Fracture Toughness Analysis of Automotive-Grade Dual-Phase Steel Using Essential Work of Fracture (EWF) Method
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
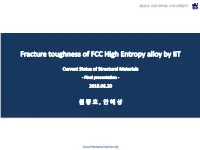
Fracture Toughness of FCC High Entropy Alloy
Seoul National University High Entropy Alloy Traditional alloy High entropy alloy Minor Major element 3 element … Minor Major element 2 element 3 Major Major element element 1 Major Minor element 2 element 1 = ( ) 풏풏풏풏풏풏 풐풐 풏풆풆풆 ↑ ↔. 풄�풄풄풄풆풄풐풏풄풆 풆풆풆 ↑ ∆푆푐푐푐푐푐푐 푅푅푅 푅 Y.Zhang et al., Prog.Mat.Sci. 61, 1 (2014) (1) Thermodynamic : high entropy (3) Kinetics : sluggish diffusion (2) Structure : severe lattice distortion (4) Property : cocktail effect High entropy alloy : Potential candidate material for extreme environment applications Seoul National University Mechanical properties of HEA . Ashby map Bernd Gludovatz / SCIENCE VOL 345 ISSUE 6201 There are clearly stronger materials, which is understandable given that CrMnFeCoNi is a single-phase material, but the toughness of this high-entropy alloy exceeds that of virtually all pure metals and metallic alloys. Seoul National University Fracture toughness of HEA Bernd Gludovatz / SCIENCE VOL 345 ISSUE 6201 Although the toughness of the other materials decreases with decreasing temperature, the toughness of the high- entropy alloy remains unchanged. mechanical properties actually improve at cryogenic temperatures Seoul National University Fracture Toughness Testing Compact tension test & Three point bending test Pre-cracking Limitation Destructive Fracturing Complex testing procedure Cannot apply to in-service Development of testing method to measure the fracture properties more easily and more economically Seoul National University Indentation Fracture Toughness . Instrumented Indentation Technique (IIT) In-situ & In-field System, Non-destructive & Local test, Simple & fast . Indentation Cracking Method (cracking in indentation) 1 E 2 P = α K IC 3 H c 2 Only for ceramic materials (very brittle) [Vickers indenter, Macroscale] Seoul National University Indentation Fracture Toughness . -

High-Entropy Alloys
REVIEWS High- entropy alloys Easo P. George 1,2*, Dierk Raabe3 and Robert O. Ritchie 4,5 Abstract | Alloying has long been used to confer desirable properties to materials. Typically , it involves the addition of relatively small amounts of secondary elements to a primary element. For the past decade and a half, however, a new alloying strategy that involves the combination of multiple principal elements in high concentrations to create new materials called high-entropy alloys has been in vogue. The multi-dimensional compositional space that can be tackled with this approach is practically limitless, and only tiny regions have been investigated so far. Nevertheless, a few high-entropy alloys have already been shown to possess exceptional properties, exceeding those of conventional alloys, and other outstanding high-entropy alloys are likely to be discovered in the future. Here, we review recent progress in understanding the salient features of high-entropy alloys. Model alloys whose behaviour has been carefully investigated are highlighted and their fundamental properties and underlying elementary mechanisms discussed. We also address the vast compositional space that remains to be explored and outline fruitful ways to identify regions within this space where high-entropy alloys with potentially interesting properties may be lurking. Since the Bronze Age, humans have been altering the out that conventional alloys tend to cluster around the properties of materials by adding alloying elements. For corners or edges of phase diagrams, where the number example, a few percent by weight of copper was added to of possible element combinations is limited, and that silver to produce sterling silver for coinage a thousand vastly more numerous combinations are available near years ago, because pure silver was too soft. -

