Chapter 2 Kiln Types and Features
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Color in Salt Glaze
Portland State University PDXScholar Dissertations and Theses Dissertations and Theses 8-1-1967 Color in salt glaze Daniel Lee Stevens Portland State University Follow this and additional works at: https://pdxscholar.library.pdx.edu/open_access_etds Let us know how access to this document benefits ou.y Recommended Citation Stevens, Daniel Lee, "Color in salt glaze" (1967). Dissertations and Theses. Paper 561. https://doi.org/10.15760/etd.561 This Thesis is brought to you for free and open access. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of PDXScholar. Please contact us if we can make this document more accessible: [email protected]. AN ABSTRACT OF THE THESIS OF Daniel Lee Stevens for the Master of Science in teaching in Cerami~s 'presented 0:0 August 7, 1967. Title: COLOR IN SALT GLAZE. , Abs tract approved: This thesis endeavors to bring a brief history of salt glaze to the reader, following i~s ge~esisin Germany to England and the American colonies and its continuation to the prese~t day. In order to conduct research on color in salt glaze~ a kiln had to be built for this purpose, meeting all the requirements 'that this tech- nique demands. Studies were ~ade on clay bodies to determine their throwing qualities as well as their ability to take a salt glaze. Finally, research was carried out 'in many serfes of tests studying the reactions of'various engobes and other coloring materials when ,fired in the salt glaze kiln. \ .' COLOR IN SALT GLAZE by Daniel Lee Stevens A THESIS submitted to .Portland State College, in partial fulfillment of the requirements for the degree of Master of Science in Teaching August 1967 \ I PORTLAND STATE COL~EGE LIBRARY' . -

How to Perform Mold Inspections
~ 1 ~ HOW TO PERFORM MOLD INSPECTIONS Mold inspection is a specialized type of inspection that goes beyond the scope of a general home inspection. The purpose of this publication is to provide accurate and useful information for performing mold inspections of residential buildings. This book covers the science, properties and causes of mold, as well as the potential hazards it presents to structures and to occupants’ health. Inspectors will learn how to inspect and test for mold both before and after remediation. This text is designed to augment the student’s knowledge in preparation for InterNACHI’s online Mold Inspection Course and Exam (www.nachi.org). This manual also provides a practical reference guide for use on-site at inspections. Authors: Benjamin Gromicko, Director of InterNACHI Online Education, and Executive Producer, NACHI.TV Nick Gromicko, Founder, International Association of Certified Home Inspectors, and Founder, International Association of Certified Indoor Air Consultants Edited by: Kate Tarasenko / Crimea River To order online, visit: www.nachi.org www.IAC2.org www.InspectorOutlet.com Copyright © 2009-2010 International Association of Certified Indoor Air Consultants, Inc. (IAC2) www.IAC2.org All rights reserved. ~ 2 ~ Mold Inspection: Table of Contents Overview…....................................................................................... 3 Section 1: Types of Mold Inspections.............................................. 5 Section 2: IAC2 Mold Inspection Standards…………………………… 9 Section 3: What is Mold? ………………………………………………… -

Paragon Ceramic Kiln Instruction & Service Manual
Paragon Ceramic Kiln Instruction & Service Manual You are about to enter the magical world of custom-fired ceramics. To safely find your way around and to master your kiln, read this manual. Save for future reference. The First Firing— Seepage29 INTRODUCTION Thank you for purchasing a Paragon kiln. We are confident that the kiln will give you many years of relaxation and creative enjoyment. Before using your kiln, read the manuals that came with it. They will save you many hours as you learn about your kiln. The more you know about your kiln, the more you will enjoy it and the longer it will last. This manual does not cover the digital controller or the Kiln Sitter and switches. They are covered in a separate manual included in your instruction packet. In the instruction packet for your kiln, you should find a copy of “Safe Installation of the Electric Kiln,” “Firebrick Maintenance,” and a manual that covers your kiln’s control system. Please contact the factory if you do not have copies. You can also find them at www.paragonweb.com. Select “Support” and then “Instruction Manuals” from the drop menu. The manuals are listed alphabetically. At www.paragonweb.com select “Products,” then “Books & DVDs” from the drop menu. The books we recom- mend will enhance your kiln experience. You can also email or phone us with questions. We are glad to help. At www.paragonweb.com you will find online videos for many of the procedures shown in this manual. As you read each section, you can go online to watch an actual demonstration on your computer. -

