Energy Efficiency Improvement and Cost Saving Opportunities for the U.S
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Elegancy D5.2.5
ACT Project Number: 271498 Project name: ELEGANCY Project full title: Enabling a Low-Carbon Economy via Hydrogen and CCS ERA-Net ACT project Starting date: 2017-08-31 Duration: 36 months D5.2.5 Evaluation of the potential for hydrogen and CCS in the decarbonization of the Dutch steel industry Date: 2020-08-31 Organization name of lead participant for this deliverable: Utrecht University ACT ELEGANCY, Project No 271498, has received funding from DETEC (CH), BMWi (DE), RVO (NL), Gassnova (NO), BEIS (UK), Gassco, Equinor and Total, and is cofunded by the European Commission under the Horizon 2020 programme, ACT Grant Agreement No 691712. Dissemination Level PU Public x CO Confidential, only for members of the consortium (including the Commission Services) Page iii Deliverable number: D5.2.5 Deliverable title: Evaluation of the potential for hydrogen and CCS in the decarbonization of the Dutch steel industry Work package: WP5 Case Studies Lead participant: UU Authors Name Organisation E-mail Lukas Weimann* UU [email protected] Matteo Gazzani UU [email protected] Gert Jan Kramer UU Joep Matser UU Annika Boldrini UU *Mark lead author with asterisk Keywords Integrated steelworks, decarbonization of steel industry, process optimization, Hisarna, electric- arc furnace, carbon capture and storage, hydrogen. Abstract The iron and steel industry accounts for 5 % of worldwide CO2 emissions. With 13 MtCO2eq annually, TATA Steel, which employs the traditional blast furnace – basic oxygen furnace steel making route, is one of the largest single point emitters in the Netherlands (and EU). Given the role of steel in present and future society, decarbonizing the steel industry is of paramount importance for a CO2 net-zero society. -

National Register of Historic Places Multiple Property
NFS Form 10-900-b 0MB No. 1024-0018 (Jan. 1987) United States Department of the Interior National Park Service National Register of Historic Places Multipler Propertyr ' Documentation Form NATIONAL This form is for use in documenting multiple property groups relating to one or several historic contexts. See instructions in Guidelines for Completing National Register Forms (National Register Bulletin 16). Complete each item by marking "x" in the appropriate box or by entering the requested information. For additional space use continuation sheets (Form 10-900-a). Type all entries. A. Name of Multiple Property Listing ____Iron and Steel Resources of Pennsylvania, 1716-1945_______________ B. Associated Historic Contexts_____________________________ ~ ___Pennsylvania Iron and Steel Industry. 1716-1945_________________ C. Geographical Data Commonwealth of Pennsylvania continuation sheet D. Certification As the designated authority under the National Historic Preservation Act of 1966, as amended, J hereby certify that this documentation form meets the National Register documentation standards and sets forth requirements for the listing of related properties consistent with the National Register criteria. This submission meets the procedural and professional requiremerytS\set forth iri36JCFR PafrfsBOfcyid the Secretary of the Interior's Standards for Planning and Evaluation. Signature of certifying official Date / Brent D. Glass Pennsylvania Historical & Museum Commission State or Federal agency and bureau I, hereby, certify that this multiple -
Steel Pickling: a Profile
December 1993 Steel Pickling: A Profile Draft Report Prepared for John Robson U.S. Environmental Protection Agency Office of Air Quality Planning and Standards Cost and Economic Impact Section Research Triangle Park, NC 27711 EPA Contract Number 68-D1-0143 RTI Project Number 35U-5681-58 DR EPA Contract Number RTI Project Number 68-D1-0143 35U-5681-58 DR Steel Pickling: A Profile Draft Report December 1993 Prepared for John Robson U.S. Environmental Protection Agency Office of Air Quality Planning and Standards Cost and Economic Impact Section Research Triangle Park, NC 27711 Prepared by Tyler J. Fox Craig D. Randall David H. Gross Center for Economics Research Research Triangle Institute Research Triangle Park, NC 27709 TABLE OF CONTENTS Section Page 1 Introduction .................. 1-1 2 The Supply Side of the Industry ......... 2-1 2.1 Steel Production .............. 2-1 2.2 Steel Pickling .............. 2-3 2.2.1 Hydrochloric Acid Pickling ..... 2-5 2.2.1.1 Continuous Pickling .... 2-8 2.2.1.1.1 Coils ...... 2-8 2.2.1.1.2 Tube, Rod, and Wire ...... 2-9 2.2.1.2 Push-Pull Pickling ..... 2-10 2.2.1.3 Batch Pickling ....... 2-11 2.2.1.4 Emissions from Steel Pickling 2-11 2.2.2 Acid Regeneration of Waste Pickle Liquor .............. 2-12 2.2.2.1 Spray Roaster Regeneration Process .......... 2-13 2.3 Types of Steel .............. 2-14 2.3.1 Carbon Steels ............ 2-15 2.3.2 Alloy Steels ............ 2-15 2.3.3 Stainless Steels .......... 2-15 2.4 Costs of Production ........... -