4.2 Failure Criteria
4.2 Failure Criteria The determination of residual strength for uncracked structures is straightforward because the ultimate strength of the material is the residual strength. A crack in a structure causes a high stress concentration resulting in a reduced residual strength. When the load on the structure exceeds a certain limit, the crack will extend. The crack extension may become immediately unstable and the crack may propagate in a fast uncontrollable manner causing complete fracture of the component. Figure 4.2.1 illustrates the results obtained from a series of tests conducted on a lug geometry containing a crack. The lug geometry shown in Figure 4.2.1a is a single-load-path structure. Figure 4.2.1b indicates that the cracks in each of the three tests extended abruptly at a critical level of load, which is noted to be a function of a crack length. The crack length-critical load level data shown in Figure 4.2.1b provide the basis for establishing the residual strength capability curve. The locus of critical load levels as a function of crack length is shown in Figure 4.2.1c, where the residual strength capability of the lug structure is shown to decrease with increasing crack length. Figure 4.2.1. Description of Crack Geometry and Residual Strength Results Considering the preceding in terms of applied stress (σ) rather than load gives the σ versus a and σc versus ac plots as shown in Figure 4.2.2 a and b. Schematically, the plots exhibit the same abrupt fracture behavior as the curves presented in Figure 4.2.1. -

How Yield Strength and Fracture Toughness Considerations Can Influence Fatigue Design Procedures for Structural Steels
How Yield Strength and Fracture Toughness Considerations Can Influence Fatigue Design Procedures for Structural Steels The K,c /cfys ratio provides significant information relevant to fatigue design procedures, and use of NRL Ratio Analysis Diagrams permits determinations based on two relatively simple engineering tests BY T. W. CROOKER AND E. A. LANGE ABSTRACT. The failure of welded fatigue failures in welded structures probable mode of failure, the impor structures by fatigue can be viewed are primarily caused by crack propa tant factors affecting both fatigue and as a crack growth process operating gation. Numerous laboratory studies fracture, and fatigue design between fixed boundary conditions. The and service failure analyses have re procedures are discussed for each lower boundary condition assumes a peatedly shown that fatigue cracks group. rapidly initiated or pre-existing flaw, were initiated very early in the life of and the upper boundary condition the structure or propagated to failure is terminal failure. This paper outlines 1-6 Basic Aspects the modes of failure and methods of from pre-existing flaws. Recognition of this problem has The influence of yield strength and analysis for fatigue design for structural fracture toughness on the fatigue fail steels ranging in yield strength from 30 lead to the development of analytical to 300 ksi. It is shown that fatigue crack techniques for fatigue crack propaga ure process is largely a manifestation propagation characteristics of steels sel tion and the gathering of a sizeable of the role of plasticity in influencing dom vary significantly in response to amount of crack propagation data on the behavior of sharp cracks in struc broad changes in yield strength and frac a wide variety of structural materials. -
Interim Progress Report: Fracture Toughness of Steel Weldments for Artic Structures
0 A 1 1 1 2 1405DS NBS PUBLICATIONS „ NBSIR 83-1680 INTERIM PROGRESS REPORT: FRACTURE TOUGHNESS OF STEEL WELDMENTS FOR ARCTIC STRUCTURES T. L. Anderson H. I. McHenry National Bureau of Standards U.S. Department of Commerce Boulder, Colorado 80303 December 1982 56 3-1680 98a NBSIR 83-1680 INTERIM PROGRESS REPORT: FRACTURE TOUGHNESS OF STEEL WELDMENTS FOR ARCTIC STRUCTURES T. L. Anderson H. I. McHenry Fracture and Deformation Divison National Measurement Laboratory National Bureau of Standards U.S. Department of Commerce Boulder, Colorado 80303 December 1982 Sponsored by U.S. Department of Interior Minerals Management Service 12203 Sunrise Valley Drive Reston, Virginia 22091 U.S. DEPARTMENT OF COMMERCE, Malcolm Baldrige, Secretary NATIONAL BUREAU OF STANDARDS, Ernest Ambler, Director CONTENTS Page 1. INTRODUCTION 1 2. TECHNICAL APPROACH 2 3. CURRENT FRACTURE TOUGHNESS REQUIREMENTS 3 3.1 Pressure Vessels and Piping 4 3.2 Ships 5 3.3 Bridges 5 3.4 Summary Comments 6 4. EXPERIMENTAL PROCEDURE 6 4.1 Test Material 6 4.2 Tensile Tests 6 4.3 Charpy V-Notch Impact Tests 7 4.4 Fracture Toughness Tests 7 5. RESULTS AND DISCUSSION 10 5.1 Tensile Tests 10 5.2 Charpy- Impact Data 10 5.3 Fracture Toughness 11 5.4 Predicting the Effect of Constraint on the Ductile- to-Brittle Transition 12 5.5 Detecting the Onset of Tearing 13 5.6 Estimation of J from CMOD 14 5.7 Relationships Between J and CTOD 15 5.8 The Eta Factor 16 6. SUMMARY AND CONCLUSIONS 17 REFERENCES 18 APPENDIX 50 i i i List of Figures Page 1. -

