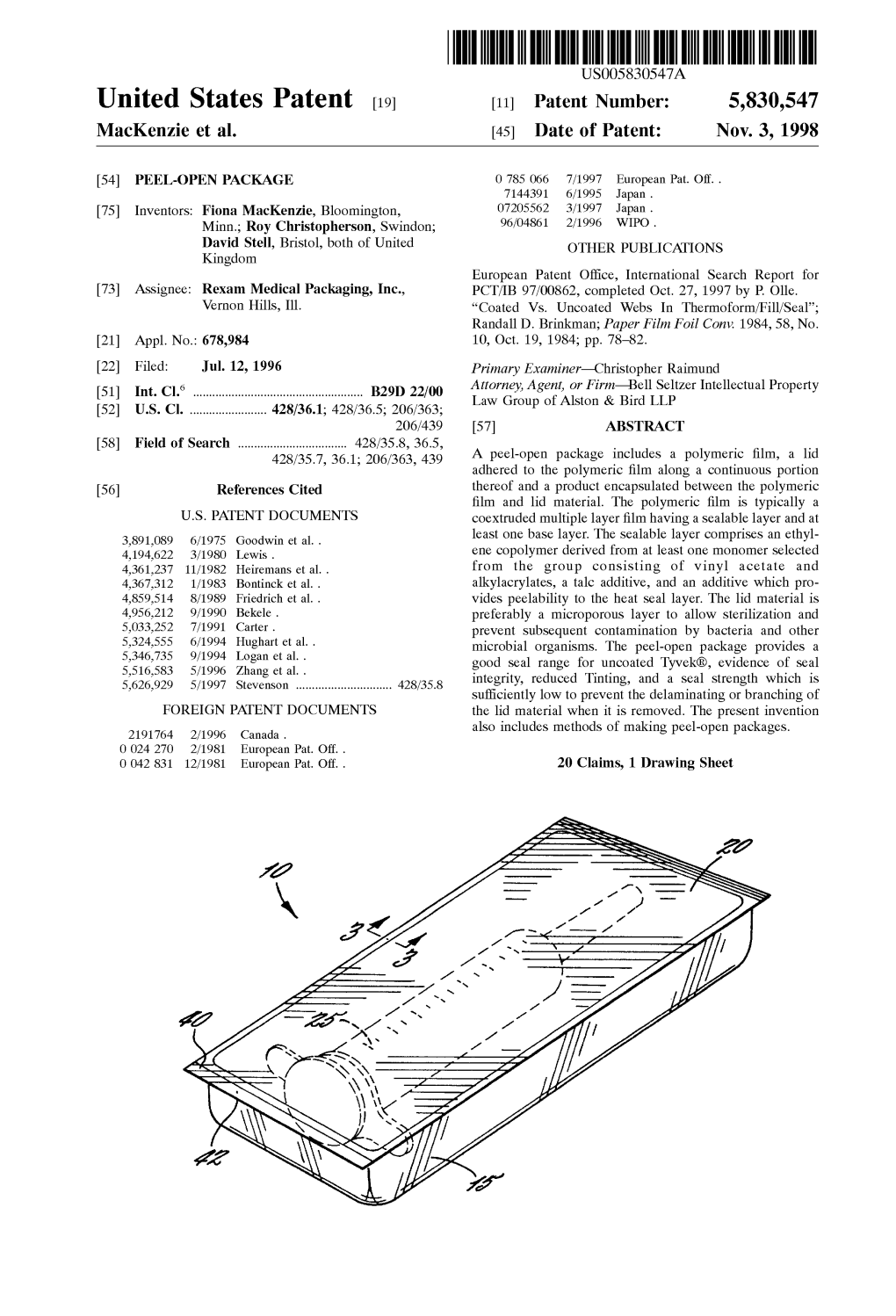
121:2; :21" Good 'Seal Range For' Uncoated Tyvek®, Evidence of Seal
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Dupont™ Tyvek® Fluid Applied WB+™ Fluid Applied Weather Barrier for Commercial Wall Substrates Including CMU and Gypsum Sheathing
Product Information Sheet DuPont™ Tyvek® Fluid Applied WB+™ Fluid Applied Weather Barrier for Commercial Wall Substrates Including CMU and Gypsum Sheathing FEATURES Description Ease of Installation DuPont™ Tyvek® Fluid Applied WB+™ is a fluid applied air barrier • Single component, one-coat application. protection engineered for the unique demands of heavy • Offers 2 to 3 times the coverage of competitive products. commercial construction projects. Based on a unique formulation Approximately 50 to 65 sq. ft./gallon in one coat, depending on using silyl-terminated polyether polymer technology, Tyvek® Fluid substrate conditions (temperature and moisture), substrate Applied WB+™ offers low shrinkage during curing, superior porosity, and uniformity of application. elongation and recovery and can be easily applied in one coat. • Spray or pressure roll for fast and easy application. • Installation temperature range 25°F ambient (-4°C) to a maximum Air and Water Barrier Performance surface temperature 140°F (60°C). Do not install once ambient • Offers an ideal combination of air and water holdout with temperature exceeds 95°F (35°C), unless surface is shaded. Max vapor permeability. in-service temperature 180°F (82°C). • Air Barrier Association of America evaluated to exceed ABAA, • Exhibits low shrinkage during curing, helping to minimize the ASHRAE 90.1 and IECC air leakage requirements when tested in risk of cracking and pin-holing. accordance with ASTM E2357. High Performance Durability Emitting Materials: Product-Specific EPD (Environmental • This formulation of Tyvek® Fluid Applied is not water soluble and Product Declaration) Validation. In addition, the use of a will not wash off the wall when exposed to bulk water, even continuous air barrier is a prerequisite for LEED applications before curing. -

