Microengineered Cold Gas Thruster System for a Co-Orbiting Satellite Assistant (COSA)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Transport of Dangerous Goods
ST/SG/AC.10/1/Rev.16 (Vol.I) Recommendations on the TRANSPORT OF DANGEROUS GOODS Model Regulations Volume I Sixteenth revised edition UNITED NATIONS New York and Geneva, 2009 NOTE The designations employed and the presentation of the material in this publication do not imply the expression of any opinion whatsoever on the part of the Secretariat of the United Nations concerning the legal status of any country, territory, city or area, or of its authorities, or concerning the delimitation of its frontiers or boundaries. ST/SG/AC.10/1/Rev.16 (Vol.I) Copyright © United Nations, 2009 All rights reserved. No part of this publication may, for sales purposes, be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, electrostatic, magnetic tape, mechanical, photocopying or otherwise, without prior permission in writing from the United Nations. UNITED NATIONS Sales No. E.09.VIII.2 ISBN 978-92-1-139136-7 (complete set of two volumes) ISSN 1014-5753 Volumes I and II not to be sold separately FOREWORD The Recommendations on the Transport of Dangerous Goods are addressed to governments and to the international organizations concerned with safety in the transport of dangerous goods. The first version, prepared by the United Nations Economic and Social Council's Committee of Experts on the Transport of Dangerous Goods, was published in 1956 (ST/ECA/43-E/CN.2/170). In response to developments in technology and the changing needs of users, they have been regularly amended and updated at succeeding sessions of the Committee of Experts pursuant to Resolution 645 G (XXIII) of 26 April 1957 of the Economic and Social Council and subsequent resolutions. -

1 the Merits of Cold Gas Micropropulsion in State-Of
IAC-02-S.2.07 THE MERITS OF COLD GAS MICROPROPULSION IN STATE-OF-THE-ART SPACE MISSIONS Hugo Nguyen, Johan Köhler and Lars Stenmark The Ångström Space Technology Centre, Uppsala University, Box 534, SE-751 21 Uppsala, Sweden. [email protected] Fax: +46 18 471 3572 Abstract: Cold gas micropropulsion is a sound 1. INTRODUCTION choice for space missions that require extreme For Attitude and Orbit Control System (AOCS) stabilisation, pointing precision or contamination- requirements on extreme stabilisation, pointing free operation. The use of forces in the micronewton precision, contamination-free operation is the range for spacecraft operations has been identified as most important for many missions. Examples a mission-critical item in several demanding space include DARWIN, LISA, SIM, NGST, and those systems currently under development. which have optical or other equipments pointing Cold gas micropropulsion systems share merits with exactly to a certain object or in a certain direction. traditional cold gas systems in being simple in Other obviously desirable properties include design, clean, safe, and robust. They do not generate design simplicity, cleanliness, safety, robustness, net charge to the spacecraft, and typically operate on low-power operation, no net charge generation to low-power. The minute size is suitable not only for the craft, together with low mass, and a wide inclusion on high-performance nanosatellites but dynamic range. Cold gas micropropulsion has also for high-demanding future space missions of those merits and in the present paper, larger sizes. technological solutions will be treated By using differently sized nozzles in parallel emphatically, at the same time the mentioned systems the dynamic range of a cold gas merits will be brought out clearly. -
A "Green Cold-Gas" Propulsion System for Cubesats
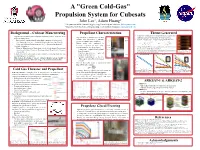
