Sequoyah Nuclear Plant, Units 1 and 2 Renewed Facility Operating License Nos
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Nuclear Power Summary – Licensing Actions August 2020
NUCLEAR POWER SUMMARY – LICENSING ACTIONS AUGUST 2020 Congressional Legislative Action: o August 2020: • The American Nuclear Infrastructure Act of 2020, which was heard by the Senate’s Committee on Environment and Public Works on August 5, 2020, will enable U.S. international leadership, preserve America’s uranium supply chain, reduce carbon emissions, and strengthen our economic, energy, and national security. • The Nuclear Energy Leadership Act (NELA), included in the National Defense Authorization Act (NDAA) for fiscal year 2021, was passed by the Senate on July 23, 2020. NELA will help facilitate the path to market for advanced reactors by allowing the federal government to be an early adopter of commercialized technologies; providing for needed scientific research facilities; demonstrating advanced reactor concepts; breaking down fuel availability barriers when the market cannot; and training the next generation of nuclear scientists. • The Nuclear Energy for the Future Act (HR 6796), which was introduced to the House on May 8, 2020, builds on the Nuclear Energy Innovation Capabilities Act (NEICA) to provide full authorization for the Versatile Test Reactor. • The Nuclear Energy Research and Development Act (HR 6097) was passed by the House Science, Space, and Technology Subcommittee on Energy on March 12, 2020 and forwarded to the full Committee. This act would authorize many programs within the Office of Nuclear Energy, including further research and development on the existing fleet of reactors, advanced reactors, hybrid energy systems, and advanced fuels. • The Integrated Energy Systems Act of 2019 (S 2702), which was heard by the Senate Committee on Energy and Natural Resources on December 17, 2019, would direct the Department of Energy to establish an integrated energy systems research, development, and demonstration program. -

Savannah River Site, 700/A Area, Site Administration, Safety, Security, And
SAVANNAH RIVER SITE COLD WAR HISTORIC PROPERTY DOCUMENTATION 700/A AREA SITE ADMINISTRATION, SAFETY, SECURITY, AND SUPPORT Aiken County, South Carolina NEW SOUTH ASSOCIATES 6150 East Ponce de Leon Avenue Stone Mountain, Georgia 30083 SAVANNAH RIVER SITE COLD WAR HISTORIC PROPERTY DOCUMENTATION NARRATIVE AND PHOTOGRAPHY 700/A AREA – SITE ADMINISTRATION, SAFETY, SECURITY, AND SUPPORT Aiken County, South Carolina Report submitted to: Washington Savannah River Company • Aiken, SC Report prepared by: New South Associates • 6150 East Ponce de Leon Avenue • Stone Mountain, Georgia 30083 Terri Gillett Mary Beth Reed Mark T. Swanson Steven Gaither May 25, 2007 • Final Report New South Associates Technical Report 1433 ii ABSTRACT ABSTRACT This documentation was prepared in accordance with a Memorandum of Agreement (MOA) signed by the Department of Energy–Savannah River (DOE-SR) and the South Carolina Historic Preservation Office (SHPO) dated February 17, 2004, as well as the Consolidated MOA of August 2004. The MOA stipulated that a thematic study and photographic documentation be undertaken on A Area historic properties 703-A and 708-A. In addition, a Cultural Resource Management Plan was accepted and signed by DOE-SR and the SHPO on December 9, 2004 calling for documentation of the remainder of the A Area buildings that were deemed eligible for listing in the National Register of Historic Places (NRHP) as contributing resources to a Savannah River Site (SRS) Cold War Historic District. The impetus for the study was the imminent decommissioning and/or dismantling of the majority of NRHP eligible buildings in A Area. The resulting narrative is based on field analysis, oral history, primary documentation and research. -