Variation Analysis of Liquid Delivery Using Blister Packs
Manufacturing of Lab-on-a-Chip Devices: Variation Analysis of Liquid Delivery using Blister Packs by Sivesh Selvakumar B.E. Mechanical Engineering (2009) College of Engineering, Guindy, India Submitted to the Department of Mechanical Engineering in Partial Fulfillment of the Requirements for the Degree of Master of Engineering in Manufacturing MASSACHUSETTS INSTITUTE OF TECHNOLOGY at the Massachusetts Institute of Technology NOV 0 4 2010 September 2010 LIBRARI ES ARCHIVES © 2010 Sivesh Selvakumar All rights reserved The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of the thesis document in whole or in part in any medium now known or hereafter created Signature of Author............ .......... e artm t of Mechanical Engineering ......................g '21ust 2 " 10 Certified by........... .... A..h. Lectu epartment of Mecanical Engineering 71 A -"Ii ThesMwSupervisor A ccepted by............................................ David E. Hardt Chairman, Committee on Graduate Students This page has been intentionally left blank Manufacturing of Lab-on-a-Chip Devices: Variation Analysis of Liquid Delivery using Blister Packs by Sivesh Selvakumar B.E. Mechanical Engineering (2009) College of Engineering, Guindy, India Submitted to the Department of Mechanical Engineering in Partial Fulfillment of the Requirements for the Degree of Master of Engineering in Manufacturing Abstract Components for on-chip storage and delivery of liquid reagent are necessary for many commercial applications of lab-on-a-chip technology. One such system uses a 'blister pack' that is pushed by an actuator. Over the course of product development, Daktari Diagnostics had completed nominal design of a blister pack for their flow rate requirements. -

