Selecting and Using Saw Files
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

File Identification Chart
FILE IDENTIFICATION CHART American Pattern Swiss Pattern American Flat File — Rectangular cross section. Tapered point. Double cut top and bottom. Swiss Pattern Files have more exacting measurements and finer cuts ranging from № 00 to Single-cut edges. Special tooth construction eliminates clogging. All sizes have the same number 6. Used by tool and die makers, jewellers, modellers, craftspeople and hobbyists. Available in the of teeth. 6" – 12" long. following types and length: American Flat File Aluminum Half-Round File — Rounded on one side, flat on the other. Tapered point. • Half Round File — № 00, 0, 1, 2, 3 and 4. 4" – 10" long. Double-cut. Special tooth construction eliminates clogging. All sizes have the same number of teeth. • Hand File — № 00, 0, 1, 2 and 4. 4" – 10" long. Aluminum Half-Round File Smooth finish. 6" – 12" long. • Knife File — № 00, 0, 1, 2 and 4. 4" – 8" long. Flat File — Rectangular cross section. Tapered point. Double-cut top and bottom. Single-cut • Round File — № 00, 0 and 2. 4" – 10" long. Flat File edges. Bastard, second and smooth cuts. For rapid stock removal. 4" – 16" long. • Round Straight File — № 0. 4", 6" and 8" long. Half-Round File — Rounded one side, flat on the other. Double-cut top and bottom. Bastard, second and smooth cuts. For filing concave, convex and flat surfaces. 4" – 15" long. • Square File — № 00, 0 and 2. 4", 6" and 8" long. Half-Round File Hand File — Rectangular cross section. Double-cut top and bottom. One safe edge and one • Three Square File — № 00, 0, 1 and 2. -

Endodontics د.شذى Lec.4
Endodontics د.شذى Lec.4 Endodontic Instruments: There are many instruments used in the different phases of endodontic treatment and they are as follows: General Instruments 1) Endodontic explorer: A double end instrument, one end is straight used to locate the root canal orifices after the removal of the pulp chamber, and the other end is L-shaped which aids in detecting the unremoved parts of the tooth as the roof of pulp chamber. 2) Plastic instruments: It has two ends; the first is used to carry temporary filling material. The opposite end is used as a plugger to condense cement and base materials in the root canal. 3) Endodontic excavator: It is larger than a spoon excavator, used to allow excavation of the contents of the pulp chamber. It is also used in curettage of periapical lesions in surgical endodontics (apicectomy). 4) Endodontic locking pliers (tweezer): It has a lock that allows materials to be held without continuous finger pressure; also it has a groove which facilitates holding gutta percha and absorbing points. 1 5) Endodontic ruler: It is a metal ruler made of 0.5mm divisions. It is a convenient instrument to measure reamers, files and gutta percha. 6) Endodontic syringe: It is used to carry irrigating solution into the root canal. The tip of the instrument is flat to prevent penetration of the needle to the small canals; also it has a groove in its tip to permit the irrigation which might be under pressure to flow coronally rather than forcing it to the apical foramen causing post-operative pain. -

OPERATOR's MANUAL 9 In. (229 Mm) BAND SAW BS902
OPERATOR'S MANUAL 9 in. (229 mm) BAND SAW BS902 Your new Band Saw has been engineered and manufactured to Ryobi's high standards for dependability, ease of operation, and operator safety. Properly cared for, it will give you years of rugged, trouble-free performance. WARNING: To reduce the risk of injury, the user must read and understand the operator's manual before using this product. Thank you for buying a Ryobi tool. SAVE THIS MANUAL FOR FUTURE REFERENCE TABLE OF CONTENTS Introduction ......................................................................................................................................................................2 Rules for Safe Operation ............................................................................................................................................. 3-5 Electrical...........................................................................................................................................................................6 Glossary of Terms ............................................................................................................................................................7 Features ....................................................................................................................................................................... 7-9 Unpacking ........................................................................................................................................................................9 -