Ornl/Nsic-176
4 ggcBvePBtnc APR 291980 ORNL/NSIC-176 MASTER Descriptions of Selected Accidents that Have Occurred at Nuclear Reactor Facilities H. W. Bertini and Members of the Staff of the Nuclear Safety Information Center NUCLFAR SAFETY INFORMATION CENTER DIEmu'lhj \i 'uNLIMIlt.il c ORNL/NSIC-176 Contract No. W-7405-eng-26 Engineering Technology Division DESCRIPTIONS OF SFLEuTED ACCIDENTS THAT HAVE OCCURRED AT NUCLEAR REACTOR FACILITIES H. W. Bertini and Members of the Staff of the Nuclear Safety Information Center Date Published: April 1980 Prepared by the OAK RIDGE NATIONAL LABORArORY Oak Ridge, Tennessee 37830 operated by UNION CARBIDE CORPORATION for the DEPARTMENT OP ENERGY tP MTOWiOtl Cf THIS MCU«»T It IHWWTW iii CONTENTS (7 Page FOREWORD ...» v PREFACE . vli 1. INTRODUCTION 1 2. NUCLEAR REACTORS: FUNDAMENTALS .' 3 2.1 Basic Theory 3 2.2 The Components of a Nuclear Reactor 8 2.3 Radioactivity , 11 2.4 Electric Power Plants .... 16 2.5 Classification of Reactors 17 2.6 Light-Water Reactors for the Production of Electricity ..... 19 3. CENTRAL STATION POWER PLANTS. 32 3.1 Fuel Melting Incideat at the Fermi Reactor (1966) 32 3.2 Electrical Cable Fires at San Onofre 1 (1968) 33 3.3 Fuel Meltdown at St. Laurent (1969) 35 3.4 Uncovering of the Core at La Crosse (1970) 38 3.5 Seven Injured When Steam Nozzle Breaks at Robinson 2 (1970) 39 3.6 Discharge of Primary System into Drywell at Did 'en 2 (1970) 42 3.7 Turbine Damage Caused by Human Error at Robinson 2 (1970) 45 3.8 Construction Fire at Indian Point 2 (1971) 46 3.9 Valve Separations at Turkey Point 3 (1971) 47 3.10 Turbine Basement Flooded at Quad Cities V?I2) 48 3.11 Steam Generator Damaged in Hot Tests at Oconee 1 (1972) 49 3.12 Two Fatalities in Steam Line Accident at Surry 1 (1972) 50 3.13 Seawater Intrusion into Primary System at Millstone 1 (1972) .. -

Policy Issue (Information)
POLICY ISSUE (INFORMATION) October 26, 2011 SECY-11-0149 FOR: The Commissioners FROM: Eric J. Leeds, Director Office of Nuclear Reactor Regulation SUBJECT: SUMMARY FINDINGS RESULTING FROM THE STAFF REVIEW OF THE 2010 DECOMMISSIONING FUNDING STATUS REPORTS FOR OPERATING POWER REACTOR LICENSEES PURPOSE: This paper informs the Commission of the Nuclear Regulatory Commission (NRC) staff’s findings from the review of the 2010 decommissioning funding status (DFS) reports for operating power reactor licensees. The DFS reports are required under Title 10 of the Code of Federal Regulations (10 CFR) 50.75(f)(1). The 2010 DFS reports were due to the NRC by March 31, 2011, reflecting information as of December 31, 2010. BACKGROUND: In 1988, the NRC established requirements to assure that decommissioning of all licensed facilities will be accomplished in a safe and timely manner and that adequate licensee funds will be available for this purpose. “Decommission” means to remove a facility or site safely from service and reduce residual radioactivity to a level that permits (1) release of the property for unrestricted use and termination of the license; or (2) release of the property under restricted conditions and termination of the license. For reactor licensees, the costs of spent fuel management, site restoration, and other costs not related to termination of the license are not included in the financial assurance for decommissioning. CONTACTS: Michael A. Dusaniwskyj, NRR/DPR Aaron L. Szabo, NRR/DPR 301-415-1260 301-415-1985 The Commissioners 2 The requirements for reactor licensees are stated in 10 CFR § § 50.33(k), 50.75, and 50.82. -

