Heating Microscopy and Its Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Color in Salt Glaze
Portland State University PDXScholar Dissertations and Theses Dissertations and Theses 8-1-1967 Color in salt glaze Daniel Lee Stevens Portland State University Follow this and additional works at: https://pdxscholar.library.pdx.edu/open_access_etds Let us know how access to this document benefits ou.y Recommended Citation Stevens, Daniel Lee, "Color in salt glaze" (1967). Dissertations and Theses. Paper 561. https://doi.org/10.15760/etd.561 This Thesis is brought to you for free and open access. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of PDXScholar. Please contact us if we can make this document more accessible: [email protected]. AN ABSTRACT OF THE THESIS OF Daniel Lee Stevens for the Master of Science in teaching in Cerami~s 'presented 0:0 August 7, 1967. Title: COLOR IN SALT GLAZE. , Abs tract approved: This thesis endeavors to bring a brief history of salt glaze to the reader, following i~s ge~esisin Germany to England and the American colonies and its continuation to the prese~t day. In order to conduct research on color in salt glaze~ a kiln had to be built for this purpose, meeting all the requirements 'that this tech- nique demands. Studies were ~ade on clay bodies to determine their throwing qualities as well as their ability to take a salt glaze. Finally, research was carried out 'in many serfes of tests studying the reactions of'various engobes and other coloring materials when ,fired in the salt glaze kiln. \ .' COLOR IN SALT GLAZE by Daniel Lee Stevens A THESIS submitted to .Portland State College, in partial fulfillment of the requirements for the degree of Master of Science in Teaching August 1967 \ I PORTLAND STATE COL~EGE LIBRARY' . -

Paragon Ceramic Kiln Instruction & Service Manual
Paragon Ceramic Kiln Instruction & Service Manual You are about to enter the magical world of custom-fired ceramics. To safely find your way around and to master your kiln, read this manual. Save for future reference. The First Firing— Seepage29 INTRODUCTION Thank you for purchasing a Paragon kiln. We are confident that the kiln will give you many years of relaxation and creative enjoyment. Before using your kiln, read the manuals that came with it. They will save you many hours as you learn about your kiln. The more you know about your kiln, the more you will enjoy it and the longer it will last. This manual does not cover the digital controller or the Kiln Sitter and switches. They are covered in a separate manual included in your instruction packet. In the instruction packet for your kiln, you should find a copy of “Safe Installation of the Electric Kiln,” “Firebrick Maintenance,” and a manual that covers your kiln’s control system. Please contact the factory if you do not have copies. You can also find them at www.paragonweb.com. Select “Support” and then “Instruction Manuals” from the drop menu. The manuals are listed alphabetically. At www.paragonweb.com select “Products,” then “Books & DVDs” from the drop menu. The books we recom- mend will enhance your kiln experience. You can also email or phone us with questions. We are glad to help. At www.paragonweb.com you will find online videos for many of the procedures shown in this manual. As you read each section, you can go online to watch an actual demonstration on your computer. -

