t it r c A1211 e Toynbee h J15 A13 e M4 J1 t Hall Be J30 y v Heathrow Lond ar is on W M M P all e xe Staines A316 A205 A2 Dartford t t a London Wall a Aldgate S A r g k J1 J2 s East s J12 Kingston t p Gr S o St M3 esh h h J3 am d s Houndsditch ig Croydon Str a i l H eet o B e e A13 r x p t Commercial Road M25 M20 a ee C A13 B A P h r A3 c St a A23 n t y W m L S r n J10 C edldle a e B134 M20 Bank of e a h o J9 M26 J3 heap adn Aldgate a m sid re The Br n J5 e England Th M a n S t Gherkin A10 t S S A3 Leatherhead J7 M25 A21 r t e t r e e DLR Mansion S Cornhill Leadenhall S M e t treet t House h R By Underground in M c o Bank S r o a a Liverpool Street underground station is on the Central, Metropolitan, u t r n r d DLR h i e e s Whitechapel c Hammersmith & City and Circle Lines. -

Crossrail Night-Time Works Underneath Barbican Estate
July 2014 Crossrail night-time works underneath Barbican Estate As you may be aware, Crossrail is planning to tunnel under the Duration of work Barbican Estate in early 2015 to construct the route of the • Intermittent from 21 July future underground railway. To make sure that this tunneling to 15 September 2014 has no unwanted effect upon existing railway infrastructure we will be monitoring the London Underground tunnels between • Night working from 01:00 Barbican and Moorgate stations. until 04:30 Monday to In order to do this, we will install sensors inside the tunnels Friday that will be fixed in place by drilling small holes into the structure using hand-held battery powered drills. We will be doing as much of this work as possible during the day, but for safety reasons some work will have to take place at What to expect night when trains are not running and the power has been • Possible infrequent turned off. audible noise This may lead to the possibility of some infrequent audible noise whilst drilling takes place. This noise will be most likely within the first week of work, after which drilling will be less What we will do frequent. During our installation we will be working our way • Respond promptly to any along the tunnels, so works should only be taking place below complaints or concerns each residency for a few shifts. We are not expecting the works to cause significant • Inform residents of any disturbance to residents, but would encourage anyone who changes to the experiences problems to contact the Crossrail 24-hour programme of works helpdesk on 0345 602 3813 as soon as possible. -

Buses from London Bridge
Buses from London Bridge Buses from London Bridge 17 43 21 141 149 55 Southgate Road Haggerston towards Archway towards Friern Barnet towards towards towards Edmonton Green towards Halliwick Park Newington Palmers Green Bus Station Walthamstow Central from stops D, M Green North Circular Road Hoxton Baring Street from stops C, M from stops A, M King’s Cross from stop M from stops C, M 17 43 21 141 55 149 149 Hackney 55 for St. Pancras International Upper Street Southgate21 141 Road Haggerston 55 Road towards Archway towards Friern Barnet towards New Northtowards Road towards Kingslandtowards EdmontonRoad Green towards Halliwick Park 43 Newington Palmers Green Oxford Circus Bus Station Walthamstow Central from stops D, M Islington Green North Circular Road Hoxton Baring Street Shoreditch Hoxton from stops C, M Angel Town from stops A, M Hoxton KING’S CROSSKing’s Cross from stop M from stops C, M Kingsland Road Moorelds Eye Hospital 55 Hall149 Hackney HackneyRoad for St. Pancras International Upper Street 21 141 55 Road 17 City Road NewProvost North StreetRoad 133 towards Kingsland Road On 12 October 2019 route 48 was withdrawn. 43 Oxford Circus Shoreditch (not 55) Eastman Dental Hospital Islington from stop M Shoreditch Hoxton For stops towards Walthamstow, please use Angel Moorelds Old Street Hoxton KING’S CROSS Town Kingsland Road from stop M routes 35 or 47 towards Shoreditch to reach Eye Hospital Roundabout 35 Hackney RoadShoreditch Town Hall and change there to CityMoor Roadelds Eye Hospital 344 Hall ProvostOld Street Street 133 route 55 towards Walthamstow Central. 17 City Road from stops M, S On 12 October 2019 route 48 was withdrawn. -