A "Green Cold-Gas" Propulsion System for Cubesats John Lee1, Adam Huang2 1 Department of Mechanical Engineering, University of Arkansas, [email protected] 2 Department of Mechanical Engineering, University of Arkansas, [email protected] Background – Cubesat Maneuvering Propellant Characterization Thrust Generated • Current Cubesat maneuvering techniques are mainly passive, with little to no • Vaporizing a propellant via nanochannels to vacuum was • Experiments were conducted in a vacuum HD Lifecam ability to change orbits. studied as a means of propulsion for small satellites. chamber that maintained a milliTorr • Specific impulse (Isp) - measure of propellant efficiency • Basic attitude control primarily using Earth’s magnetic field or gravity. Black Out Bell Jar Curtain pressure to simulate space conditions 훾+1 훾푅푇 ∗ ∗ • Very low torque, long time-constant stability (hours), and low accuracy. 푐 훾 2 2 훾−1 푐 = 훾+1 • Various trials were conducted to 퐼푠푝 = where 2 2훾−1 푔 훾 − 1 훾 + 1 훾 • Near-term flights with momentum wheels. Need momentum dumping. 0 훾 + 1 determine properties of vapor phase Light Source • Available technologies aqueous propylene glycol by varying: Test Apparatus • Using Aqueous PG Isp and nanochannel array dimensions • Magnets, Magnetorquers, Momentum wheels (needs dump), Conventional 250μm • Temperature – controlled with a bang- Mass Scale the theoretical thrust was calculated thrusters (solid, fluid thrusters), Gravity gradient, Drag, Electric Thrusters bang thermostat • Thrust is tuned by adjusted the nanochannel dimensions -

6. Chemical-Nuclear Propulsion MAE 342 2016
2/12/20 Chemical/Nuclear Propulsion Space System Design, MAE 342, Princeton University Robert Stengel • Thermal rockets • Performance parameters • Propellants and propellant storage Copyright 2016 by Robert Stengel. All rights reserved. For educational use only. http://www.princeton.edu/~stengel/MAE342.html 1 1 Chemical (Thermal) Rockets • Liquid/Gas Propellant –Monopropellant • Cold gas • Catalytic decomposition –Bipropellant • Separate oxidizer and fuel • Hypergolic (spontaneous) • Solid Propellant ignition –Mixed oxidizer and fuel • External ignition –External ignition • Storage –Burn to completion – Ambient temperature and pressure • Hybrid Propellant – Cryogenic –Liquid oxidizer, solid fuel – Pressurized tank –Throttlable –Throttlable –Start/stop cycling –Start/stop cycling 2 2 1 2/12/20 Cold Gas Thruster (used with inert gas) Moog Divert/Attitude Thruster and Valve 3 3 Monopropellant Hydrazine Thruster Aerojet Rocketdyne • Catalytic decomposition produces thrust • Reliable • Low performance • Toxic 4 4 2 2/12/20 Bi-Propellant Rocket Motor Thrust / Motor Weight ~ 70:1 5 5 Hypergolic, Storable Liquid- Propellant Thruster Titan 2 • Spontaneous combustion • Reliable • Corrosive, toxic 6 6 3 2/12/20 Pressure-Fed and Turbopump Engine Cycles Pressure-Fed Gas-Generator Rocket Rocket Cycle Cycle, with Nozzle Cooling 7 7 Staged Combustion Engine Cycles Staged Combustion Full-Flow Staged Rocket Cycle Combustion Rocket Cycle 8 8 4 2/12/20 German V-2 Rocket Motor, Fuel Injectors, and Turbopump 9 9 Combustion Chamber Injectors 10 10 5 2/12/20 -

A Detailed Study and Analysis of Cold Gas Propulsion System
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 07 Issue: 10 | Oct 2020 www.irjet.net p-ISSN: 2395-0072 A Detailed Study and Analysis of Cold Gas Propulsion System Ansh Atul Mishra1 Akshat Mohite2 1Diploma Student, Dept. of Aeronautical Engineering, Hindustan Academy, Karnataka, India 2Dept. of Mechanical Engineering, A.P. Shah Institute of Technology, Maharashtra, India. ---------------------------------------------------------------------***---------------------------------------------------------------------- Abstract - As we know, propulsion systems are very important applications and benefits of this system will also be for moving a body. One of the many systems of power discussed in the paper. Fig-1 shows the schematic diagram of generation is the cold gas system which we will discuss in this cold gas propulsion system. paper. This system utilizes a generally inert pressurized gas to produce thrust. Unlike the conventional propulsion systems, it does not use combustion. It is a cost-effective, simple, and authentic delivery system available in a multitude of applications for guidance and attitude control. Due to its economic benefits, it is being studied extensively. This paper will provide an overview of the operating principle, various propellants, operating principle, equipments, performance characteristics such as thrust and specific impulse, the benefits of cold gas thrusters, and their applications. Key Words: Propulsion system, cold gas propulsion, thrust, cost effective, attitude control, performance characteristics 1. INTRODUCTION Nanosatellites are obtaining great interest from industry and Fig -1: Schematic diagram of cold gas propulsion system governments for a range of missions including global ship from opendesignengine.net monitoring, global water monitoring, distributed radio telescope in space and Integrated Meteorological / Precise 2. -