Proceedings of the Fourth Annual International Conference on Cement Microscopy March 28-April 1, 1982 Las Vegas, Nevada USA
Proceedings of the Fourth Annual International Conference On Cement Microscopy March 28-April 1, 1982 Las Vegas, Nevada USA Title: Thoughts Regarding the ONO Method of Portland Cement Clinker Analysis Authors: Prout, N. J. pp. 2-3 Title: Application of ONO Method at Canada Cement Lafarge -- Panel Discussion Authors: Chen, H. pp. 4-5 Title: Use of the ONO Technique -- Panel Discussion Authors: Hawkins, P. pp. 6 Title: Interpretations of Burning Conditions with Powder Mounts -- Panel Discussion Authors: Campbell, D. H. pp. 7-8 Title: Comments on ONO's Method and Cement Microscopy -- Panel Discussion Authors: O'Neill, R. C. pp. 9-10 Title: Concrete Microscopy at the Construction Technology Laboratories -- Panel Discussion Authors: Campbell, D. H. pp. 12-13 Title: The Use of the Microscope in the Ready-Mix Concrete Industry -- Panel Discussion Authors: Nisperos, A. pp. 14-20 Title: The Microscope and Lime Authors: Walker, D. D. pp. 21-48 Title: Influence of Second Firing System Incorporated in Suspension Preheater Kilns on Clinker and Cement Quality Authors: Dreizler, I. E. pp. 50-66 Title: Investigation of the Formation of Portland Cement Clinker in a Pilot Rotary Kiln by the Aid of XRD and Microscopy Authors: Janko, A. pp. 67-82 Title: Microscopic Analysis of Portland Cement Clinker Applied to Rotary Kiln and Compressive Strength Control Authors: Hicks, J. K.; Dorn, J. D. pp. 83-91 Title: Clinker Quality Characterization by Reflected Light Techniques Authors: Long, G. R. pp. 92-109 Title: Effects of Kiln Feed Particle Size and Mineralizers of Clinker Microstructure and Cement Quality -- A Case Study Authors: Hargave; Shah; Chatterjee; Rangnekar pp. -

Design and Simulation of Pottery Kiln
Design and Simulation of Pottery Kiln Kiran Govind ( [email protected] ) Birla Institute of Technology and Science Keerthidas PU NSS College of Engineering Karthik R National Institute of Design Kishore R NSS College of Engineering Research Article Keywords: kiln, rewood, coconut husk, bonre, pottery, chimney, downdraught, simulation, fuel consumption Posted Date: June 15th, 2021 DOI: https://doi.org/10.21203/rs.3.rs-593830/v1 License: This work is licensed under a Creative Commons Attribution 4.0 International License. Read Full License DESIGN AND SIMULATION OF POTTERY KILN Kiran Govind1, Keerthidas P U2, Karthik R3, Kishore R4 1. Kiran Govind – Birla Institute of Technology and Science – [email protected] 2. Keerthidas PU – NSS College of Engineering - [email protected] 3. Karthik R – National Institute of Design – [email protected] 4. Kishore R – NSS College of Engineering - [email protected] “*Correspondence to Kiran Govind” Abstract Pottery industry is one of the small-scale industries in India. Most rural potters depend upon traditional pottery kilns for burning process by firewood or coconut husk. In order to produce high quality pottery products better burning process is needed. The purpose of the project is to thermal analysis of burning process in a traditional furnace in order to achieve uniform temperature inside the kiln and decrease the fuel consumption through better distribution of input heat. The traditional kilns are bonfire kilns, which involve open firing in shallow pit. These kilns suffer higher fuel consumption, poor ware strength and extensive breakage. Smokes produced during firing will serious health problems to pottery workers and their family. -
Dry Kiln Operator's Manual
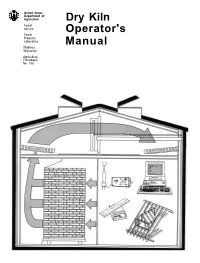
United States Department of Agriculture Dry Kiln Forest Service Operator's Forest Products Laboratory Manual Madison, Wisconsin Agriculture Handbook No. 188 Dry Kiln Operator’s Manual Edited by William T. Simpson, Research Forest Products Technologist United States Department of Agriculture Forest Service Forest Products Laboratory 1 Madison, Wisconsin Revised August 1991 Agriculture Handbook 188 1The Forest Products Laboratory is maintained in cooperation with the University of Wisconsin. This publication reports research involving pesticides. It does not contain recommendations for their use, nor does it imply that the uses discussed here have been registered. All uses of pesticides must be registered by appropriate State and/or Federal agencies before they can be recommended. CAUTION, Pesticides can be injurious to humans, domestic animals, desirable plants, and fish or other wildlife-if they are not handled or applied properly. Use all pesticides selectively and carefully. Follow recommended practices for the disposal of surplus pesticides aand pesticide containers. Preface Acknowledgments The purpose of this manual is to describe both the ba- Many people helped in the revision. We visited many sic and practical aspects of kiln drying lumber. The mills to make sure we understood current and develop- manual is intended for several types of audiences. ing kiln-drying technology as practiced in industry, and First and foremost, it is a practical guide for the kiln we thank all the people who allowed us to visit. Pro- operator-a reference manual to turn to when questions fessor John L. Hill of the University of New Hampshire arise. It is also intended for mill managers, so that they provided the background for the section of chapter 6 can see the importance and complexity of lumber dry- on the statistical basis for kiln samples. -
Techniques & Tips
ceramic artsdaily.org techniques & tips for electric kilns inspiration, instruction and glaze recipes for making pottery in electric kilns This special report is brought to you with the support of Skutt Kilns and Pottery Wheels. Techniques and Tips for Electric Kilns Instructions and Glaze Recipes for Making Pottery in Electric Kilns Electric kiln firing is one of the most common firing methods because electric pottery kilns are readily available and simple to install. But that doesn’t mean that they yield common results. Electric pottery kilns can be incredible tools in the studio. The authors presented here are creative potters and ceramic artists using electric pottery kilns to create exquisite ceramic art. Not only can electric kilns produce great results, but they also offer control and dependability. And electric kilns keep becoming more versatile, economical, and easy to use with advances in controllers, energy efficiency, materials, and safety. Improve your electric firing results and take advantage of the incredible potential offered by electric kiln firing. How to Fire Electric Pottery Kilns From the Pottery Making Illustrated Instructor’s File Archives This introductory/refresher course covers all the bases of firing electric kilns. How to Clean Kiln Shelves, Mix Kiln Wash, and Apply Kiln Wash by Vince Pitelka Kiln shelf maintenance is a much hated but very necessary part of having a kiln. Neglected kiln shelves can result in flakes of kiln wash landing smack dab in the middle of a beautiful glaze surface. In this article, an excerpt from Clay: A Studio Handbook, 2nd edition, (due out Fall 2016) Vince Pitelka gives some tips on scraping kiln shelves, mixing kiln wash, and shares a couple of kiln wash recipes. -