English: Sharpening STIHL Saw Chains
0457-181-0121_02.book Seite -1 Donnerstag, 13. Dezember 2012 11:50 11 STIH) Sharpening STIHL Saw Chains 2012-10 0457-181-0121_02.book Seite 0 Donnerstag, 13. Dezember 2012 11:50 11 Introduction STIHL offers every user, from occasional to professional, the right tools for maintaining the cutting attachment. Contents The cutting attachment consists of the saw chain, guide STIHL Advanced Technology ..............................................1 bar and chain sprocket. This handbook is intended as a guide to selecting and Construction of a Saw Chain ...............................................3 learning how to use the right tools for servicing your cutting attachment. With a little practice you will be able to sharpen your saw chains like a professional. Preparing the Saw Chain .....................................................6 Reading and observing the instructions in your chainsaw manual and those for the use of the servicing tools is a Principles – Sharpening Saw Chain ..................................8 precondition for the operations described in this handbook. Filing Aids .............................................................................12 Please contact your STIHL dealer if you have any further questions after reading this handbook. Tensioning the Saw Chain .................................................17 Always wear protective gloves when working on Sharpening Errors and Damage ........................................18 and with the chainsaw and cutting attachment. There is otherwise a risk of injury from the -

E4 Metal Shop
E4 METAL SHOP CNC PLASMA CAM FAQ… What is Plasma Cutting? Plasma cutting is a process of cutting metal that uses a pressurized gas, in our shop we used compressed air, that spins around an electrode in the torch. That air is then squeezed through a small opening on the torch tip. When an arc is established between the charged electrode and the conductive workpiece the gas become ionized and becomes plasma. Plasma is the fourth state of matter, an example of plasma is lighting or electric sparks. This plasma blasts away the conductive material being cut. This process is a very quick and efficient way of cutting down material and leaves little slag to clean up on the workpiece (Figure 1 & 2). Fig 1. Plasma cut numbers (½” stainless steel) Fig 2. Image of slag on the back of the cut steel. What is CNC Plasma Cutting? CNC plasma cutting is the same process of plasma cutting described above. However, instead of hand operating the torch, the torch is mounted to a gantry with motors that move according to your file on the computer. The settings for cutting different materials and thicknesses are programs that run while the plasma cutter is cutting your file. What type of metal can be Plasma Cut? Any conductive metal can be cut using the plasma cutter. The amount of cleanup needed after a cut is made depends on the thickness and type of metal. Softer metal will require more cleanup than harder metals because of how they react to the heat. Thick metals (1/2”) will have a large bevel and the edges will need more grinding (Figure 3 & 4). -