Improved Mechanical Properties of Alcrfeni High-Entropy Alloy with Gradient Structure
SVOA MATERIALS SCIENCE & TECHNOLOGY (ISSN: 2634-5331) Short Communication https://sciencevolks.com/materials-science/ Volume 2 Issue 2 Improved mechanical properties of AlCrFeNi high-entropy alloy with gradient structure Tiehui Fang1*, Junhua You2 1 College of Materials Science and Engineering, Hunan University, Changsha, Hunan, 410082, China 2 School of Materials Science and Engineering, Shenyang University of Technology, Shenyang 110870, China Corresponding author:Tiehui Fang, College of Materials Science and Engineering, Hunan University, Changsha, Hunan, 410082, China. Received: June 30, 2020 Published: July 20, 2020 Abstract: Two kinds of gradient structures, normal gradient structure synthesized by surface mechanical grinding treatment and inverse gradient structure by ultra-high frequency electromagnetic induction heating treatment, were fabricated on an AlCrFeNi high-entropy alloy and its effects on mechanical properties were investigated. Uniaxial tensile results show that the normal gradient structure slightly improved the yield strength but deteriorated the tensile ductility. In contrast, in- verse gradient structure exhibits an obviously enhanced tensile ductility without sacrifice the strength. Structure analysis indicates that the improved tensile ductility of the inverse gradient structure is attributed to a phase transformation from B2→ FCC and recrystallized grain, which providing additional work hardening ability to the global sample. Relaxed residu- al stress and declined dislocation density are also beneficial to the tensile ductility. Keywords: high entropy alloy; gradient structure; defects; microstructure; deformation and fracture; phase transformation; 1. Introduction High-entropy alloy (HEA) has attracted intensified attention in recent years due to its high strength and ductility, out- standing fracture toughness, good corrosion, oxidation and thermal-softening resistances [1, 2]. However, high strength and good ductility are generally exclusive to each other in most HEAs. -

Determination of Plane-Strain Fracture Toughness (K-IC) and The
University of Calffomia No.: TilCM-i Lawrence Uvermore o National Laboratory Date: 18 August 1989 *UCCA MOUNTAIN PROJECT V* __,Page: of CONTROLLED COPY NO. _ 102 Subject Determination of Plane-Strain Fracture Toughness (L x)-and;the Threshold Stress Intensity for Stress Corrosion Cracking SCC) Approved by: -1,01,41'4w 4f Technical Area Leader Date Approved by: YP Quality Assurance Manager Date Approved by: PoL Leadr Date YPPro $cq Leater Di PUXR 1 lWASTE sPDC LL 5AU7 (e. 05M% Determination of Plane-Strain Fracture Toughness (ri) and the Threshold Stress Intensity for Stress Corrosion Cracking (Kuc,) aL S. AHLUWALA Science and Engineering Associates Pleasanton, California 94566 J. C. FARMER Lawrence Livermore National Laboratory Livermore, California 94551 Glossary of Terms a crack length, in. acr critical crack length, in. da/dt crack velocity, in./h B thickness, in. C compliance, in./lb E tensile modulus of elasticity, psi f(a/w) mathematical function of a/w. G potential energy release rate, in.lb/in.2 t 2 K - stress intensity factor, general, ksi-in. / K - stress intensity factor, opening mode, ksiin.1/2 Kkc plane-strain fracture toughness, ksi-in. /2 Kb= stress-corrosion cracking threshold stress intensity factor, ksin.1/2 P load, lb Rsc specimen strength ratio W width, in. v Poisson's ratio V crack opening displacement, in. Y constant which is a dimensionless polynomial function in odd half powers of (a/w) from (a/w)1/2 to (a/w)9/2 maximum local stress, ks <iYs - yield strength, ksi Capp applied stress, ksi - fracture stress, ksi surface energy .f I * Contents . -