Chapter 2 Kiln Types and Features
Chapter 2 Kiln Types and Features Classification systems 43 A lumber dry kiln consists of one or more chambers Operational techniques 43 designed to provide and control the environmental con- Compartment kilns 43 ditions of heat, humidity, and air circulation necessary Progressive kilns 48 for the proper drying of wood. As the development of Temperatures of operation 48 the modern dry kiln has progressed, a number of de- Low-temperature kilns 49 sign modifications have been explored in relation to the Conventional-temperature kilns 49 mechanism of heat supply, arrangement and type of Elevated-temperature kilns 49 fans, control of relative humidity or wet-bulb temper- High-temperature kilns 49 ature, and use of various materials for construction of Type of heating and energy source 49 the chamber. Steam 49 Direct fire 49 The design of a kiln has an important bearing on its Electricity 50 operation and drying efficiency. A properly designed Hot water and hot oil 50 and operated kiln will dry most species of lumber or Solar 50 other wood products to any specified moisture content General construction features 50 between 3 and 19 percent in a reasonably short time Construction materials 50 without appreciable losses caused by drying defects. Aluminum 50 Concrete block, poured concrete, and brick 50 Wood and plywood 51 Classification Systems Foundations and floors 51 Dry kilns can be classified in a number of different Heating systems 51 ways. In this manual, we have chosen a system that Indirect heating 52 classifies by (1) operational techniques, (2) tempera- Direct heating 53 tures of operation, and (3) type of heating and energy Steam traps and control valves 54 source. -