The Water Electrolysis Hall Effect Thruster (WET-HET)
The Water Electrolysis Hall Effect Thruster (WET-HET): Paving the Way to Dual Mode Chemical-Electric Water Propulsion. IEPC-2019-A-259 Presented at the 36th International Electric Propulsion Conference University of Vienna, Austria September 15-20, 2019 Alexander Schwertheim∗ and Aaron Knolly Imperial College London, London, United Kingdom We propose that a Hall Effect Thruster (HET) could be modified to operate on the hydrogen and oxygen produced by the in situ electrolysis of water. Such a system would benefit from the high storage density, low cost and prevalence of water, while also increasing specific impulse. The poisoning of traditional Lanthanum Hexaboride cathodes can be mit- igated by operating the thruster on oxygen but the neutraliser on hydrogen. The proposed hydrogen/oxygen electric propulsion system can be combined with a hydrogen/oxygen chemical propulsion system, granting a spacecraft dual mode propulsion capabilities. Such a system architecture saves mass by utilising a single propellant storage and management system, yet can perform both high thrust chemical burns and high impulse electric burns, unlocking novel mission trajectories not possible with a single propulsion system. Even fur- ther mass saving can be achieved by replacing traditional batteries with a fuel cell system, combining power storage and propulsion into a single system architecture. The Water Electrolysis Hall Effect Thruster (WET-HET) is presented. The channel dimensions have been optimised for oxygen operation using PlasmaSim, a zero dimensional particle-in-cell model developed in-house. We validate the effectiveness of PlasmaSim to optimise a thruster geometry by conducting a sensitivity analysis on a conventional SPT100 thruster operating on xenon. -
Development and Testing of a 3D-Printed Cold Gas Thruster for an Interplanetary Cubesat
> REPLACE THIS LINE WITH YOUR PAPER IDENTIFICATION NUMBER (DOUBLE-CLICK HERE TO EDIT) < 1 Development and Testing of a 3D-Printed Cold Gas Thruster for an Interplanetary CubeSat E. Glenn Lightsey, Terry Stevenson, and Matthew Sorgenfrei [4]. More recently, NASA Ames developed a fleet of eight 1.5U This paper describes the development and testing of a cold gas CubeSats for the Edison Demonstration of SmallSat Networks attitude control thruster produced for the BioSentinel spacecraft, a (EDSN) mission, which would have demonstrated multi-point CubeSat that will operate beyond Earth orbit. The thruster will science operations in LEO [5]. Unfortunately, EDSN suffered a reduce the spacecraft rotational velocity after deployment, and for the remainder of the mission it will periodically unload momentum launch vehicle failure prior to deployment. from the reaction wheels. The majority of the thruster is a single The BioSentinel mission presents a unique opportunity for piece of 3D-printed additive material which incorporates the NASA Ames in that this spacecraft not only requires a wide propellant tanks, feed pipes, and nozzles. Combining these elements range of advanced technologies for successful operation, but allows for more efficient use of the available volume and reduces the will also operate in a space environment that has not yet been potential for leaks. The system uses a high-density commercial encountered by CubeSats. BioSentinel is a 6U CubeSat that will refrigerant as the propellant, due to its high volumetric impulse efficiency, as well as low toxicity and low storage pressure. Two launch on the first flight of the Space Launch System (SLS), a engineering development units and one flight unit have been heavy-lift rocket being developed by NASA to enable future produced for the BioSentinel mission. -