Code-Compliant Solution for Combustible Plenums
Expect More More time savings, lower installation costs More cost savings, more billable square footage More building space, More solutions for code more design flexibility compliant protection of both air and grease ducts FyreWrap®Duct Insulation delivers more to every member of your project team. FyreWrap® Elite™1.5 Duct Insulation is ideal ■ Complies with NFPA 96, ICC and for the insulation of duct systems in hotels, IAPMO Codes. schools, restaurants, high rise condos, ■ Made in USA. medical facilities, research labs, and sports A FyreWrap product specification in arenas and stadiums. This flexible, light- several formats is available at weight duct wrap www.arcat.com; search using keywords provides a single Unifrax, FyreWrap fire protection or www.unifrax.com. solution for both For more information air distribution and grease duct systems. on FyreWrap Elite 1.5 FyreWrap Elite 1.5 Duct Insulation offers: or other products, ■ Space-saving shaft alternative for air certifications, code distribution and grease duct systems. compliance, installa- ■ 2 hour fire-rated duct protection; zero tion instructions or drawings, contact clearance to combustibles. Unifrax Corporate headquarters USA ■ Solutions for building design and complex at 716-278-3800. job configurations. ■ Thin, lightweight flexible blanket for faster, easier installation. www.unifrax.com ■ Offers both fire and insulation performance. PLENUM FIRE PROTECTION Steiner tunnel windows and cover Code-compliant Solution for Combustible Plenums Fire protection wrap systems can provide -

Proceedings of the Fourth Annual International Conference on Cement Microscopy March 28-April 1, 1982 Las Vegas, Nevada USA
Proceedings of the Fourth Annual International Conference On Cement Microscopy March 28-April 1, 1982 Las Vegas, Nevada USA Title: Thoughts Regarding the ONO Method of Portland Cement Clinker Analysis Authors: Prout, N. J. pp. 2-3 Title: Application of ONO Method at Canada Cement Lafarge -- Panel Discussion Authors: Chen, H. pp. 4-5 Title: Use of the ONO Technique -- Panel Discussion Authors: Hawkins, P. pp. 6 Title: Interpretations of Burning Conditions with Powder Mounts -- Panel Discussion Authors: Campbell, D. H. pp. 7-8 Title: Comments on ONO's Method and Cement Microscopy -- Panel Discussion Authors: O'Neill, R. C. pp. 9-10 Title: Concrete Microscopy at the Construction Technology Laboratories -- Panel Discussion Authors: Campbell, D. H. pp. 12-13 Title: The Use of the Microscope in the Ready-Mix Concrete Industry -- Panel Discussion Authors: Nisperos, A. pp. 14-20 Title: The Microscope and Lime Authors: Walker, D. D. pp. 21-48 Title: Influence of Second Firing System Incorporated in Suspension Preheater Kilns on Clinker and Cement Quality Authors: Dreizler, I. E. pp. 50-66 Title: Investigation of the Formation of Portland Cement Clinker in a Pilot Rotary Kiln by the Aid of XRD and Microscopy Authors: Janko, A. pp. 67-82 Title: Microscopic Analysis of Portland Cement Clinker Applied to Rotary Kiln and Compressive Strength Control Authors: Hicks, J. K.; Dorn, J. D. pp. 83-91 Title: Clinker Quality Characterization by Reflected Light Techniques Authors: Long, G. R. pp. 92-109 Title: Effects of Kiln Feed Particle Size and Mineralizers of Clinker Microstructure and Cement Quality -- A Case Study Authors: Hargave; Shah; Chatterjee; Rangnekar pp. -

System Controls Engineering Guide
SECTION G Engineering Guide System Controls System Controls Engineering Guide Introduction to VAV Terminal Units The control of air temperature in a space requires that the loads in the space are offset by some means. Space loads can consist of exterior loads and/or interior loads. Interior loads can consist of people, mechanical equipment, lighting, com puters, etc. In an 'air' conditioning system compensating for the loads is achieved by introducing air into the space at a given temperature and quantity. Since space loads are always fluctuating the compensation to offset the loads must also be changing in a corresponding manner. Varying the air temperature or varying the air volume or a combination of both in a controlled manner will offset the space load as required. The variable air volume terminal unit or VAV box allows us to vary the air volume into a room and in certain cases also lets us vary the air temperature into a room. YSTEM CONTROLS YSTEM S The VAV terminal unit may be pressure dependent or pressure independent. This is a function of the control package. ENGINEERING GUIDE - Pressure Dependent A device is said to be pressure dependent when the flow rate passing through it varies as the system inlet pressure fluctuates. The flow rate is dependent only on the inlet pressure and the damper position of the terminal unit. The pressure dependent terminal unit consists of a damper and a damper actuator controlled directly by a room thermostat. The damper is modulated in response to room temperature only. Since the air volume varies with inlet pressure, the room may experience temperature swings until the thermostat repositions the damper. -