Hopewell Village
IRONMAKING IN EARLY AMERICA the Revolutionary armies, is representative of (such as Valley Forge) to be made into the tougher the hundreds of ironmaking communities that and less brittle wrought iron. This was used to Hopewell In the early days of colonial America, iron tools supplied the iron needs of the growing nation. make tools, hardware, and horseshoes. and household items were brought over from Europe by the settlers or imported at a high cost. Until surpassed by more modern methods, cold- HOPEWELL FURNACE Village The colonists, early recognizing the need to manu blast charcoal-burning furnaces, such as that NATIONAL HISTORIC SITE • PENNSYLVANIA facture their own iron, set up a number of iron at Hopewell, supplied all the iron. These furnaces In an age when most businesses were operated by works, notably at Falling Creek, Va., and Saugus, consumed about 1 acre of trees a day for fuel, one or two men in a shop, Hopewell employed at Mass. Operations gradually spread throughout so they had to be located in rural areas close to least 65 men, with some responsible for two or the colonies, and by the end of the 1700's, south a timber supply. more jobs. As the nearest town was many miles eastern Pennsylvania had become the industry's away, the ironmaster built a store to supply his center. Hopewell Village, founded by Mark Bird Since the pig iron produced by these furnaces workers, many of whom lived in company-owned in 1770 in time to supply cannon and shot for had a limited use, much of it was sent to forges homes. -
What a Blast Furnace Is and How It Works
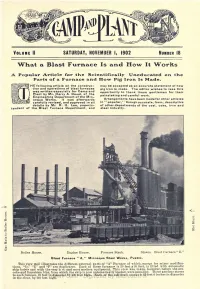
VOLUME II SATURDAY, NOVEMBER I, 1902 NUMBER 18 What a Blast Furnace Is and How It Works Popular Article for the Scientifically Uneducated on the Parts of a Furnace and How Pig Iron Is Made. 1 HE following article on the construc- may be accepted as an accurate statement of how tion and operations of blast furnaces pig iron is made. The editor wishes to take this was written especially for Camp and opportunity to thank these gentlemen for their Plant Mr. A of the by Harry Deuel, painstaking and careful work. Engineering Department of the Min- have articles nequa Works. It was afterwards Arrangements been madefor other carefully revised, and approved in all in "popular," though accurate, form, descriptive details by Mr R. H. Lee, superin- of other departments of the coal, coke, iron and tendent of the Blast Furnace Department, and steel industry. " Boiler House. Engine House. Furnace Stack. Stoves. Blast furnace B. Blast Furnace "A," Minnequa Steel Works, Pueblo. This view well illustrates the different external parts of "A" Furnace of which, except for minor modifica- tions, "D," "E" and "F" are duplicates Each of these furnaces is 20 feet x 95 feet, is fitted with automatic skip hoists and with the very b st and most modern equipment. This vi-w was taken, however, before the ore. coke and limestone bins, from which the skip is now automatically loaded, were installed. There are four stoves to each furnace. 21 feet in diameter by 106 feet high. Each of the tall draft stacks is 12 feet 6 inches in diameter in the clear, by 210 feet high. -
Using Cooled Mirror Hygrometers to Optimize Cold & Hot Blast Furnace
Application Note Using Cooled Mirror Hygrometers to optimize Cold & Hot Blast Furnace processes Application Background The purpose of a blast furnace is to chemically reduce and physically convert iron oxides into liquid iron. The blast furnace is a huge, steel stack lined with brick. Iron ore, coke and limestone are dumped into the top, and preheated “hot blast” air is blown into the bottom. The raw materials gradually descend to the bottom of the furnace where they become the final products of liquid slag and liquid iron. These liquid products are drained from the furnace at regular intervals. The hot air that was blown into the bottom of the furnace ascends to the top in 6 to 8 seconds after going through numerous chemical reactions. These hot gases exit the top of the blast furnace and proceed through gas cleaning equipment where Cold Blast, Hot blast & Stoves particulate matter is removed from the gas and the gas is cooled. This gas has a considerable energy value so it is burned as a fuel in the "hot blast stoves" which are used to preheat the air entering the blast furnace to become "hot blast". Any of the gas not burned in the stoves is sent to the boiler house and is used to generate steam which turns a turbo blower that generates the compressed air known as "cold blast" that comes to the stoves. Why is Moisture Critical? This process can be optimized by proper control of the flame temperature, which is in turn affected by the moisture content of the blast air. -