Instruments Used in Endodontics
Insturments Used in Endodontics The technical demands and level of precision required for sccessful performance of Endodontic procedures is achieved by careful manipula- tion of instruments and by strict adherence to biological and mechanical principles. Although the armamentarium of endodontics has grown in complexity over the past 30 years, yet, the basic instruments used today are not much different from those used at the turn of the century. Classification of endodontic instruments Different classifications for endodontic instruments have been proposed, however, the easiest would be to classify the instruments according to their sequence of usage during performing root canal procedure. I- Diagnostic instruments II- Extirpating instruments III- Enlarging instruments IV- Obturating instruments V- Miscellaneous I- Diagnostic instruments In addition to basic examination instruments (mirror, explorer and twizer) a number of specialized devices are necessary for evaluating the status of the teeth and the surrounding tissues. (1) Visual aids Recently, magnifying elements have been incorporated in the endodontic practice to enhance vision in the operative site. These could be as simple as magnifying loops being attached to ordinary eye glasses giving a mag- nification of 2.5X. Surgical microscopes have recently been adopted in the dental operatories. They offer a wide range of magnification from 2.5-20X together with fiber optic illumination. Operator can work through the eyepiece or a monitor. (2) Vitality testing Clinical assessment of pulp vitality is considered an important aspect in reaching proper diagnosis. This can be achieved by stimulating the neural element or by measuring the vascular conductance. Neural Tests: This is the most popular method for measuring the pulp vitality through thermal or electrical stimulation of the peripheral nerve endings. -
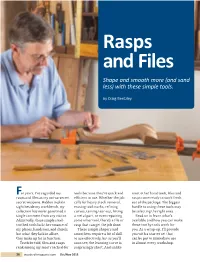
Rasps and Files Shape and Smooth More (And Sand Less) with These Simple Tools
Rasps and Files Shape and smooth more (and sand less) with these simple tools. by Craig Bentzley For years, I’ve regarded my tools because they’re quick and most other hand tools, files and rasps and files as my not-so-secret efficient to use. Whether the job rasps come ready to work fresh secret weapons. Hidden in plain calls for heavy stock removal, out of the package. The biggest sight beside my workbench, my erasing tool marks, refining hurdle to using these tools may collection has never generated a curves, taming tear-out, fitting be selecting the right ones. single comment from any visitor. a metal part, or even repairing Read on to learn what’s Admittedly, these simple steel- some other tool, there’s a file or available and how you can make toothed tools lack the romance of rasp that can get the job done. these toothy tools work for my planes, handsaws, and chisels, These simple shapers and you. As a wrap-up, I’ll provide but what they lack in allure, smoothers require a bit of skill you with a starter set that they make up for in function. to use effectively, but as you’ll can be put to immediate use Truth be told, files and rasps soon see, the learning curve is in almost every workshop. rank36 woodcraftmagazine.comamong my most reached-for Oct/Nov 2013surprisingly short. And unlike Rasps General-purpose rasp ($10 - $15) Easily identified by their (In contrast, a dull rasp will prominent triangular teeth, skip across the workpiece.) rasps excel at initial shaping With rasps,Photo as with B other and sculpting operations on hand tools, you get what you wood. -
Plasma Cutter
SOP 48x48 CNC PLASMA CUTTER Training is required before using this equipment Closed Toed Shoes required Steel Toe Protection required Eye & Ear Protection required Safety Gloves required Never leave machine unattended while operating PLASMA CUTTER SPECIFICATIONS MAXIMUM MATERIAL DIMENSIONS - 48” X 48” MAXIMUM MATERIAL THICKNESS - ¾” APPROVED MATERIAL - MILD STEEL, STAINLESS STEEL *ALUMINUM CANNOT BE CUT ON THIS EQUIPMENT* YOU ARE RESPONSIBLE FOR PURCHASING CUTTING CONSUMABLES FROM NIS. YOU WILL NEED TO PURCHASE NOZZLES AND ELECTRODES. NOZZLES AND ELECTRODES ARE PURCHASED AS A SET. NOZZLES ARE AVAILABLE IN 45, 65, & 85 AMP. • Plasma cut holes cannot be tapped. Plasma cut holes are not round and the material is hardened when plasma cut so your tap will break. If you want holes that are to be tapped use the scribe to mark a center point and drill your holes. • The plasma cutter PC does not have internet access. All files must be imported via a personal flash drive. CREATING YOUR FILES The LoneStar Plasma cutter uses SheetCam and Mach3 operating software and requires a .dxf file. The following process must be followed to ensure a successful finished part. 1. Use the computer lab, not the plasma cutter computer, for all file creation. All files must be saved on a personal flash drive and loaded onto plasma pc. 2. Create your part file using Illustrator, AutoCad, Solidworks, VCarve, or any other software that allows .dxf file creation. It is highly recommended that you run all part files through VCarve, regardless of software used. VCarve will recognize file errors as it is a CNC software. -

Flowpath Tool-Pathing Tutorial
Avery Digital Fabrication Laboratory FlowPATH Tool-pathing Tutorial OVERVIEW This tutorial outlines the process of preparing a 2D digital fi le for tool-pathing with FlowPATH for use with the school’s abrasive water-jet cutter. The water-jet is only capable of 2D cutting operations, and has extremely limited control of the depth of the cut so work should be designed with 2D lines and with the intention that the lines will be cut completely through the material – not etched. Depending on the hardness of the material it is possible to etch or score a cut instead of cutting all the way through, but this should only be done with ductile materials as it will cause shattering or breaking in more brittle materials. 2D GEOMETRY The FlowPATH software will only accept 2D geometry, and it works best with lines and arcs, splines may cause some problems. The lines can be made in any 2D application capable of exporting DXF fi les; possible applica- tions are Maya, 3dMax, Rhino, AutoCAD, Illustrator and VectorWorks. If your model is made of surfaces or poly- gons it is necessary to duplicate the edges of the objects to make 2D lines, you cannot use the surface geometry directly for water-jet cutting. Objects and parts should be made at full-scale on the XY plane with the Z axis up. *Rhino is the prefered application for exporting geometry. BEFORE YOU START The waterjet can cut within an area of 18”x”32”. You will need to inset all your geometry at least 1” from all four sides to ensure proper alignment of material and to allow room for weights to hold the material in place. -