Western Plastics
PACKAGING PRODUCT GUIDE WESTERN PLASTICS LiteWrapper Foil Containers Industrial Packaging Cutterbox Film & Foil Evolution El Dorado Foils Palletwrapper Meat Film HYBRiD80 Wrapmaster CALHOUN, GA TEMECULA, CA MISSISSAUGA, ONT TABLE OF CONTENTS What’s new - New Foil Container Sizes Added - Tape and Perforated Film Dispensers Added - New Perform XL Sizes Industrial Packaging Foodservice Packaging Handywrap Pallet Stretch Wrap on Extended Cores 3 Perforated All Purpose Cling Sheets Perforated to Tear 10 EZ Bander Ultra Cling Cast Stretch Film - Narrow Width 3 Wrapmaster Safety Film Dispenser 10 HYBRiD80 Stiff Formula Micron Pallet Wrap 3 Foilmaster Safety Foil Dispenser 10 Logo Film Custom Printed Stretch Wrap 4 Premium Cutterbox Film 11 Dispensers & Handles 3” Core Banding Film 4 Premium Cutterbox Foil 11 Eco-Max Micron Pallet Wrap 4 Cutterbox Slide Cutter 12 Pallet-Tite Stretch Wrap & Machine Grade Film 5 Produce Film All Purpose Wrap 12 Perform XL Hi-Performance Machine Film 5 Mill Roll Film All Purpose Foodservice Wrap 12 Identi Film Color Tinted Pallet Wrap 6 Perforated Dispenser 12 Securi Wrap True Opaque Stretch Film 6 “Safe Handling” Printed Meat Film 12 WrapNet Soft Knitted Pallet Wrap 7 El Dorado Economy Aluminum Foil Rolls 13 Airflow Vented Stretch Wrap 7 Interfolded Foil Sheets Pop-Up Aluminum Foil Sheets 13 Litewrapper Source Reduction Wrap and Dispenser 7 Shrink Films Perforated to Tear 13 Evolution Entry Level Wrapper 7 All Purpose Meat Film - Machine and Handwrap 14 Cover-All “Pallet Cover” Top Sheeting Film 8 Foil Containers - Rounds Aluminum Rounds and Lids 15 AutoBander Narrow Width Machine Rolls 8 Foil Containers - Steam Table Foil Containers and Trays 15 Stretch-It DSF Static Dissipative Film 8 Cater Trays 15 PVC Printers Wrap Cling and Shrink Films 8 Weather All UVI Hand and Machine Film 8 XP Film Hi-Performance Prestretched Pallet Wrap 9 Get more at Laundry Wrap All Purpose PVC Overwrap 9 Bandit Carton Sealing Tape 9 wplastics.com Pallet Stretch Wrap on Disposable HandyWrap Extended Core Handles ITEM NO. -

Pharmaceutical Packaging Materials Quality Control and USP
Application Note Pharmaceutical Testing and Research Pharmaceutical Packaging Materials Quality Control and USP Chapter <661.1> Compliance Identification of packaging materials using the Agilent Cary 630 FTIR for quality control and detection of counterfeit pharmaceuticals Authors Introduction Frank Higgins The composition and quality of packaging materials can have a critical impact on Fabian Zieschang the performance, function, and production costs of pharmaceutical medications or Agilent Technologies Inc., USA drugs. Improper packaging can cause the active pharmaceutical ingredients (API) in medications to degrade faster and have shorter shelf lives. Detecting problems, impurities, or incorrect polymer compositions early in the packaging process or packaging material supply can prevent the costly recall of defective end-products from the consumer. Mid-infrared FTIR spectroscopy has a long history of identifying the chemical composition of polymers, fillers, and additives used in the pharmaceutical, coatings, and chemical industries. The mid-infrared spectrum is often referred to as the chemical fingerprint of a material. This is because of the rich detail provided by the technique and its specificity in confirming a known composition. FTIR spectroscopy is a rapid and easily implemented technique that is widely used for the screening of polymers and other packaging materials. FTIR spectroscopy can be used for: – The qualification and identification of raw materials to be used for pharmaceutical packaging in accordance with regulations – Quality assurance (QA) of materials during the manufacture of packaging – The identification of suspected counterfeit pharmaceutical products by comparing the differences in the plastic packaging composition between a genuine product and a product of uncertain origin. This application note focuses on the use of the Agilent Cary The Cary 630 FTIR spectrometer meets the performance 630 FTIR spectrometer for the analysis of polymers used in specifications required by USP. -