Analysis of Cooling Load Calculations for Underfloor Air Distribution Systems
The 13th Asia Pacific Conference on the Built Environment: Next Gen Technology to Make Green Building Sustainable , 19-20 Nov 2015 (Thu-Fri), Hong Kong. Analysis of cooling load calculations for underfloor air distribution systems Dr. Sam C. M. Hui * and Miss ZHOU Yichun Department of Mechanical Engineering, The University of Hong Kong Pokfulam Road, Hong Kong * E-mail: [email protected] Abstract Underfloor air distribution (UFAD) systems use an underfloor supply plenum located between the structural floor slab and a raised floor system to supply conditioned air through floor diffusers or terminal units directly into the building’s occupied zone. If designed properly, they have the potential to enhance energy efficiency, indoor air quality and building life cycle performance. However, the application of UFAD system is still obstructed by the information gap in some fundamental issues, such as cooling load calculation. All the cooling load calculation methods for UFAD systems nowadays have limitations and drawbacks and most building designers are not familiar with them. This research aims to investigate the cooling loads calculation methods for UFAD systems. Fundamental principles of UFAD with different configurations are studied to analyse the effects on cooling load components. Critical evaluation is made on the key factors and issues affecting the cooling load and how they differ from the overhead air distribution systems. It is found that thermal stratification, management of solar and lighting loads, architectural design and thermal properties of structural floor slab will influence the cooling load and must be evaluated carefully. It is hoped that the findings could improve the understanding of UFAD systems and provide practical information for performing the cooling load calculations and optimising the system performance. -

Underfloor Air Distribution
University of Delaware Karen Schulte Center for the Arts Mechanical Option Underfloor Air Distribution: An underfloor air distribution system utilizes a plenum space between the structural slab and the underside of a raised floor to distribute the conditioned air to the room. An underfloor air distribution system creates a stratified condition where the natural buoyancy of air removes heat and contaminates from the occupied zone. Diffusers located in the elevated floor slab distribute air to the room from the plenum. Since the diffusers are located in the floor, the supply air temperatures must be warmer then the conventional overhead air distribution systems because of the immediate proximity of the supply air to the occupied zone. For cooling the supply air temperature should range from 63°F- 68°F, this temperature range will prevent overcooling the occupants of the space. The potential benefits that occur as a result of the implementation of underfloor air distribution include increased thermal comfort, better indoor air quality, reduced outdoor airflow, reduced floor to floor heights, and reduced supply fan horsepower. The increase in thermal comfort arises from the fact that the supply air temperature is higher then conventional overhead distribution systems and the floor diffusers induce local circulation and mixing in the occupied zone to a relatively uniform temperature. The improvements in indoor air quality result from natural flow of air in the underfloor system as compared to the overhead air distribution system. In the overhead system the contaminants in the air that collect at the ceiling level, due to the natural buoyancy of air, are forced back into the breathing zone by the induced mixing of ceiling diffusers to create a uniform environment. -