Refractory & Engineering
Refractory & Engineering Solutions for Hot Blast Stoves and Blast Furnace Linings Blast Furnace Technologies Refractory & Engineering The Company – The Program Paul Wurth Refractory & Engineering GmbH has been integrated into the Paul Wurth Group in ` Blast furnace linings for extended service life December 2004. This alliance offers, on a turnkey ` Blast furnace cooling systems basis, single source supply and procurement options for complete blast furnace plants. ` Turnkey hot blast stoves with internal or external combustion chamber Originally, Paul Wurth Refractory & Engineering ` Ceramic burners with ultra-low CO emission GmbH has been founded as DME in 1993 through the merger of departments of Didier-Werke AG ` Highly effective stress corrosion protection and Martin & Pagenstecher GmbH. Customers systems benefit from the unsurpassed experience and ` Complete hot blast main systems know-how that both companies have developed in the field of hot blast stove engineering, refractory ` Complete heat recovery systems lining design, and hot metal production. ` Refractory linings for smelting and direct reduction vessels Paul Wurth Refractory & Engineering GmbH is always striving for world class stove and refractory ` Refractory linings for coke dry quenching designs to meet demanding market requirements, ` Refractory linings for pellet plants such as larger production capacity, extended ser- vice life, optimized refractory selection, and high Highly experienced and motivated teams of engineers, energy efficiency. designers and project managers -

Vacuum Technology Book Volume II
The Vacuum Technology Book Volume II Know how book Part 2 Know how book Page 2 / Part 2 www.pfeiffer-vacuum.com 2 Vacuum Technology and Know how / Contents Contents Vacuum Technology and Know how 1 Introduction to vacuum technology 1.1 General 9 1.1.1 Vacuum – Definition .................................................9 1.1.2 Overview of vacuum .................................................9 1.2 Fundamentals 9 1.2.1 Definition of vacuum .................................................9 1.2.2 General gas equation ................................................11 1.2.3 Molecular number density ............................................12 1.2.4 Thermal velocity ....................................................12 1.2.5 Mean free path .....................................................12 1.2.6 Types of flow ......................................................14 1.2.7 pV throughput .....................................................15 1.2.8 Conductance ......................................................16 1.3 Influences in real vacuum systems 18 1.3.1 Contamination .....................................................18 1.3.2 Condensation and vaporization ........................................18 1.3.3 Desorption, diffusion, permeation and leaks ..............................19 1.3.4 Bake-out ..........................................................20 1.3.5 Residual gas composition ............................................20 1.3.6 Venting ...........................................................20 2 Basic calculations -

1Natalija Dolic.Qxd
Journal of Mining and Metallurgy, 38 (3‡4) B (2002) 123 - 141 STATE OF THE DIRECT REDUCTION AND REDUCTION SMELTING PROCESSES A.Markoti}*, N.Doli}* and V.Truji}** * Faculty of Metallurgy, Aleja narodnih heroja 3, 44 103 Sisak, Croatia ** Copper Institute, Bor, Yugoslavia (Received 5 October 2002; accepted 24 December 2002 ) Abstract For quite a long time efforts have been made to develop processes for producing iron i.e. steel without employing conventional procedures – from ore, coke, blast furnace, iron, electric arc furnace, converter to steel. The insufficient availability and the high price of the coking coals have forced many countries to research and adopt the non-coke-consuming reduction and metal manufacturing processes (non-coke metallurgy, direct reduction, direct processes). This paper represents a survey of the most relevant processes from this domain by the end of 2000, which display a constant increase in the modern process metallurgy. Keywords: iron, coal, direct reduction, reduction smelting, main processes, reduction. 1. Introduction The processes that produce iron by reduction of iron ore below the melting point of the iron produced are generally classified as direct reduction processes, and the product is referred to as direct reduced iron. The processes that produce molten metal, similar to blast furnace liquid metal, directly from ore are referred to as direct smelting processes. In some of the processes the objective is to produce liquid steel directly from ore and these processes are classified as direct steelmaking processes. J. Min. Met. 38 (3 ‡ 4) B (2002) 123 A. Markoti} et al. These broad categories are clearly distinguished by the characteristics of their respective products, although all of these products may be further treated to produce special grades of steel in the same steelmaking or refining process [1]. -