Discovering Fraser Residence Bishopsgate
DISCOVERING FRASER RESIDENCE BISHOPSGATE “Imagine a world where you can enjoy the very best features of a world-class hotel with all the advantages CONTENTS 01 HOME of your very own apartment. Explore the following 02 INTRODUCTION pages to discover what makes staying at Fraser Residence 03 LOCATION Bishopsgate such a uniquely rewarding experience.” 04 APARTMENT FEATURES 05 SERVICES & FACILITIES 06 CONTACT US « 1 of 6 » Introduction Fraser Residence Bishopsgate, formerly known as The Writers is the latest addition to the Fraser collection in the City of London. Nestled in a historic street off the busy Bishopsgate, this stunning residence comprises 26 well-appointed designed contemporary and airy apartments ranging from Studios, One and Two bedroom apartments. Each of the apartments is fitted with the finest wood flooring, fully-fitted bathrooms and furnished with beautifully appointed contemporary furniture. Colourful accents and the most superb fittings set the scene for effortless relaxation during your business or leisure stay. A few minutes walk away from Liverpool Street Station and in the shadow of Old Spitalfields, one of London’s most historic markets, Fraser Residence Bishopsagte is amongst the finest and most desirable properties in the City. With a host of restaurants, coffee shops and bars in the immediate vicinity, as well as galleries, shops and the famous Brick Lane, the property offers the ideal location to combine business with pleasure. Our Vision Frasers Hospitality aims to be the premier global leader in the extended stay market through our commitment to continuous innovation in answering the unique needs of every customer. « 2 of 6 » Sun St Bishopsgate Location South Pl Spitalfields Moorgate Broadgate Rail Circle Nearest Underground: sbu Artillery Lane Find ry C London Moorgate i P Liverpool Street Station: - is served by the Circle, Central, rc Liverpool etti u coa s Street t Hammersmith and Metropolitan lines. -

60 Moorgate, Ec2 Has Been Comprehensively Redeveloped Behind a Retained Façade and Will Offer Approx
60 MOORGATE, EC2 HAS BEEN COMPREHENSIVELY REDEVELOPED BEHIND A RETAINED FAÇADE AND WILL OFFER APPROX. 28,000 SQ FT (2,601 SQ M) OF NEW OFFICE AND RETAIL SPACE. Situated in a prominent position on the junction of London Wall and Moorgate, 60 Moorgate provides a prestigious business address and close access to the capital’s transport network with the new Moorgate entrance of the Elizabeth line just 150 yards away. This new office building will provide typical floors of just under 4,000 sq ft of column free Grade A workspace. The scheme has been highly specified with building amenities modern occupiers seek, with a roof terrace on the top floor and bike storage and showers in the basement. This exciting new City development is scheduled for completion in Q4 2019. PAGE ONE THE BUILDING – VRF air conditioning – Full access raised floors – 2 x 13 person passenger lifts – Typical floor to ceiling heights of 2.75m – Cycle storage – Showers, lockers & changing facilities – BREEAM – Excellent – Wiredscore Certification – Gold – Column-free floor plates PAGE TWO LOCATION SITUATED IN THE HEART OF THE CITY, SIXTY MOORGATE HAS FIRST CLASS AMENITIES ON ITS DOORSTEP. PAGE THREE LOCATION BANKS PROFESSIONAL SERVICES AMENITIES 1 Bank of China 2 Bank of England 15 Alvarez & Marsal E T 3 Deutsche Bank 16 Baker Botts BARBICAN A G 4 ING 17 Fried Frank 2 2 5 Schroders 18 Latham & Watkins 1 6 Standard Chartered 19 Smith & Williamson MOOR 15 11 3 2 20 Stephenson FINANCIAL Harwood SERVICES 21 White & Case BROADGATE 20 14 CIRCLE MOORGATE 7 BlackRock 8 Citadel FINSBURY -
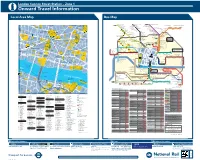
London Cannon Street Station – Zone 1 I Onward Travel Information Local Area Map Bus Map