Design and Simulation of Pottery Kiln
Design and Simulation of Pottery Kiln Kiran Govind ( [email protected] ) Birla Institute of Technology and Science Keerthidas PU NSS College of Engineering Karthik R National Institute of Design Kishore R NSS College of Engineering Research Article Keywords: kiln, rewood, coconut husk, bonre, pottery, chimney, downdraught, simulation, fuel consumption Posted Date: June 15th, 2021 DOI: https://doi.org/10.21203/rs.3.rs-593830/v1 License: This work is licensed under a Creative Commons Attribution 4.0 International License. Read Full License DESIGN AND SIMULATION OF POTTERY KILN Kiran Govind1, Keerthidas P U2, Karthik R3, Kishore R4 1. Kiran Govind – Birla Institute of Technology and Science – [email protected] 2. Keerthidas PU – NSS College of Engineering - [email protected] 3. Karthik R – National Institute of Design – [email protected] 4. Kishore R – NSS College of Engineering - [email protected] “*Correspondence to Kiran Govind” Abstract Pottery industry is one of the small-scale industries in India. Most rural potters depend upon traditional pottery kilns for burning process by firewood or coconut husk. In order to produce high quality pottery products better burning process is needed. The purpose of the project is to thermal analysis of burning process in a traditional furnace in order to achieve uniform temperature inside the kiln and decrease the fuel consumption through better distribution of input heat. The traditional kilns are bonfire kilns, which involve open firing in shallow pit. These kilns suffer higher fuel consumption, poor ware strength and extensive breakage. Smokes produced during firing will serious health problems to pottery workers and their family. -
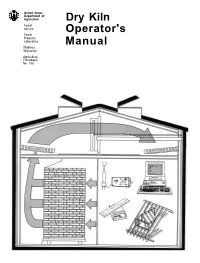
Dry Kiln Operator's Manual
United States Department of Agriculture Dry Kiln Forest Service Operator's Forest Products Laboratory Manual Madison, Wisconsin Agriculture Handbook No. 188 Dry Kiln Operator’s Manual Edited by William T. Simpson, Research Forest Products Technologist United States Department of Agriculture Forest Service Forest Products Laboratory 1 Madison, Wisconsin Revised August 1991 Agriculture Handbook 188 1The Forest Products Laboratory is maintained in cooperation with the University of Wisconsin. This publication reports research involving pesticides. It does not contain recommendations for their use, nor does it imply that the uses discussed here have been registered. All uses of pesticides must be registered by appropriate State and/or Federal agencies before they can be recommended. CAUTION, Pesticides can be injurious to humans, domestic animals, desirable plants, and fish or other wildlife-if they are not handled or applied properly. Use all pesticides selectively and carefully. Follow recommended practices for the disposal of surplus pesticides aand pesticide containers. Preface Acknowledgments The purpose of this manual is to describe both the ba- Many people helped in the revision. We visited many sic and practical aspects of kiln drying lumber. The mills to make sure we understood current and develop- manual is intended for several types of audiences. ing kiln-drying technology as practiced in industry, and First and foremost, it is a practical guide for the kiln we thank all the people who allowed us to visit. Pro- operator-a reference manual to turn to when questions fessor John L. Hill of the University of New Hampshire arise. It is also intended for mill managers, so that they provided the background for the section of chapter 6 can see the importance and complexity of lumber dry- on the statistical basis for kiln samples. -
Techniques & Tips
ceramic artsdaily.org techniques & tips for electric kilns inspiration, instruction and glaze recipes for making pottery in electric kilns This special report is brought to you with the support of Skutt Kilns and Pottery Wheels. Techniques and Tips for Electric Kilns Instructions and Glaze Recipes for Making Pottery in Electric Kilns Electric kiln firing is one of the most common firing methods because electric pottery kilns are readily available and simple to install. But that doesn’t mean that they yield common results. Electric pottery kilns can be incredible tools in the studio. The authors presented here are creative potters and ceramic artists using electric pottery kilns to create exquisite ceramic art. Not only can electric kilns produce great results, but they also offer control and dependability. And electric kilns keep becoming more versatile, economical, and easy to use with advances in controllers, energy efficiency, materials, and safety. Improve your electric firing results and take advantage of the incredible potential offered by electric kiln firing. How to Fire Electric Pottery Kilns From the Pottery Making Illustrated Instructor’s File Archives This introductory/refresher course covers all the bases of firing electric kilns. How to Clean Kiln Shelves, Mix Kiln Wash, and Apply Kiln Wash by Vince Pitelka Kiln shelf maintenance is a much hated but very necessary part of having a kiln. Neglected kiln shelves can result in flakes of kiln wash landing smack dab in the middle of a beautiful glaze surface. In this article, an excerpt from Clay: A Studio Handbook, 2nd edition, (due out Fall 2016) Vince Pitelka gives some tips on scraping kiln shelves, mixing kiln wash, and shares a couple of kiln wash recipes. -

A Laboratory Method for Measuring the Heat Distribution Of
A LABORATORY METHOD FOR MEASURING THE HEAT DISTRIBUTION OF LUMINAIRES AND ITS APPLICATION FOR BUILDING HEATING AND COOLING ENERGY SAVING BY Hankun Li Submitted to the graduate degree program in Architectural Engineering and the Graduate Faculty of the University of Kansas in partial fulfillment of the requirements for the degree of Master of Science. ________________________________ Chairperson Dr. Hongyi Cai ________________________________ Dr. Brian A. Rock ________________________________ Dr. Xianglin Li Date Defended: The Thesis Committee for Hankun Li certifies that this is the approved version of the following thesis: A LABORATORY METHOD FOR MEASURING THE HEAT DISTRIBUTION OF LUMINAIRES AND ITS APPLICATION FOR BUILDING HEATING AND COOLING ENERGY SAVING ________________________________ Chairperson Dr. Hongyi Cai Date approved: << ii ABSTRACT This study was aimed to explore the energy saving potential of a new system architecture of solid-state lighting fixtures that was designed to help utilize the heat generated by LEDs for spacing heating in heating season and re-heating in cooling season. The new system architecture, which deploys an innovation of integrative light and heat arrangement in low profile, helps harvest the LED heat and direct most of the heat to the room space while minimizing heat leakage to the ceiling cavity. A well-designed laboratory experiment was carried out in a newly developed Calorimeter chamber that was used to find out heat distribution of luminaires in the conditioned room cavity and ceiling plenum, followed by an estimation of potential energy savings via computer simulation in Energy Plus. A typical primary elementary school classroom was used in this computer simulation equipped with LED fixtures with different heat distribution patterns.