Chapter One Pottery Other Than Transport Amphorae Philip M. Kenrick
. chapter one . Pottery Other Than Transport Amphorae Philip M. Kenrick INTRODUCTION THE potterY fabrics The rescue excavations of 2000 took place alongside par- The pottery is arranged primarily by fabric, in order to dis- allel investigations at Zeugma by French and Turkish tinguish where possible the various sources from which teams. When I was first invited to participate there was Zeugma was supplied. Since there is also a high degree of also understood to be a possibility of a further long-term correlation between fabrics and the functions for which the research excavation on the site to study the pottery.1 At the vessels were intended, the following conceptual structure time, it seemed premature to embark upon a comprehen- was found useful. sive description of the pottery of Zeugma: It was there fore . Table wares. Vessels for serving and consuming food: agreed that I should concentrate on a few contexts that plates, dishes, small bowls, drinking cups, together with could be reasonably well dated and that might be used to lids intended for use with such forms; also some small characterize the major chronological phases identified in flagons and jugs intended for use at the table. These are the trenches for which Oxford Archaeology was respon- generally made in fine fabrics with smooth surfaces, sible: these were Trenches 1, 2, 4, 5, 7, 9, 10, 11, 12, 13, 15, 18, mostly with a distinctive surface finish such as a slip or and 19. glaze. The briefest of notes were made upon the entire pottery collection, and these were then used in conjunction with . -

Monomaterial Packaging: a Solution to the Global Plastics Crisis
Dividella MONOMATERIAL PACKAGING: A SOLUTION TO THE GLOBAL PLASTICS CRISIS In this article, Peter Grassl, Sales Director, Dividella, discusses the extent of environmental damage caused by plastic waste in the oceans, and explains how cardboard monomaterial packaging is not only a step towards tackling this issue, but also a potential source of extensive cost savings in pharmaceutical logistics and storage. OVERVIEW The most obvious manifestation of this environmental crisis is the “Great Pacific In February 2108, a young sperm whale Garbage Patch”, an 80,000-tonne island washed up on a beach in south-eastern of mostly plastic refuse swirling around Spain. When scientists carried out a between California and Hawaii. These necropsy, they discovered the huge mammal plastics not only kill animals, but also had succumbed to a fatal infection caused decimate coral reefs and damage human by more than 30 kg of plastics in its health as they break down into microplastic stomach and intestines. The whale was far from alone; some 90% of dead sea birds are found to have “Dividella has long espoused the plastic in their gullets. concept of using 100% monomaterials And the problem is only getting worse, an estimated in its packaging solutions – not just 10 billion kg of plastics for environmental reasons but also enter rivers and oceans to deliver much lower total cost of every year – a quantity on course to double by 2025 ownership and total cost of package.” (Figure 1). Peter Grassl Sales Director T: +41 81 750 33 66 Dividella AG Werdenstrasse 76 9472 Grabs Switzerland Figure 1: An estimated 10 billion kg of plastics enter rivers and oceans every year. -

Experience BERRY PLASTICS In-Mold LABELED PACKAGING
experience BERRY PLASTICS In-Mold LABELED PACKAGING 101 Oakley Street | Evansville, IN 47710 | 1.877.662.3779 | berryplastics.com 2771 Introduction In this guide, you will find a wide range of stock in-mold labeled containers and lids in a variety of shapes and styles. Our stock options provide a quality, readily available solution. We offer high-quality decoration options, faster speed to market, nimble assets, and a large production footprint to help achieve your goals. Choose the long-standing market leader committed to product innovation, customer focus, and continuous improvement. Table of Contents Round Containers 4 Flex Off 5 Ring Safe 5 Safe Lock 6 Vapor Lock 6 Non-Round Containers 7 Safe Lock 7 Tamper Evident 8 Pail 8 Unipak 9 Round Lids 10 Design Services 11 General Information 12 Workflow for New Artwork 13 BERRY PLASTICS Round Containers 311 710 Approx. Approx. Approx. Approx. Item Number Description Resin Size Colors Available Diameter Height Item Number Description Resin Size Colors Available Diameter Height 95mm, Dual White, Translucent, 11 Round with plastic White, Translucent, T311DUALCP PP 95 mm 3 ⁄16" 2.13" ( ) compartment cup Black T710127CP B handle PP 127 oz Colors 7.625" 7.125" Compatible Lids: N /A Compatible Lids: N/A T311DUALCP T710127CP(B) T40908IMLCP 409 QUAD Approx. Approx. Item Number Description Resin Size Colors Available Diameter Height White, Translucent, 09 T40912IMLCP T40908IMLCP Round PP 8 oz Clear 4 ⁄16" 1.67" FLEX-OFF Approx. Approx. Compatible Lids: L409IMLCP Item Number Description Resin Size Colors -