London Cannon Street Station – Zone 1 i Onward Travel Information Local Area Map Bus Map Palmers Green North Circular Road Friern Barnet Halliwick Park 149 S GRESHAM STREET 17 EDMONTON R 141 1111 Guildhall 32 Edmonton Green 65 Moorgate 12 A Liverpool Street St. Ethelburga’s Centre Wood Green I 43 Colney Hatch Lane Art Gallery R Dutch WALTHAMSTOW F for Reconcilation HACKNEY 10 Church E Upper Edmonton Angel Corner 16 N C A R E Y L A N E St. Lawrence 17 D I and Peace Muswell Hill Broadway Wood Green 33 R Mayor’s 3 T 55 ST. HELEN’S PLACE for Silver Street 4 A T K ING S ’S ARMS YARD Y Tower 42 Shopping City ANGEL COURT 15 T Jewry next WOOD Hackney Downs U Walthamstow E E & City 3 A S 6 A Highgate Bruce Grove RE 29 Guildhall U Amhurst Road Lea Bridge Central T of London O 1 E GUTTER LANE S H Turnpike Lane N St. Margaret G N D A Court Archway T 30 G E Tottenham Town Hall Hackney Central 6 R O L E S H GREEN TOTTENHAM E A M COLEMAN STREET K O S T 95 Lothbury 35 Clapton Leyton 48 R E R E E T O 26 123 S 36 for Whittington Hospital W E LOTHBURY R 42 T T 3 T T GREAT Seven Sisters Lea Bridge Baker’s Arms S T R E E St. Helen S S P ST. HELEN’S Mare Street Well Street O N G O T O T Harringay Green Lanes F L R D S M 28 60 5 O E 10 Roundabout I T H S T K 33 G M Bishopsgate 30 R E E T L R O E South Tottenham for London Fields I 17 H R O 17 Upper Holloway 44 T T T M 25 St. -
Vebraalto.Com
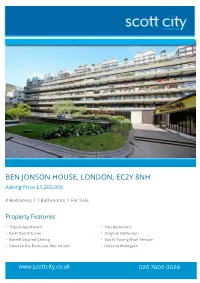
BEN JONSON HOUSE, LONDON, EC2Y 8NH Asking Price £1,200,000 2 Bedrooms | 1 Bathrooms | For Sale Property Features • Triplex Apartment • Two Bedrooms • Re-Fitted Kitchen • Original Bathroom • Barrell Vaulted Ceiling • South Facing Roof Terrace • Close to the Barbican Arts Centre • Close to Moorgate www.scottcity.co.uk 020 7600 0026 Situated in BEN JONSON HOUSE in the BARBICAN is this highly sought after Triplex apartment ( type M3B ) in exceptional condition, situated at the eastern end of Ben Jonson House and offering wonderful views across the estate and City Skyline. Arranged over three floors, the flat has a double bedroom, bathroom and entrance hall on the 5th floor, the middle floor has a kitchen diner and spacious reception room, (both with balcony access), whilst the upper level has a beautiful double height principal bedroom, leading to an established south facing roof terrace with excellent views across the CITY. This property comes with the advantage of an Extended Lease. The BARBICAN estate is ideally situated for access to Moorgate, Barbican and St Pauls underground Stations and close walking distance of Liverpool Street where the new Crossrail Station is presently under construction. The Barbican Arts Centre with its many bars, restaurants, cinema, theatre, gallery and library are within very easy walking distance along the covered podium. Lease: Extended to 2166 Service Charge: £4406.00 Ground Rent: £10 per annum www.scottcity.co.uk www.scottcity.co.uk CONTACT US ABOUT THIS PROPERTY 122 Newgate Street, London, EC1A 7AA T: 020 7600 0026 F: 020 7600 0025 E: [email protected] www.scottcity.co.uk. -
Finsbury Circus Conservation Area Draft Character Summary and Management Strategy SPD
City of London Finsbury Circus Conservation Area Draft Character Summary and Management Strategy SPD Finsbury Circus Draft Character Summary and Management Strategy SPD – Feb 2015 1 Introduction 4 Character Summary 5 1. Location and context 5 2. Designation history 6 3. Summary of character 6 4. Historical development 7 Early history 7 Medieval 7 Seventeenth and eighteenth centuries 8 Nineteenth century 10 Twentieth and twenty-first centuries 10 5. Spatial analysis 12 Layout and plan form 12 Building plots 12 Building heights 12 Views and vistas 13 6. Character analysis 14 Finsbury Circus 14 Circus Place 16 London Wall 16 Blomfield Street 17 Eldon Street 18 South Place 19 Moorgate 20 7. Land uses and related activity 21 8. Architectural character 21 Architects, styles and influences 22 Building ages 22 9. Local details 22 10. Building materials 23 11. Open spaces and trees 23 12. Public realm 25 