Low Carbon Alternative Technologies – Global Perspective IEA Latin American Expert Dialogue 22Nd August 2018 São Paulo, Brazil Disclaimer
Low carbon alternative technologies – global perspective IEA Latin American Expert Dialogue 22nd August 2018 São Paulo, Brazil Disclaimer This document is protected by copyright. Distribution to third parties or reproduction in any format is not permitted without written permission from worldsteel. worldsteel operates under the strictest antitrust guidelines. Visit worldsteel.org\About us for detailed antitrust guidelines. 2 Presentation outline . Background . Ongoing activities outside of Latin America . Barriers to implementation . Observations 3 Background . The steel industry is energy and material intensive and the management of its energy efficiency and efforts to increase the use of scrap have always been a focus. The sector has thereby achieved significant reductions in energy intensity over the last decades . However, the steel industry understood early that breakthrough technologies would be needed to achieve additional and drastic reductions. The development of breakthrough technologies requires a considerable amount of time before possible commercial deployment . The identification of promising technologies and their development began in the early 2000s but slowed down significantly after the economic crisis . Though a few programmes have been cancelled due to a lack of funding others have come in their place and a large number of options are being explored in parallel. 4 Carbon “CCS” I&S HISARNA CCS Hydrogen Electricity 5 Carbon Capture and Storage (CCS) . BHP Billiton and Peking University study ongoing into the potential of carbon capture, use and storage (CCUS) for steel production in China. CCS looked in in other areas eg. ULCOS-TGR BF . China Steel Corp . Posco . COURSE50 and others . Cost, storage and infrastructure remain an issue for steelmakers 6 HIsarna Top gas . -
Plate MTD® and Tool Steels: for Mold, Tool and Die Applications
ArcelorMittal USA Plate MTD® and Tool Steels: for Mold, Tool and Die Applications Introduction ArcelorMittal USA MTD® Steels ArcelorMittal USA Tool Steels ArcelorMittal USA MTD steels com- ArcelorMittal USA produces the tool steels A2, A8 Mod., O1, S5, and prise a family of five pre-hardened S7** for use in applications where an air-hardening, oil-hardening alloy plate steels developed for a or shock-resisting tool steel is required. These steels are available variety of mold, tool and die ap- from ArcelorMittal USA in full-sized, annealed plates suitable for plications. These steels have been saw cutting and/or finishing. Parts can subsequently be machined available for over 20 years and pos- and heat treated to a range of hardness requirements. For improved sess the flexibility of the AISI 41XX internal cleanliness, all ArcelorMittal USA tool steels are produced steels. They are available in the with maximum sulfur levels of 0.010%, using Fineline® processing. 262-321 Brinell range* (unless otherwise noted) for optimum bal- These steels are also available as ArcelorMittal USA Finishline™, a ance between machinability and hardness. The use of pre-hardened prefinished plate product with decarb-free top and bottom surfaces MTD® steels eliminates the need for and risk associated with heat ground to a maximum 125 RMS. treating molds, holder blocks and other parts after machining. MTD * Brinell hardness (HB) readings are taken from standard test locations on the plate plates are routinely saw cut. surface after the decarburization layer is removed. This range of HB converts to 27-34 Rockwell “C”. ArcelorMittal USA uses HB measurement as its official test. -

Investigation on Boronizing of N80 Tube Steel
ISIJ International, Vol. 49 (2009), No. 11, pp. 1776–1783 Investigation on Boronizing of N80 Tube Steel Z. G. SU,1) X. TIAN,1) J. AN,1) Y. LU,1) Y. L. YANG2) and S. J. SUN2) 1) Key Laboratory of Automobile Materials, Ministry of Education, Department of Materials Science and Engineering, Nanling Campus of Jilin University, Changchun 130025, Peoples’ Republic of China. E-mail: [email protected] 2) Songyuan Daduo Oilfield Accessory Industry Co. Ltd., Songyuan, 138000, Peoples’ Republic of China. (Received on May 26, 2009; accepted on July 21, 2009) In present paper, boronizing was applied to N80 steel tube by pack boronizing, and its effect on mechani- cal properties, wear and corrosion of N80 tube steel was investigated. A dual-phase boride layer composed of FeB and F2B phases was formed on the surface of the steel substrate in a hardness range of 1 220–1 340 HV. A set-up was designed to reduce usage of the boriding agent and accelerate the pipe’s cooling process after boronizing treatment. In order to meet the tensile properties of N80 steel required by API SPEC 5L, different cooling methods were employed including annealing, normalizing, fan-cooling and graphite-bar assisted rapid cooling. Among these methods, graphite-bar assisted rapid cooling resulted in the highest amount of pearlite in the steel substrate and the highest mechanical properties, satisfying the mechanical properties of API SPEC 5L. The boronized N80 steel exhibited an abrasive wear mechanism and showed a higher wear resistance under a given sliding condition due to the great hardness and integrity of the boride layer, and it also displayed an excellent corrosion resistance in both H2SO4 and HCl acid environ- ments.