SCADA System Design Standards
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Understanding and Minimizing Your HMI/SCADA System Security Gaps
GE Digital Understanding and Minimizing Your HMI/SCADA System Security Gaps INTRODUCTION With HMI/SCADA systems advancing SCADA security in context technologically and implementations The International Society of Automation (ISA) production Being at the heart of an operation’s data becoming increasingly complex, some model demonstrates the layered structure of a typical visualization, control and reporting for industry standards have emerged with the operation, and shows that HMI/SCADA security is only one operational improvements, HMI/SCADA goal of improving security. However, part of part of an effective cyber-security strategy. These layers systems have received a great deal the challenge is knowing where to start in of automated solution suites share data, and wherever of attention, especially due to various data is shared between devices, there is a possibility for securing the entire system. unauthorized access and manipulation of that data. This cyber threats and other media-fueled The purpose of this paper is to explain where white paper concentrates on the HMI/SCADA layer, but vulnerabilities. The focus on HMI/SCADA vulnerabilities within a HMI/SCADA system unless other potential weaknesses at other levels are security has grown exponentially, and as a may lie, describe how the inherent security of covered, the operation as a whole remains vulnerable. result, users of HMI/SCADA systems across system designs minimize some risks, outline the globe are increasingly taking steps to some proactive steps businesses can take, protect this key element of their operations. and highlight several software capabilities The HMI/SCADA market has been that companies can leverage to further evolving with functionality, scalability and enhance their security. -
PLC/SCADA Systems in Automation Control Design for Individual Quick Freezing Process in Cooling Tunnels
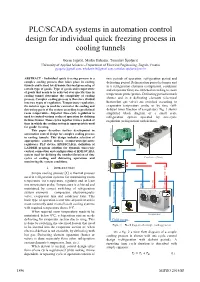
PLC/SCADA systems in automation control design for individual quick freezing process in cooling tunnels Goran Jagetić, Marko Habazin, Tomislav Špoljarić University of Applied Sciences - Department of Electrical Engineering, Zagreb, Croatia [email protected], [email protected], [email protected] ABSTRACT - Individual quick freezing process is a two periods of operation: refrigeration period and complex cooling process that takes place in cooling defrosting period. Refrigeration period is longer and tunnels and is used for dynamic thermal processing of in it refrigeration elements (compressor, condenser certain type of goods. Type of goods and temperature and evaporator fans) are switched according to room of goods that needs to be achieved over specific time in temperature probe/probes. Defrosting period is much cooling tunnel determine the complexity of cooling process. Complex cooling process is therefore divided shorter and in it defrosting elements (electrical into two types of regulation. Temperature regulation, heaters/hot gas valve) are switched according to the inferior type, is used for control of the cooling and evaporator temperature probe or by time (off- defrosting parts of the system according to predefined delayed timer function of a regulator). Fig. 1 shows room temperature. Superior time-cycle regulation is simplified block diagram of a small scale used to control various cycles of operation by defining refrigeration system operated by one-cycle its time frames. These cycles together form a period of regulation (refrigeration with defrost). time in which the cooling system is appropriately used for goods' freezing. This paper describes further development in automation control design for complex cooling process in cooling tunnels. -

Integration of Sensor and Actuator Networks and the SCADA System to Promote the Migration of the Legacy Flexible Manufacturing System Towards the Industry 4.0 Concept
Journal of Sensor and Actuator Networks Article Integration of Sensor and Actuator Networks and the SCADA System to Promote the Migration of the Legacy Flexible Manufacturing System towards the Industry 4.0 Concept Antonio José Calderón Godoy ID and Isaías González Pérez * ID Department of Electrical Engineering, Electronics and Automation, University of Extremadura, Avenida de Elvas, s/n, 06006 Badajoz, Spain; [email protected] * Correspondence: [email protected]; Tel.: +34-924-289-600 Received: 16 April 2018; Accepted: 17 May 2018; Published: 21 May 2018 Abstract: Networks of sensors and actuators in automated manufacturing processes are implemented using industrial fieldbuses, where automation units and supervisory systems are also