Bellmont 1900 Series
MATISSE | Paint | Alabaster, Silvermist & Pepper Front Cover: PENTA | Legno Collection | Aspen • PASADENA | Paint | Pepper 02 | BellmontCabinets.com BellmontCabinets.com | 03 THE FRAMELESS ADVANTAGE ___________________________________________________________________________________________ Unlike traditional face frame cabinets, frameless cabinets combine the clean look of modern, full-overlay, flush-fitting doors and drawers. The unobstructed, full-access interiors create more storage and an organized space, while providing superior strength and trendsetting style. STRONG FULL-ACCESS MORE SPACE 3/4-in cabinet box and solid Greater accessibility, Wider, taller drawers with a full-top construction provide unobstructed by a frame, 75-lb load capacity feature superior strength, structural creates more usable space in the greater interior storage, more precision, and additional support same box size and provides easy clearance and the luxury touch of for solid surface countertops. access to your items inside. full-extension soft-close hardware. • • • PICTURED: Satino Drawer 04 | BellmontCabinets.com FIRMA | Ares Collection | Concrete BellmontCabinets.com | 05 CLASSIC AMERICAN STYLE for a natural elegance that will stand the test of time. MONTICELLO | Heirloom Collection | Lace BellmontCabinets.com | 07 PHOTO: Savvy Cabinetry by Design (Seattle, WA) COMBINE SIMPLICITY & TEXTURE for a tasteful blend of old & new. SHAKER | Paint | White • FIRMA | Synchro Collection | Lodge BellmontCabinets.com | 09 PHOTO: Cabinets & Beyond Design Studio (San Francisco, CA) CLEAN, STRAIGHT LINES uniting form & function with harmonious materials. COVE | Paint | Pepper • MADRID | Walnut | Bourbon BellmontCabinets.com | 11 TRADITIONAL P P P P A A A A WHAT’S RA RA RA RA C C C C RO RO RO RO RWO RWO RWO RWO YOUR STYLE? M M M M S S S S ___________________________________________________________________________________________ W W W W Bellmont’s 1900 Series offers a unique collection of door styles, available in a variety of materials and finish options. -

Materials Definitions, 7/12/19
Recycling Steering Committee Modernizing Oregon’s recycling system with support from Oregon Consensus Materials Definitions, 7/12/19 The following definitions are intended for reference use only when describing materials for collection and processing research and do not define any statement of work for infrastructure research conducted by Cascadia Consulting and DEQ contract 057-19. GLASS Container Glass means any color glass bottle or jar used to package food, beverages and other consumable liquids. Includes bottles that are returned by consumers to be washed and refilled. Includes bottles and jars for: ● Food ● Beer ● Liquor ● Wine ● Juice ● Soft drinks ● Medicine METAL (FERROUS AND NON-FERROUS) Aluminum means aluminum beverage cans and food containers, aerosol and other non-food cans, aluminum foil, pans and trays, and scrap aluminum such as lawn furniture and screen doors. Metal Containers means tin, steel and aluminum cans or containers used to contain products such as beverages, food or aerosolized products. Scrap Metal is the combination of ferrous and non-ferrous waste metal, metallic material and any product that contains metal that is capable of being recycled from previous consumption or product manufacturing. For curbside collection programs, scrap metal typically cannot be longer than 30 inches and must weigh less than 30 pounds. Scrap metal can include aluminum pie pans, trays, and foil. For some depots it may include bulky materials such as appliances (e.g., discarded stoves, washers, dryers, refrigerators, and other large household appliances or “white goods”) Tinned Cans means steel food and beverage cans with a tin coating and may include other coatings. The Recycling Steering Committee is a collaborative of representation from the Assoc. -