Management Strategy 26 14. Planning Policy 26 National policy 26 London-wide policy 26 City of London Corporation policy 26 Protected views 27 Sustainability and climate change 27 15. Access and an Inclusive Environment 28 16. Environmental Enhancement 29 17. Transport 29 18. Management of Open Spaces and Trees 30 19. Archaeology 30 20. Enforcement 31 21. Condition of the Conservation Area 32 Finsbury Circus Draft Character Summary and Management Strategy SPD – Feb 2015 2 Further reading and references 33 Appendix 34 Designated Heritage Assets 34 Listed Buildings 34 Scheduled Ancient Monuments 35 Additional considerations 35 Blue Plaques and Plaques 35 Contacts 36 Finsbury Circus Draft Character Summary and Management Strategy SPD – Feb 2015 3 Introduction The present urban form and character of the City of London has evolved over many centuries and reflects numerous influences and interventions: the character and sense of place is hence unique to that area, contributing at the same time to the wider character of the City. -

Download Brochure
SIXTY MOORGATE, EC2 HAS BEEN COMPREHENSIVELY REDEVELOPED BEHIND A RETAINED FAÇADE. Situated in a prominent position on the This new office building will provide typical junction of London Wall and Moorgate, floors of just under 4,000 sq ft of column free Sixty Moorgate provides a prestigious Grade A workspace. The scheme has been business address and close access to the highly specified with building amenities capital’s transport network with the new modern occupiers seek, with a roof terrace Moorgate entrance of the Elizabeth line on the top floor and bike storage and just 150 yards away. showers in the basement. 1 25,000 SQ FT OF NEW OFFICE SPACE 2 3 KINGS CROSS ST PANCRAS 6 MINS INTERNATIONAL Northern Line 9 MINS CONNECTIVITY FOR BOND STREET CANARY WHARF HEATHROW CITY AIRPORT 14 MINS 16 MINS AIRPORT 27 MINS MOORGATE IS SET TO BE Central Line Northern Line 35 MINS Jubilee Line ENHANCED CONSIDERABLY LONDON BRIDGE 3 MINS Northern Line FOLLOWING THE OPENING GATWICK AIRPORT 53 MINS OF CROSSRAIL. LONDON UNDERGROUND INTERNATIONAL STRATFORD RESTAURANTS BARS / CAFÉS 6 MINS PADDINGTON 1 1 Lombard Street 1 Chipotle 2 Angler 2 Coco di Mama 10 MINS E T 3 Brasserie Blanc 3 Davy’s BARBICAN A G 4 Coya 4 El Vino HEATHROW CANARY WHARF 2 5 Enoteca da Luca 5 Euphorium Bakery 2 AIRPORT 8 MINS 1 6 Goodman City 6 Fox’s Wine Bar 35 MINS MOOR 15 9 3 2 7 Harry’s Bar 7 Notes BOND STREET 8 Hawksmoor Guildhall 8 Panino Giusto 7 MINS 9 Kitty Hawk 9 Ravello BROADGATE 20 14 CIRCLE 10 Le Relais de Venise 10 Royal Exchange MOORGATE 11 M Grind 12 Mint Leaf 11 Taylor -

Broad Street Ward
City of London Ward News July 2016 Broad Street Ward Member elected Chairman of Planning Chris Hayward describes the activities of the Planning Committee In April of this year I was elected to the An ongoing development is the new role of Chairman of the Planning and headquarters for Bloomberg close to Transportation Committee of the City the Mansion House. This will feature a of London Corporation. The Committee new exhibition space for the Temple is one of the six Ward Committees and of Mithras and the many important also one of the largest with 35 Members, archaeological finds found on the with each ward represented by at site. Major highways enhancements least one of its Members together with at Aldgate will create a new public Aldermen and other appointees. I am square by removing the gyratory system your Ward Member on the Committee together with improving traffic flows. and now its Chairman. Crossrail (the Elizabeth Line) will greatly The Committee’s role is to ensure that increase the accessibility to the Broad the City has the infrastructure necessary Street Ward area with new stations at to maintain its position now, and in Liverpool Street and Moorgate. Works Drapers Gardens the future, as the world’s foremost have been severely affecting Finsbury The Broad Street Ward is mainly within Financial and Professional Services Circus and the eastern part of the Bank Conservation Area and has Centre and meets the needs of its Blomfield Street where access shafts a rich mix of historic buildings, new businesses, workers, residents and visitors have been dug. -