connected to exchange operational information. In the context of the incoming fourth industrial revolution, called Industry 4.0, the management of legacy facilities is a paramount issue to deal with. This paper presents a solution to enhance the connectivity of a legacy Flexible Manufacturing System, which constitutes the first step in the adoption of the Industry 4.0 concept. Such a system includes the fieldbus PROcess FIeld BUS (PROFIBUS) around which sensors, actuators, and controllers are interconnected. In order to establish effective communication between the sensors and actuators network and a supervisory system, a hardware and software approach including Ethernet connectivity is implemented. This work is envisioned to contribute to the migration of legacy systems towards the challenging Industry 4.0 framework. The experimental results prove the proper operation of the FMS and the feasibility of the proposal. Keywords: sensor and actuator network; fieldbuses; industrial communications; Ethernet; flexible manufacturing system; programmable logic controllers (PLC); supervisory control and data acquisition (SCADA); Industry 4.0; Industrial Internet of Things (IIoT) 1. -

INDUSTRY4.0 TECHNOLOGY BATTLES in MANUFACTURING OPERATIONS MANAGEMENT Non-Technical Dominance Factors for Iiot & MES
INDUSTRY4.0 TECHNOLOGY BATTLES IN MANUFACTURING OPERATIONS MANAGEMENT non-technical dominance factors for IIoT & MES Master thesis submitted to Delft University of Technology in partial fulfilment of the requirements for the degree of MASTER OF SCIENCE in Management of Technology Faculty of Technology, Policy and Management by ing. Aksel de Vries #1293087 To be defended in public on 09 February 2021. Graduation committee: Chair & First Supervisor: Prof.dr.ir. M.F.W.H.A. Janssen, ICT Second Supervisor: Dr. G. (Geerten) van de Kaa, ET&I Equinoxia Industrial Automation Impressum The cover photo shows the Djoser step pyramid. It was once high-tech and replaced old-school pyramid technology; the ruin in the front. The analogy is to the once high-tech Automation Pyramid: Figure 1: Automation Pyramid as advocated by MESA.org and ISA.org since 1986 A.D. About the author Aksel de Vries (1973) is a Chemical Process Engineer and has been work- ing in the field of Manufacturing Operations Management since 1998. At AspenTech Europe, Aksel delivered training and consultancy during the transition from Computer Integrated Manufacturing (CIM/21, Batch/21, SetCIM, etc.) to Industry4.0 on corporate vertical and horizontal inte- gration, fully leveraging ISA-88 and ISA-95. Aksel works as independent consultant www.equinoxia.eu since 2006 mainly in Biotech Pharma4.0 for System Integrators like Zenith Tech- nologies (now Cognizant) and blue-chip corporations such as DSM, GSK, BioNTech, Kite Pharma / Gilead Sciences, Amgen, Lonza, etc. Copyright © 2021 Equinoxia Industrial Automation, The Netherlands Aksel de Vries EXECUTIVE SUMMARY In 2011, the fourth industrial revolution was announced at the German Hannover Messe. -
User Manual for PLC Programming With
User Manual for PLC Programming with CoDeSys 2.3 Copyright ã 1994, 1997, 1999, 2001,2002, 2003 by 3S - Smart Software Solutions GmbH All rights reserved. We have gone to great lengths to ensure this documentation is correct and complete. However, since it is not possible to produce an absolutely error-free text, please feel free to send us your hints and suggestions for improving it. Trademark Intel is a registered trademark and 80286, 80386, 80486, Pentium are trademarks of Intel Corporation. Microsoft, MS and MS-DOS are registered trademarks, Windows is a trademark of Microsoft Corporation. Publisher 3S - Smart Software Solutions GmbH Fischerstraße 19 D-87435 Kempten Tel. +49 831 5 40 31 - 0 Fax +49 831 5 40 31 – 50 Last update 20.08.2003 Version 2.0 Content 1 A Brief Introduction to CoDeSys 1-1 1.1 What is CoDeSys .................................................................................................1-1 1.2 Overview of CoDeSys Functions... ......................................................................1-1 1.3 Overview on the user documentation for CoDeSys.............................................1-3 2 What is What in CoDeSys 2-1 2.1 Project Components.............................................................................................2-1 2.2 Languages... .........................................................................................................2-8 2.2.1 Instruction List (IL)... .............................................................................................2-8 2.2.2 Structured -
The Role of Manufacturing Execution Systems (Mes) in Erp Selection