Bisque Or Biscuit: the First Firing a Pot Undergoes to Prepare It for Glazing
Glossary of Ceramic Terms: Introduction to Ceramic Terms and Definitions Bisque or Biscuit: The first firing a pot undergoes to prepare it for glazing. In industry this is done at a higher temperature than the subsequent glaze firing, the reverse is usually true of the studio potter. Burnishing: A technique where the Leather hard clay is polished with a hard instrument to force the smallest clay particles to the surface creating a soft sheen. This surface remains after the pot is fired so long as the firing temperature is kept below 1100oC. Clay: AL2O3 2SiO2 2H2O. The decomposition of Granite through the process of Kaolinization creates clay (see Kaolinization). Clay is a mineral with a plate (platelet) like structure; it is these plates, (about 0.5 microns across) when lubricated with water, slide against each other to form the plastic mass we know as clay (see Water). 'Primary ' clays are those found close to the area of Kaolinization and hence the purest (Kaolin or China Clays). Secondary clays are those moved by water away form the site of Kaolinization and get progressively more plastic and less pure (Ball Clays, Fire clays, Earthenwares). Clay Body: A clay designed for a special purpose. It is created by blending different clays of by adding to clays other materials, such as feldspar and flint in order to produce a desired workability, maturing temperature, or finished result. A clay body is the result of mans technology. Cobalt: One of the strongest coloring oxides used by the potter. Cobalt creates a dark dense royal blue in most cases. -

Ceramics: the History, Materials, and Manipulative Techniques of the Craft
Eastern Illinois University The Keep Plan B Papers Student Theses & Publications 1-1-1965 Ceramics: The History, Materials, and Manipulative Techniques of the Craft James W. Mizener Follow this and additional works at: https://thekeep.eiu.edu/plan_b Recommended Citation Mizener, James W., "Ceramics: The History, Materials, and Manipulative Techniques of the Craft" (1965). Plan B Papers. 447. https://thekeep.eiu.edu/plan_b/447 This Dissertation/Thesis is brought to you for free and open access by the Student Theses & Publications at The Keep. It has been accepted for inclusion in Plan B Papers by an authorized administrator of The Keep. For more information, please contact [email protected]. CERAMICS: THE HISTORY, MATERIALS, AND MANIPULATIVE TECHNIQUES OF THE CRAFT (TITLE) BY James W. Mizener PLAN B PAPER SUBMIITED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE MASTER OF SCIENCE IN EDUCATION AND PREPARED IN COURSE Industrial Arts 452, Recreational Crafts IN THE GRADUATE SCHOOL, EASTERN ILLINOIS UNIVERSITY, CHARLESTON, ILLINOIS 1965 YEAR I HEREBY RECOMMEND THIS PLAN B PAPER BE ACCEPTED AS FULFILLING THIS PART OF THE DEGREE, M.S. IN ED. TABLE OF CONTENTS CHAPTER PAGE INTRODUCTION . 1 I. HISTORY AND DEVELOPMENT • 3 Ancient People 3 Chinese Contributions . 8 Contemporary Application 10 Industry •••••• 10 Therapy •• 10 School 11 Recreation 11 II. CERAMIC CONSTRUCTION 13 Clay . 13 Classification of Clay 16 Earthenware • 16 Stoneware • 16 Porcelain •• 17 Tools and Equipment . 17 Methods and Techniques of Ceramic Construction 20 Wedging Clay • • • • • ••• 20 Hand-Built Modeling ••••••••••• 21 Free Form Modeling • • • • 21 Slab Building ••••••••• 23 Coil Building •••••••• 24 Casting Pottery From Molds •••• 25 Single and Multi-Piece Molds •• 26 Preparing the Slip • • • • • • • • • • 28 Casting . -