Chapter 3—Chain Saw Use and Maintenance (Suggested Time: 2 Hours) Chapter Objectives: the Safety of All Employees Who Operate Saws
Chapter 3—Chain Saw Use and Maintenance (Suggested time: 2 hours) Chapter objectives: the safety of all employees who operate saws. Selecting the proper chain is important to the safe operation of a • Students will learn how to remove the bar and the chain saw. chain, inspect them for damage and wear, and clean them. • Students will learn how to remove and clean (or re- Chain Saw Components place) the air and fuel fi lters. • Students will learn how to inspect the power head Saw chain—The three most common types of cutter for loose bolts and damage. teeth used by the Forest Service are chipper, chisel, • Students will learn how to replace the bar and the and semichisel. Saw chain is made up of several parts chain. that work together and must be maintained properly for • Students will learn how to fi le the chain. maximum performance and safety. The cutter is the part of the saw chain that does the cutting. The saw chain has left- and right-hand cutters so that the saw chain will cut evenly through the wood. Chain Saw Operation The depth gauge (referred to as a raker in some parts The bar and chain are the most important parts of your of the country) determines the depth of the cut (fi gure chain saw. A sharp chain produces shavings that fall to 3–1). the ground away from the power head. A clean bar in good condition guides the chain through the cut, making Cutting corner a straight, true cut. Top plate Side plate A dull chain produces sawdust that gets sucked into the Depth gauge air fi lter, reducing power by limiting the airfl ow to the Rivet hole power head. -

Fine-Tuning a Bandsaw Vibration and Wandering Cuts Are Signs Your Bandsaw Needs a Checkup
Fine-Tuning a Bandsaw Vibration and wandering cuts are signs your bandsaw needs a checkup by Robert Vaughan n improperly adjusted bandsaw The surface should be smooth, clean and will do everything but cut well. It slightly crowned (see the top photo). The A may throw, break or dull blades crown defines where the blade tracks. quickly. Or it may produce cuts that Blades have a tendency to wander back wander like a drunk failing a roadside and forth on the surface of uncrowned sobriety test. tires. A crown also keeps the teeth from I've performed surgery on a lot of cutting grooves in the tire's surface. A bandsaws, and I have discovered there's grooved surface will make tracking no single saw component that causes unpredictable (see the bottom photo). most ills. Many jumping and tracking If you cut a lot of resinous woods, you problems can be traced directly to worn- may have a gummy buildup on the tires, out tires. But a vibrating bandsaw may just which can create a false crown. That as likely be handicapped by a beaten-up condition can foul the blade's tracking, drive belt. A saw that refuses to cut allowing it to drift. You can check this by squarely may be affected by a guidepost turning on the machine and letting it idle. that is out of alignment, or the saw may have one of its wheels out of line (see the Check the crown and drive train—To box on pp. 78-79). see whether a bandsaw needs its wheels Solving many of these problems doesn't crowned, you don't have to remove the Tires need a crowned surface. -

Catalog25small.Pdf
We dedicate this catalog back in. That was not the case. The office and plant areas of the building were completely destroyed. There was nothing to In memory of our father go back to. (Continued on page 150) Warren L. Fuller Guarantee It is with our deepest regrets that we inform you of the This catalog illustrates and describes all the types of loss of our father, Warren L. Fuller. His passing was due to Countersinks, Counterbores, Plug Cutters and Drills Hurricane Katrina as he was a resident of the Gulf Coast of manufactured under the name Fuller and fully guaranteed Mississippi. He survived and escaped the hurricane only to in normal use. The Fuller logo appears near each tool die of a heart attack one day later in a high school shelter picture manufactured by us. where he was waiting for his companion of 20 years. She had Also included are various types of drills, bits, cutters, and been injured during the escape and was hospitalized. We had specialty type tools, made by reputable American traveled to his town to rescue him and were only a few miles manufacturers, worthy of showing in our catalog. These are from him when he passed. As owner of W. L. Fuller, Inc., he to supplement our own line of tools and are also fully had prepared his children to continue with the same service guaranteed. and quality you have become accustom to. We look forward We have now added a few very useful types of tools that to continuing the business relationships he enjoyed and are just not available in this country.