Initiating Event Analysis of a Lithium Fluoride Thorium Reactor
Old Dominion University ODU Digital Commons Engineering Management & Systems Engineering Management & Systems Engineering Theses & Dissertations Engineering Summer 2017 Initiating Event Analysis of a Lithium Fluoride Thorium Reactor Nicholas Charles Geraci Old Dominion University, [email protected] Follow this and additional works at: https://digitalcommons.odu.edu/emse_etds Part of the Mechanical Engineering Commons, and the Nuclear Engineering Commons Recommended Citation Geraci, Nicholas C.. "Initiating Event Analysis of a Lithium Fluoride Thorium Reactor" (2017). Master of Science (MS), Thesis, Engineering Management & Systems Engineering, Old Dominion University, DOI: 10.25777/zbn3-zr14 https://digitalcommons.odu.edu/emse_etds/19 This Thesis is brought to you for free and open access by the Engineering Management & Systems Engineering at ODU Digital Commons. It has been accepted for inclusion in Engineering Management & Systems Engineering Theses & Dissertations by an authorized administrator of ODU Digital Commons. For more information, please contact [email protected]. INITIATING EVENT ANALYSIS OF A LITHIUM FLUORIDE THORIUM REACTOR by Nicholas Charles Geraci B.S. May 2011, University of Notre Dame A Thesis Submitted to the Faculty of Old Dominion University in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE ENGINEERING MANAGEMENT OLD DOMINION UNIVERSITY August 2017 Approved by: C. Ariel Pinto (Director) Adrian Gheorghe (Member) Resit Unal (Member) ABSTRACT INITIATING EVENT ANALYSIS OF A LITHIUM FLUORIDE THORIUM REACTOR Nicholas Charles Geraci Old Dominion University, 2017 Director: Dr. C. Ariel Pinto The primary purpose of this study is to perform an Initiating Event Analysis for a Lithium Fluoride Thorium Reactor (LFTR) as the first step of a Probabilistic Safety Assessment (PSA). -

Nuclear Near Misses: a Decade of Accident Precursors at U.S
1 Nuclear Near Misses: A Decade of Accident Precursors at U.S. Nuclear Plants 2 Photo Source: U.S. Nuclear Regulatory Commission, Fukushima and Subsequent Lessons Learned Actions, NRC Commissioner William C. Ostendorff, Pennsylvania Society of Professional Engineers September 19, 2014 http://www.nrc.gov/about-nrc/organization/commission/ comm-william-ostendorff/comm-ostendorff-20140919-slides.pdf Greenpeace US would like to dedicate this report to those individuals at the U.S. Nuclear Regulatory Commission (NRC) who have attempted to regulate reactors and reduce the risks they pose to public health and safety. These individuals have risked their careers by speaking truth to power inside the NRC and informing the public of the risks posed by nuclear power plants. Copyright 2016 by Jim Riccio and Greenpeace Inc. TABLE of CONTENTS: 3 Executive Summary Introduction Nuclear Near Misses Terminology & Methodology Nuclear Power Plant Risk After Fukushima A Decade of Nuclear Near Misses at US Nuclear Plants Important Near Misses at US Nuclear Plants Near Misses at US Nuclear Plants: Flooding Near Misses at US Nuclear Plants: Loss of Offsite Power The U.S. Nuclear Regulatory Commission’s Missing Near Misses Did the NRC Mislead Congress? Conclusion Endnotes Appendix A: Nuclear Near Miss Events 2004 - 2014 Appendix B: Nuclear Near Miss Conditions 2004 - 2014 Appendix C: Nuclear Near Misses Not Modeled in Risk Assessments Appendix D: Oconee Time Line 3 Nuclear Near Misses: A Decade of Accident Precursors at U.S. NuclearPlants Greenpeace 4 Executive Summary Thirty years after Chernobyl and five years after the triple meltdown at Fukushima Daiichi in Japan, U.S. -