Radical Republicanism in England, America, and the Imperial Atlantic, 1624-1661
RADICAL REPUBLICANISM IN ENGLAND, AMERICA, AND THE IMPERIAL ATLANTIC, 1624-1661 by John Donoghue B.A., Westminster College, New Wilmington, PA, 1993 M.A., University of Pittsburgh, 1999 Submitted to the Graduate Faculty of the School of Arts and Sciences in partial fulfillment of the Doctor of Philosophy University of Pittsburgh 2006 UNIVERSITY OF PITTSBURGH Faculty of Arts and Sciences This dissertation was presented by John Donoghue It was defended on December 2, 2005 and approved by William Fusfield, Associate Professor, Department of Communication Janelle Greenberg, Professor, Department of History Jonathan Scott, Professor, Department of History Dissertation Director: Marcus Rediker, Professor, Department of History ii Copyright by John Donoghue 2006 iii RADICAL REPUBLICANISM IN ENGLAND, AMERICA, AND THE IMPERIAL ATLANTIC, 1624-1661 John Donoghue, Ph.D. University of Pittsburgh, April 30, 2006 This dissertation links the radical politics of the English Revolution to the history of puritan New England. It argues that antinomians, by rejecting traditional concepts of social authority, created divisive political factions within the godly party while it waged war against King Charles I. At the same time in New England, antinomians organized a political movement that called for a democratic commonwealth to limit the power of ministers and magistrates in religious and civil affairs. When this program collapsed in Massachusetts, hundreds of colonists returned to an Old England engulfed by civil war. Joining English antinomians, they became lay preachers in London, New Model Army soldiers, and influential supporters of the republican Levellers. This dissertation also connects the study of republican political thought to the labor history of the first British Empire. -
Moorgate Area Enhancement Strategy Initiation Report
Committee(s): Date(s): Planning & Transportation - For decision 13/09/2016 Streets & Walkways Sub - For decision 27/09/2016 Subject: Moorgate Area Enhancement Strategy Public Report of: The Director of the Built Environment For Decision Summary An area-based approach for the City’s public realm is set out within the City Public Realm SPD, adopted in July 2016 (Appendix 1). Area Enhancement Strategies have been approved for all except 4 of the 16 City districts, one of which is the Moorgate area. Moorgate is undergoing significant change at present. There are a number of developments within the area that are recently completed, consented or currently under consideration (Appendix 2), many of which have an impact on the adjacent public realm. The creation of a new Crossrail station in Moorgate and Moorfields and associated development will lead to a sharp increase in pedestrian numbers, along with a likely increase in development pressure as a result of the improved connectivity. In addition to this, the emerging proposals for the Cultural Hub to the west mean that there is now an increasing emphasis on the quality of the walking and arrival experience. It is proposed to develop an area enhancement strategy for the Moorgate area in order to provide a framework for future public realm enhancements and address the needs of the changing area. There are a number of key issues that the strategy will cover: New developments in the area would benefit from a clear and coordinated design approach to the adjacent public realm; There is now a greater understanding of the implications of Crossrail on pedestrian flows that requires a review of footway capacity and key junctions; There is a need to develop a greater sense of place around Moorgate, which is a Principal Shopping Centre, in order to enhance its future vitality and role within the City.