The Unboxing Phenomenon Is Booming —But Will It Stick? Elaborate Mailed Kits Are Making Connections and Bringing Brands to Life
SPECIAL REPORT THE UNBOXING PHENOMENON IS BOOMING —BUT WILL IT STICK? ELABORATE MAILED KITS ARE MAKING CONNECTIONS AND BRINGING BRANDS TO LIFE Premiums and promotional items can be anything from an Savvy marketers are now getting in on the action and developing afterthought to a highly coveted item that anchors conversations at a elaborate mailers to more closely link up with these creators. launch, conference or trade show. But this year, as live events pivoted to Take Rimmel London. To promote its Lasting Matte product line, the in-home experiences, they’ve become just about the only touchpoints beauty brand developed an influencer kit where the package itself created for marketers looking to strengthen connections. the reveal. Opening like a set of swinging gates, the box slowly exposes Outfitted with everything from custom merchandise to digitally three trays at staggered heights that, when fully extended, artfully display enhanced happy hour packs, these elaborately produced kits are meant the products inside. to surprise recipients, engage their senses and lead them through a That element of theater is just one reason why unboxing engagements memorable brand experience. work. The ritual of opening these kits makes the occasion and the product But are these unboxing kits just a stop-gap solution, or are they feel special and creates that coveted “surprise and delight” response destined for a more permanent spot in the marketing toolkit? Let’s take that helps cement brand loyalty. a look. It’s no wonder that interest in such engagements spiked this past year as brands worked to stay connected with remote workers and former UNBOXING: TEMPORARY TREND OR HERE TO STAY? live audiences. -

The Effect of the Unboxing Experience on Positive Affect and Willingness to Share
Thinking inside the box: the effect of the unboxing experience on positive affect and willingness to share. Master’s thesis by Ceciel Berden Thinking inside the box: the effect of the unboxing experience on positive affect and willingness to share. Master thesis Ceciel Berden S2186373 April 22, 2020 University of Twente Faculty of Behavioural, Management and Social Sciences Master Communication Science Marketing, Communication and Design First supervisor: dr. T. J. L. van Rompay Second supervisor: R. S. Jacobs PhD Acknowledgements Before continuing with reading this Master’s thesis, I would like to take a moment to thank the people who helped me. First of all, I would like to thank my supervisors Thomas van Rompay and Ruud Jacobs for their guidance and critical feedback. Both helped me with their own expertise to make the best of my thesis. Furthermore, I would like to thank Jeroen Mulder. His knowledge of statistics was clarifying and I could come by with any question I had. Besides the aforementioned, I want to thank my friends Chris Boshuizen and Lina Heming for their emotional support and the many laughs during our time studying together. I am happy that we got to know each other during our pre-master and that we became friends for life. Lastly, my thanks go out to my parents for making this all possible and always believing in me. 3 Abstract Purpose – More beauty brands create unboxing experiences for their consumers. It would, for example, be able to elicit emotions of surprise and contribute to consumers’ willingness to share. However, scientific research on the emerging phenomenon of unboxing experiences is still lacking. -

Improving Subject Compliance with Smart Pill Bottles by Norman M
Vol. 3, No. 8, August 2007 “Can You Handle the Truth?” Improving Subject Compliance with Smart Pill Bottles By Norman M. Goldfarb According to the American Heart Association, 12% of patients never fill their prescriptions, 12% fill them but do not take them, and 29% start taking them but stop prematurely. Only 47% take them all.1 Compliance by subjects in clinical trials can be much higher, but there are reports of average compliance rates in some trials of only 43% to 78%.2,3 One approach to addressing this compliance problem is to give subjects “smart” pill containers that help them take pills on time and correctly.4 Some of these devices upload data about when the container has been opened, and provide reporting and analysis functionality. The smart pill containers described below perform some or all of these functions. CerePak CerePak is a blister pack that records when pills are removed. Subjects can also answer questions printed on the packaging by pressing “buttons.” The data is uploaded through RFID to a reader attached to a computer. The product is customized to hold up to 32 pills. Company: MeadWestVaco Product: CeraPak Alerts user: Beeps Instructions: Printed on packaging Records & transmits Records openings of individual blisters. Upload data by placing package on data: reader connected to computer. Cost: $75 for package; $250 for reader Website: www.meadwestvaco.com eCAP eCAP is a closure (cap) that fits standard pill bottles. eCAP beeps and flashes to remind subjects to take their medicine. It records openings and transmits them through RFID to a reader.