Initial Flight Operations of the Miniature Propulsion System Installed on Small Space Probe: PROCYON
Trans. JSASS Aerospace Tech. Japan Vol. 14, No. ists30, pp. Pb_13-Pb_22, 2016 Initial Flight Operations of the Miniature Propulsion System Installed on Small Space Probe: PROCYON 1) 2) 2) 2) 2) By Hiroyuki KOIZUMI, Hiroki KAWAHARA, Kazuya YAGINUMA, Jun ASAKAWA, Yuichi NAKAGAWA, 2) 2) 2) 2) 3) Yusuke NAKAMURA, Shunichi KOJIMA, Toshihiro MATSUGUMA, Ryu FUNASE, Junichi NAKATSUKA 2) and Kimiya KOMURASAKI 1)Department of Advanced Energy, The University of Tokyo, Kashiwa, Japan 2)Department of Aeronautics and Astronautics, The University of Tokyo, Tokyo, Japan 3)Institute of Space and Astronautical Science, Japan Aerospace Exploration Agency, Sagamihara, Japan (Received July 31st, 2015) Initial flight operations of the miniature propulsion system I-COUPS (Ion Thruster and COld-gas Thruster Unified Propulsion System) are presented with problems found in space and its countermeasures for them. The I-COUPS was developed by the University of Tokyo and installed on a 70 kg space probe, PROCYON as main propulsion system to verify propulsive capability of the first micropropulsion in deep space. The PROCYON was successfully launched on December 3rd, 2014 and inserted into an orbit around the Sun. The PROYON project team started flight operation on the interplanetary orbit. Up to today, the cold-gas thrusters have successfully conducted unloading maneuvers since the launch. The ion thruster overcame several problems and achieved 223 hours operation with the averaged thrust of 346 μN. The I-COUPS will become the first electric propulsion and reaction control system operated on a small space probe (<100 kg) on an interplanetary orbit. Key Words: Microthruster, Ion Thruster, Small Satellite, Deep Space 1. -

Chapter 2.3.11 Liquid Propulsion: Propellant Feed System Design
Article Unique ID - eae110 Encyclopedia of Aerospace Engineering, Volume 2 Propulsion & Power, Wiley Publishers Article Unique ID: eae110 Chapter 2.3.11 Liquid Propulsion: Propellant Feed System Design James L. Cannon' Propulsion Systems Department, NASA George C. Marshall Space Flight Center, Huntsville, AL, USA 'Corresponding Contributor: James L. Cannon NASA George C. Marshall Space Flight Center Mail Stop: ER01 Huntsville, AL USA 256-544-7072 (Phone) j ames.l. cannon@nasa. gov File Name: eael 10.doc (MS Word) Article Unique ID - eaeI10 Encyclopedia of Aerospace Engineering, Volume 2 Propulsion & Power, Wiley Publishers KEYWORDS Liquid propulsion, liquid rocket engine, engine components, propellant feed system, pump fed, pressure fed, liquid propellants, tanks, pressurant systems, feed lines, valves, turbopump, pumps, turbines, inducer, impeller, rotor, nozzle, bearings, seals. NOMENCLATURE A = area Co = fluid ideal velocity CI, = specific heat D = bore diameter, mm g = gravitational constant H = pump head rise J = conversion LH2 = liquid hydrogen LOX = liquid oxygen N = pump rotational speed, rpm n = number of stages NS = specific speed NPSH = net positive suction head Q = volumetric flow rate P = pressure Po = inlet total pressure P, = vapor pressure of fluid 2 Article Unique ID - eae110 Encyclopedia of Aerospace Engineering, Volume 2 Propulsion & Power, Wiley Publishers PR turbine pressure ratio Ti = inlet total temperature U = tangential blade velocity V = velocity Ise, = specific impulse Greek Symbol y = specific heat ratio P = fluid density ABSTRACT The propellant feed system of a liquid rocket engine determines how the propellants are delivered from the tanks to the thrust chamber. They are generally classified as either pressure fed or pump fed. -

On-Orbit Performance of a Miniature Propulsion System on a 70 Kg