Mailing List of U.S. Domestic Nuclear Utilities
Mailing List of Domestic Nuclear Utilities ",Plant .. I Address Arkansas Nuclear One, Units 1 and 2 Vice President, Operations Arkansas Nuclear One Entergy Operations, Inc. 1448 S.R. 333 Russellville, AR 72802 Beaver Valley Power Station, Units 1 & 2 Eric A. Larson Beaver Valley Power Station P. O. Box 4, Route 168 Shippingport, PA 15077 Browns Ferry Nuclear Plant, Units 1, 2 & 3 Mr. Joseph W. Shea Vice President, Nuclear Licensing Tennessee Valley Authority 1101 Market Street, LP 3D-C Chattanooga, TN 37402-2801 Brunswick Steam Electric Plant Units 1 & 2 George T. Hamrick, Vice President Brunswick Steam Electric Plant P.O. Box 10429 Southport, NC 28461 Byron Station, Units 1 & 2/Braidwood Station, Michael J. Pacilio Units 1 & 2 Senior Vice President Exelon Generation Company, LLC President and Chief Nuclear Officer (CNO) Exelon -Nuclear 4300 Winfield Road Warrenville, IL 60555 Callaway Plant, Unit 1 Mr. Adam C. Heflin Senior Vice President and Chief Nuclear Officer Union Electric Company Ameren Missouri P.O. Box 620 -Fulton, MO 65251 Calvert Cliffs Nuclear Power Plant Units 1 & 2 Mr. George H. Gellrich, Vice President Calvert Cliffs Nuclear Power Plant, LLC. Calvert Cliffs Nuclear Power Plant 1650 Calvert Cliffs Parkway Lusby, MD 20657-4702 Catawba Nuclear Station, Units 1 & 2 Mr. Kelvin Henderson Site Vice President Duke Energy Carolinas, LLC Catawba Nuclear Station 4800 Concord Road York, SC 29745 All -2- Plant Address Clinton Power Station, Unit No. 1 Michael J. Pacilio Senior Vice President Exelon Generation Company, LLC President and Chief Nuclear Officer (CNO) Exelon Nuclear 4300 Winfield Rd. Warrenville, IL 60555 Columbia Generating Station Mr. -
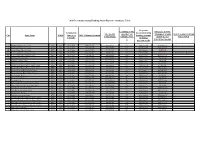
2013 Decommissioning Funding Status Reports - Summary Table
2013 Decommissioning Funding Status Reports - Summary Table Projected Certifying to Site Difference in NRC Termination Decommissioning Site Specific Specific Cost Minimum Formula How Potential Shortfall Cat Plant Name MWth Date as of NRC Minimum Formula Funding Amount Cost Estimate Estimate (Note and Projected was resolved 3/31/2013 including 1) Trust Fund Amount pro rata credit 1 Arkansas Nuclear One, Unit 1 PWR 2568 05/21/2034 $480,031,489 not provided N/A $552,033,502 $72,002,013 1 Arkansas Nuclear One, Unit 2 PWR 3026 07/17/2038 $499,854,754 not provided N/A $658,473,004 $158,618,250 2H Arnold (Duane) Energy Center BWR 1912 02/21/2034 $610,877,551 $632,023,000 Yes $517,858,031 SAFSTOR 2 Beaver Valley Power Station, Unit 1 PWR 2900 01/29/2036 $508,396,592 not provided N/A $493,815,305 ($14,581,286) Parent Company Guarantee 2H Beaver Valley Power Station, Unit 2 PWR 2900 05/27/2047 $508,396,592 not provided N/A $679,913,707 $171,517,116 2 Braidwood Station, Unit 1 PWR 3586 10/17/2026 $521,778,396 $640,480,000 Yes $362,247,056 SAFSTOR 2 Braidwood Station, Unit 2 PWR 3586 12/18/2027 $521,778,396 $699,929,000 Yes $406,677,057 SAFSTOR 1 Brown's Ferry Nuclear Power Station, Unit 1 BWR 3458 12/20/2033 $673,518,936 not provided N/A $756,675,357 $83,156,421 1 Brown's Ferry Nuclear Power Station, Unit 2 BWR 3458 06/28/2034 $673,518,936 not provided N/A $750,995,772 $77,476,836 1 Brown's Ferry Nuclear Power Station, Unit 3 BWR 3458 06/02/2036 $673,518,936 not provided N/A $751,873,341 $78,354,405 1 Brunswick Steam Electric Plant, Unit 1 BWR 2923 -

Gao-13-743, Nuclear Power