Ceramic Clay Vocabulary List
CERAMIC CLAY VOCABULARY LIST 1. Ceramics - Objects made of clay fired sufficiently high in temperature for a chemical change to take place in the clay body, usually over 1550 degrees F. FOUR CERAMIC CONSTRUCTION TECHNIQUES: 2. Coiled Pottery - One of the oldest ways of forming pottery. Long strands of clay which are laid on top of each other and joined through blending coil to coil. Coil pieces can be almost any shape or size. 3. Pinch Pots - Starting with a ball of clay the potter opens a hole into the ball and forms a bowl shape through a combination of stroking and pinching the clay. Many coil-built pieces are constructed on top of a pinched bottom. 4. Slab Built - Clay slabs are cut to shape and joined together using scoring and wet clay called slip. Slabs can be draped over or into forms, rolled around cylinders or built up into geometric forms. Large forms are difficult because of stresses on the seams and because the slab naturally sags. Some potters get around this by working fibers into the clay body. The fibers burn out during the firing, leaving a network of tiny holes. 5. Wheel thrown - The term throw comes from Old English meaning spin. A piece of clay is placed on a potter's wheel head which spins. The clay is shaped by compression while it is in motion. Often the potter will use several thrown shapes together to form one piece (a teapot can be constructed from three or four thrown forms). TYPES OF CLAY: 6. Earthenware - A low-fire clay. -

Buzzer Kiln Heating & Repair
Charles A. Hones Inc. Kiln Heating and Repair Guide Charles A. Hones, Inc. Is a family business that has over 100 years of expertise in Thermal, Heating & Combustion Engineering. 355 State Route 49 Cleveland NY 13042 Phone: 315-623-2124 Fax:631-842-9300 Email: [email protected] Buzzer Burners and furnaces since 1911 WWW.Charlesahones.com Venturi High Pressure Nozzle Burner The Buzzer High Pressure Nozzle Burner offers a powerful and efficient torch type flame using high pressure ( 1 PSI or more) natural gas or propane. The high pressure burner provides a quick and intense heat without the need for blowers , compressed air, or complicated piping. Our all cast iron design makes Buzzer venturis ideal for metal working, foundry, forging, heat treating, glass working, and ceramic fields. Model Nat.gas LP gas 1 PSI 5 PSI 10 PSI 15 PSI 25 PSI orifice orifice VNB 125-HP 50 53 41 94 130 160 210 VNB 150-HP 43 48 68 150 212 250 310 VNB 200-HP 1/8 38 125 280 390 480 620 For a full list of all 10 standard sizes, or to ask what size of burner is right for you please contact Charles A Hones, or visit us online at www.charlesahones.com Venturi Low Pressure Nozzle Burner The Buzzer Low Pressure Nozzle Burner offers a powerful and efficient torch type flame using low pressure natural gas or propane. The burner provides a quick and intense heat without the need for blowers, compressed air, or complicated piping. Our all cast iron design makes Buzzer Venturies ideal for metal working, foundry, forging, heat treating, glass working, and ceramic fields. -

ASCIP, Kiln Risk Management Best Practices
Kiln Risk Management Best Practices Goal 2 Safety Recommendations 3 Location and Construction 4 Heating Systems 5 Electrical Management 6 Installation and Maintenance 7 Operations 9 Arts and Crafts Materials Used in or with Kilns 12 1 | P a g e Goal Schools seek to maintain a safe, secure environment, including a safe, secure arts environment. Thousands of kilns are used safely in schools and studios throughout the world. With a good understanding of kilns, safe practices, and adequate training, a district can avoid explosions, fires, and other accidents. The main thrust of kiln safety standards involve preventing injuries to staff and students, and minimization of explosion and fire hazard risks. The concentration of effort is to avoid situations wherein the explosive limits of fuel are allowed to exist, whether the flammable material comes from the fuel being used or whether it emanates from the object being fired. Major emphasis is placed on the pre-startup sequence (i.e., what has to be done prior to lighting the burners or electrifying the elements in the system) because most incidents occur when a system is started. 2 | P a g e Safety Recommendations Districts have an obligation to provide safe, secure facilities and programs. Kilns are high temperature furnaces used to fire clay and ceramic items. Kilns are usually insulated with ceramic fiber material (CFM) or firebricks. They require programming, loading, unloading, cleaning, monitoring, and servicing. The many hazards that may be encountered when operating kilns include: 1. Inhalation of toxic fumes (from all types of kilns and smoke from sawdust kilns), which can include sulfur oxides, nitrogen oxide, fluorine, chlorine, carbon dioxide, and carbon monoxide 2.