Ebook Download Fracture Mechanics 4Th Edition
FRACTURE MECHANICS 4TH EDITION PDF, EPUB, EBOOK Ted L Anderson | 9781498728140 | | | | | Fracture Mechanics 4th edition PDF Book Categories : Fracture mechanics Glass physics. This would be considered a stress singularity, which is not possible in real-world applications. Request permission to reuse content from this site. Overview Fracture Mechanics: Fundamentals and Applications, Fourth Edition is the most useful and comprehensive guide to fracture mechanics available. Linear elasticity theory predicts that stress and hence the strain at the tip of a sharp flaw in a linear elastic material is infinite. Home Contact us Help Free delivery worldwide. New co-authors Richard P. NO YES. Anderson is the author of Fracture Mechanics: Fundamentals and Applications , which has remained the top selling textbook in its field since the 1st Edition was published in Therefore, with no other fracture mechanism intervenes, deformation continues until the cross-section area becomes zero. This mechanism happens when the temperature is above 0. View Consulting Services. Most engineering materials show some nonlinear elastic and inelastic behavior under operating conditions that involve large loads. Performance and Analytics. This deformation depends primarily on the applied stress in the applicable direction in most cases, this is the y-direction of a regular Cartesian coordinate system , the crack length, and the geometry of the specimen. For a better shopping experience, please upgrade now. Add to Wishlist. The elastic crack-tip stress field Pages Broek, David. Harry Potter. From Wikipedia, the free encyclopedia. He noted that, before the fracture happened, the walls of the crack were leaving [ clarification needed ] and that the crack tip, after fracture, ranged from acute to rounded off due to plastic deformation. -

Strength, Fracture Toughness, Fatigue, and Standardization Issues of Free-Standing Thermal Barrier Coatings
NASA/TM—2003-212516 Strength, Fracture Toughness, Fatigue, and Standardization Issues of Free-Standing Thermal Barrier Coatings Sung R. Choi Ohio Aerospace Institute, Brook Park, Ohio Dongming Zhu U.S. Army Research Laboratory, Glenn Research Center, Cleveland, Ohio Robert A. Miller Glenn Research Center, Cleveland, Ohio July 2003 The NASA STI Program Office . in Profile Since its founding, NASA has been dedicated to • CONFERENCE PUBLICATION. Collected the advancement of aeronautics and space papers from scientific and technical science. The NASA Scientific and Technical conferences, symposia, seminars, or other Information (STI) Program Office plays a key part meetings sponsored or cosponsored by in helping NASA maintain this important role. NASA. The NASA STI Program Office is operated by • SPECIAL PUBLICATION. Scientific, Langley Research Center, the Lead Center for technical, or historical information from NASA’s scientific and technical information. The NASA programs, projects, and missions, NASA STI Program Office provides access to the often concerned with subjects having NASA STI Database, the largest collection of substantial public interest. aeronautical and space science STI in the world. The Program Office is also NASA’s institutional • TECHNICAL TRANSLATION. English- mechanism for disseminating the results of its language translations of foreign scientific research and development activities. These results and technical material pertinent to NASA’s are published by NASA in the NASA STI Report mission. Series, which includes the following report types: Specialized services that complement the STI • TECHNICAL PUBLICATION. Reports of Program Office’s diverse offerings include completed research or a major significant creating custom thesauri, building customized phase of research that present the results of databases, organizing and publishing research NASA programs and include extensive data results . -

Fracture Mechanisms Ductile Vs Brittle Failure
Chapter 9: Mechanical Failure Chapter 9 Mechanical Failure: Fracture, Fatigue and Creep temperature, stress, cyclic and loading effect Ship-cyclic loading - waves and cargo. It is important to understand the mechanisms for failure, especially to prevent in-service failures via design. This can be accomplished via Ship-cyclic loading Computer chip-cyclic Hip implant-cyclic Materials selection, from waves. thermal loading. loading from walking. Processing (strengthening), Chapter 9, Callister & Rethwisch 3e. Fig. 22.30(b), Callister 7e. (Fig. 22.30(b) is (by Neil Boenzi, The New York Times.) courtesy of National Semiconductor Corp.) Fig. 22.26(b), Callister 7e. Design Safety (combination). photo by Neal Noenzi (NYTimes) ISSUES TO ADDRESS... • How do cracks that lead to failure form? Objective: Understand how flaws in a material initiate failure. • How is fracture resistance quantified? How do the fracture • Describe crack propagation for ductile and brittle materials. resistances of the different material classes compare? • Explain why brittle materials are much less strong than possible theoretically. • Define and use Fracture Toughness. • How do we estimate the stress to fracture? • Define fatigue and creep and specify conditions in which they are operative. • How do loading rate, loading history, and temperature • What is steady-state creep and fatigure lifetime? Identify from a plot. affect the failure behavior of materials? 1 2 MatSE 280: Introduction to Engineering Materials ©D.D. Johnson 2004,2006-2008 MatSE 280: Introduction to Engineering Materials ©D.D. Johnson 2004,2006-2008 Fracture mechanisms Ductile vs Brittle Failure • Classification: • Ductile fracture Fracture Very Moderately Brittle – Accompanied by significant plastic deformation behavior: Ductile Ductile Adapted from Fig. -