United States Government Accountability Office Report to Congressional Requesters September 2013 NUCLEAR POWER Analysis of Regional Differences and Improved Access to Information Could Strengthen NRC Oversight GAO-13-743 September 2013 NUCLEAR POWER Analysis of Regional Differences and Improved Access to Information Could Strengthen NRC Oversight Highlights of GAO-13-743, a report to congressional requesters Why GAO Did This Study What GAO Found The 2011 disaster at Japan's The Nuclear Regulatory Commission (NRC) relies on its staff’s professional Fukushima Daiichi Nuclear Power judgment in implementing its processes for overseeing the safety of U.S. Plant demonstrated that unexpected commercial nuclear power reactors. In implementing this oversight, NRC nuclear accidents with extreme allocates specific roles and responsibilities to resident inspectors assigned to consequences can occur and, thus, each plant, regional officials at one of four regional offices responsible for most heightened concerns about NRC’s oversight activities, headquarters officials, and the nuclear power industry. NRC ability to oversee the safety of U.S. also builds into its processes incentives for plant managers to identify concerns commercial nuclear power reactors. about reactor safety, report those concerns to NRC, and take prompt actions to NRC oversees safety through multiple correct them. NRC’s processes for identifying and assessing findings and processes, such as physically violations are based on prescribed agency procedures and include several points inspecting reactors and also responding to signs of declining where NRC staff must exercise their professional judgment, such as determining performance (i.e., findings) or whether issues of concern identified during physical inspections constitute violations of its requirements. -

Nuclear Regulatory Commission
This document is scheduled to be published in the Federal Register on 02/23/2021 and available online at federalregister.gov/d/2021-03107, and on govinfo.gov [7590-01-P] NUCLEAR REGULATORY COMMISSION [NRC-2021-0049] Monthly Notice Applications and Amendments to Facility Operating Licenses and Combined Licenses Involving No Significant Hazards Considerations AGENCY: Nuclear Regulatory Commission. ACTION: Monthly notice. SUMMARY: Pursuant to section 189.a.(2) of the Atomic Energy Act of 1954, as amended (the Act), the U.S. Nuclear Regulatory Commission (NRC) is publishing this regular monthly notice. The Act requires the Commission to publish notice of any amendments issued, or proposed to be issued, and grants the Commission the authority to issue and make immediately effective any amendment to an operating license or combined license, as applicable, upon a determination by the Commission that such amendment involves no significant hazards consideration (NSHC), notwithstanding the pendency before the Commission of a request for a hearing from any person. This monthly notice includes all amendments issued, or proposed to be issued, from January 8, 2021, to February 4, 2021. The last monthly notice was published on January 26, 2021. DATES: Comments must be filed by [INSERT DATE 30 DAYS AFTER DATE OF PUBLICATION IN THE FEDERAL REGISTER]. A request for a hearing or petitions for leave to intervene must be filed by [INSERT DATE 60 DAYS AFTER DATE OF PUBLICATION IN THE FEDERAL REGISTER]. ADDRESSES: You may submit comments by any of the following methods; however, the NRC encourages electronic comment submission through the Federal Rulemaking Web Site: Federal Rulemaking Web Site: Go to https://www.regulations.gov and search for Docket ID NRC-2021-0049. -