IMAGE: ©Hodoyoshi-3&4, The University of Tokyo SSC15-P-45 1 by Hiroyuki KOIZUMI On-orbit Performance of a Miniature Propulsion System Email: [email protected] Hiroki KAWAHARA1, Kazuya YAGINUMA1, Jun ASAKAWA1, on a 70 kg Space Probe to Explore Near-Earth Asteroids Yuichi NAKAGAWA1, Junichi NAKATSUKA2, Satoshi IKARI1, Ryu FUNASE1, and Kimiya KOMURASAKI1 The University of Tokyo1 & JAXA2 What is the micro-space probe, What is the unified-micropropulsion, Nominal mission Requirements to Propulsion I-COUPS? PROCYON? Verification of bus technologies of micro- space probe: communication, attitude control, Multiple thrusters I-COUPS [άɪkúːz] (Ion thruster and COld-gas thruster Unified Propulsion System) is a orbit determination, power generation, micropropulsion system equipped with ion thruster and multiple cold-gas thrusters to . University of Tokyo, in 2003, for RCS (reaction control system) developed and launched the world's thermal control, and micropropulsion The ion thruster and cold-gas thrusters shares the same gas first cubesat, XI-IV, into the orbit. High ΔV system, xenon gas. For downsized-propulsion system, MIPS-FM on H4 Advanced mission OUR mass of gas-feeding system becomes dominant In 2014, we challenged the world’s for orbit transfer of gravity assist rather than propellant. Hence, reducing first microsatellite, PROCYON, to Verification of technologies for deep-space- SOLUTION Total mass: 8.1 kg dry-mass of gas system is a key of develop micro-deep-space- exploration by a micro-space probe High thrust micropropulsion -

IGNITION! an Informal History of Liquid Rocket Propellants by John D
IGNITION! U.S. Navy photo This is what a test firing should look like. Note the mach diamonds in the ex haust stream. U.S. Navy photo And this is what it may look like if something goes wrong. The same test cell, or its remains, is shown. IGNITION! An Informal History of Liquid Rocket Propellants by John D. Clark Those who cannot remember the past are condemned to repeat it. George Santayana RUTGERS UNIVERSITY PRESS IS New Brunswick, New Jersey Copyright © 1972 by Rutgers University, the State University of New Jersey Library of Congress Catalog Card Number: 72-185390 ISBN: 0-8135-0725-1 Manufactured in the United Suites of America by Quinn & Boden Company, Inc., Rithway, New Jersey This book is dedicated to my wife Inga, who heckled me into writing it with such wifely re marks as, "You talk a hell of a fine history. Now set yourself down in front of the typewriter — and write the damned thing!" In Re John D. Clark by Isaac Asimov I first met John in 1942 when I came to Philadelphia to live. Oh, I had known of him before. Back in 1937, he had published a pair of science fiction shorts, "Minus Planet" and "Space Blister," which had hit me right between the eyes. The first one, in particular, was the earliest science fiction story I know of which dealt with "anti-matter" in realistic fashion. Apparently, John was satisfied with that pair and didn't write any more s.f., kindly leaving room for lesser lights like myself. -
Propulsion Systems Design • Lecture #23 - November 12, 2019 • Rocket Engine Basics • Survey of the Technologies • Propellant Feed Systems • Propulsion Systems Design
Propulsion Systems Design • Lecture #23 - November 12, 2019 • Rocket engine basics • Survey of the technologies • Propellant feed systems • Propulsion systems design © 2019 David L. Akin - All rights reserved http://spacecraft.ssl.umd.edu U N I V E R S I T Y O F Propulsion Systems Design ENAE 483/788D - Principles of Space Systems Design MARYLAND 1 Team Project #2 - Due 12/5/19 • Based on ENAE 484 teams • Requirements document draft – Level 1 requirements – Start of flow-down to levels 2, 3, 4… • Concept of operations • Prioritized list of trade studies • Analysis results to date on top-priority studies • Conceptual/“strawman” design (CAD, mass est.) • Plans for Spring term (notional schedule) U N I V E R S I T Y O F Propulsion Systems Design ENAE 483/788D - Principles of Space Systems Design MARYLAND 2 Propulsion Taxonomy Mass Expulsion Non-Mass Expulsion Thermal Non-Thermal Ion Chemical Non-Chemical Solar Sail MPD Laser Sail Nuclear Monopropellants Bipropellants Beamed Electrical Microwave Sail Cold Gas Solar MagnetoPlasma Solids Hybrids Liquids Air-Breathing ED Tether Pressure-Fed Pump-Fed U N I V E R S I T Y O F Propulsion Systems Design ENAE 483/788D - Principles of Space Systems Design MARYLAND 3 Thermal Rocket Exhaust Velocity • Exhaust velocity is γ − 1 γ 2γ ℜTo pe ve = 1 − γ − 1 M¯ ( po ) where M¯ ≡ average molecular weight of exhaust Joules ℜ ≡ universal gas constant = 8314.3 moleoK γ ≡ ratio of specific heats ≈ 1.2 U N I V E R S I T Y O F Propulsion Systems Design ENAE 483/788D - Principles of Space Systems Design MARYLAND 4