Determination of Fracture Toughness of Advanced Ceramics at Ambient Temperature1
Designation: C1421 – 10 Standard Test Methods for Determination of Fracture Toughness of Advanced Ceramics at Ambient Temperature1 This standard is issued under the fixed designation C1421; the number immediately following the designation indicates the year of original adoption or, in the case of revision, the year of last revision. A number in parentheses indicates the year of last reapproval. A superscript epsilon (´) indicates an editorial change since the last revision or reapproval. 1. Scope Interferences 6 Apparatus 7 1.1 These test methods cover the fracture toughness, KIc, Test Specimen Configurations, Dimensions and Preparations 8 determination of advanced ceramics at ambient temperature. General Procedures 9 Report (including reporting tables) 10 The methods determine KIpb (precracked beam test specimen), Precision and Bias 11 KIsc (surface crack in flexure), and KIvb (chevron-notched beam Keywords 12 test specimen). The fracture toughness values are determined Summary of Changes using beam test specimens with a sharp crack. The crack is Annexes Test Fixture Geometries A1 either a straight-through crack formed via bridge flexure (pb), Procedures and Special Requirements for Precracked Beam A2 or a semi-elliptical surface crack formed via Knoop indentation Method (sc), or it is formed and propagated in a chevron notch (vb), as Procedures and Special Requirements for Surface Crack in Flex- A3 ure Method shown in Fig. 1. Procedures and Special Requirements for Chevron Notch Flexure A4 Method NOTE 1—The terms bend(ing) and flexure are synonymous in these test Appendices methods. Precrack Characterization, Surface Crack in Flexure Method X1 1.2 These test methods are applicable to materials with Complications in Interpreting Surface Crack in Flexure Precracks X2 Alternative Precracking Procedure, Surface Crack in Flexure X3 either flat or with rising R-curves. -

Evaluation of Fracture Strength of Ceramics Containing Small Surface Defects Introduced by Focused Ion Beam
materials Article Evaluation of Fracture Strength of Ceramics Containing Small Surface Defects Introduced by Focused Ion Beam Nanako Sato 1 and Koji Takahashi 2,* ID 1 Graduate School of Engineering, Yokohama National University, 79-5 Tokiwadai, Hodogaya, Yokohama 240-8501, Japan; [email protected] 2 Faculty of Engineering, Yokohama National University, 79-5 Tokiwadai, Hodogaya, Yokohama 240-8501, Japan * Correspondence: [email protected]; Tel.: +81-45-339-4017 Received: 9 February 2018; Accepted: 19 March 2018; Published: 20 March 2018 Abstract: The aim of this study was to clarify the effects of micro surface defects introduced by the focused ion beam (FIB) technique on the fracture strength of ceramics. Three-point bending tests on alumina-silicon carbide (Al2O3/SiC) ceramic compositesp containing crack-like surface defects introduced by FIB were carried out. A surface defect with area in the range 19 to 35 µm was introduced at the center of each specimen.p Test results showed that the fracture strengths of the FIB-defect specimens depended on area. The test results were evaluated usingp the evaluation equation of fracture strength based on the process zone size failure criterion and the area parameter model. The experimental results indicate that FIB-induced defects can be used as small initial cracks for the fracture strength evaluation of ceramics. Moreover, the proposed equation was useful for the fracture strength evaluation of ceramics containing micro surface defects introduced by FIB. Keywords:pAl2O3/SiC; focused ion beam; surface defect; fracture strength; process zone size failure criterion; area parameter model 1. Introduction Ceramics have excellent mechanical, tribological, and thermal properties in comparison with metallic materials.