State of South Carolina Radiological Emergency Preparedness 2016 Annual Letter of Certification
STATE OF SOUTH CAROLINA RADIOLOGICAL EMERGENCY PREPAREDNESS 2016 ANNUAL LETTER OF CERTIFICATION Update of Plans and Letters of Agreement (NUREG-0654, Para P.) State and county Radiological Emergency Preparedness (REP) plans/procedures and letters of agreement (LOA) have been reviewed for accuracy and completeness of information, and appropriate changes made. A significant review and revision process of the South Carolina Operational Radiological Emergency Response Plan (SCORERP) and associated LOAs began in November 2015. The most updated draft SCORERP, which includes updated LOAs, will be provided electronically. The final SCORERP, including a detailed crosswalk, will be provided to FEMA upon completion. Expected completion of the SCORERP is first quarter 2017. County plan changes and LOA updates that have not already been provided to FEMA, are included in this packet. Public Education and Information (NUREG-0654, para. G.) Dissemination of radiological emergency planning and response information to the public are accomplished by annual distribution of emergency information calendars and brochures to all permanent residents, businesses, and schools located within each nuclear power plant’s (NPP) 10-mile Emergency Planning Zone (EPZ). Copies of emergency information calendars and brochures, along with details of dissemination, are included in this packet. SCEMD received copies via mail as follows: Catawba Nuclear Station, December 2016 Oconee Nuclear Station, November 2016 Robinson Nuclear Plant, December 2016 Savannah River Site, January 2017 V.C. Summer, December 2016 Vogtle Electric Generating Plant, January 2017 Emergency information for transients is posted and distributed by utilities in areas surrounding NPPs. Addresses and phone numbers of local emergency preparedness offices are contained in this information. -

Direct Testimony of James E.Rogers
BEFORE THE PUBLIC SERVICE COMMISSION OF SOUTH CAROLINA DOCKET NO. In the Matter of Amended Project Development Application of Duke Energy Carolinas, LLC for Approval of Decision to Incur Nuclear Generation Pre-Construction Costs DIRECT TESTIMONY OF JAMES E. ROGERS FOR DUKE ENERGY CAROLINAS, LLC I. INTRODUCTION AND PURPOSE 2 Q. PLEASE STATE YOUR NAME, ADDRESS AND POSITION WITH DUKE ENERGY CORPORATION. 4 A. My name is James E. Rogers, and my business address is 526 South Church Street, Charlotte, North Carolina. I am Chairman, President, and Chief Executive Officer ("CEO") of Duke Energy Corporation ("Duke Energy" ). Duke Energy Carolinas, LLC ("Duke Energy Carolinas" or the "Company" ) is a subsidiary of Duke Energy. 9 Q. PLEASE DESCRIBE BRIEFLY YOUR EDUCATIONAL AND 10 PROFESSIONAL EXPERIENCE. 1j. A. I received a Bachelor's Degree in Business Administration (1970) and law degree (1974) from the University of Kentucky. Prior to assuming my current position at Duke Energy in April 2006, I was Chairman and Chief Executive Officer of Cinergy Corp. ("Cinergy"). I helped create Cinergy in 1994 through the merger of PSI Resources, Inc. ("PSI Resources" ), the parent company of PSI Energy, Inc. , ("PSI Energy" ) and The Cincinnati Gas k, Electric Company. Prior to the formation of Cinergy, I was Chairman and Chief Executive Officer of PSI 18 Resources and PSI Energy. 19 Before joining PSI Resources in October 1988 as Chief Executive Officer, 20 I was Executive Vice President of the gas pipeline group of Enron Corp. ("Enron"), and President of Enron's interstate natural gas pipeline companies 22 from 1985 to 1988.