IFS EXECUTIVE SUMMARY THE ROLE OF MANUFACTURING EXECUTION SYSTEMS (MES) IN ERP SELECTION Enterprise resource planning (ERP) software is well-understood by most mid-level and senior managers. Fewer understand at a high level manufacturing execution systems (MES). MES is hard to define to begin with because it is an intermediary technology between process automation equipment on the plant floor and ERP software. So let’s define some terms and drive clarity on what MES is, who needs it and how IFS meets the needs of companies who want ERP software with the functional benefits of MES. Common definitions of MES suggest that it: • Tracks and documents the transformation of raw materials into finished goods • Provides information to help business decision-makers understand real-time conditions in their plant to support optimization of operations • Enables control of inputs, personnel, machines and support services APICS, the association for operations management, defines MES as involving: • Direct and supervisory control of equipment • Graphical displays showing what is going on in the plant currently • Gathering quality information, material transactions and traceability information through integration with the production equipment used Most of these needs are satisfied by IFS Applications™. IFS functionality for ERP will provide deep traceability for inputs through inventory and non-inventory quality management tools. Personnel are managed through human resources functionality, and support services from outside the organization are handled through embedded contract management tools. Documents having to do with these various disciplines are handled by native document management functionality that enables any document—be it a material test report or a personnel training record—to be attached to work orders, shop orders, customer orders, recipes; in fact, virtually to any object across the application. -
(SCADA) Systems
NCS TIB 04-1 NATIONAL COMMUNICATIONS SYSTEM TECHNICAL INFORMATION BULLETIN 04-1 Supervisory Control and Data Acquisition (SCADA) Systems October 2004 OFFICE OF THE MANAGER NATIONAL COMMUNICATIONS SYSTEM P.O. Box 4052 Arlington, VA 22204-4052 Office of the Manager National Communications System October 2004 By Communication Technologies, Inc. 14151 Newbrook Drive, Suite 400 Chantilly, Virginia 20151 703-961-9088 (Voice) 703-961-1330 (Fax) www.comtechnologies.com Supervisory Control and Data Acquisition (SCADA) Systems Abstract The goal of this Technical Information Bulletin (TIB) is to examine Supervisory Control and Data Acquisition (SCADA) systems and how they may be used by the National Communications System (NCS) in support of National Security and Emergency Preparedness (NS/EP) communications and Critical Infrastructure Protection (CIP). An overview of SCADA is provided, and security concerns are addressed and examined with respect to NS/EP and CIP implementation. The current and future status of National, International, and Industry standards relating to SCADA systems is examined. Observations on future trends will be presented. Finally, recommendations on what the NCS should focus on with regards SCADA systems and their application in an NS/EP and CIP environment are presented. i ii Table of Contents Executive Summary.................................................................................................................. ES-1 1.0 Introduction........................................................................................................................... -

Semantic Analysis of Ladder Logic
Semantic Analysis of Ladder Logic A Thesis Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Soumyashree Gad, M.S. Graduate Program in Computer Science and Engineering The Ohio State University 2017 Master's Examination Committee: Dr. Srinivasan Parthasarathy, Advisor Dr. P. Sadayappan c Copyright by Soumyashree Gad 2017 Abstract Purpose: A careful examination of Ladder Logic program reveals it's hierarchical nature and components, which makes it interpret able. Perhaps, using data mining techniques to interpret the top level and sub-level components can be really useful. This seems like a classification problem. The application of machine learning algo- rithms on the features extracted from ladder logic can give insights of the whole ladder logic code. The components and their interactions are intuitive which certainly add to the probability of getting better results. The learning in the PLC programming can be alleviated by converting the existing PLC code to commonly used formats such as JSON, XML etc. The goal is to consume ladder logic sample, break it down into minor components, identify the components and interactions between them and later write them to JSON. As Ladder logic is the most commonly used programming language for PLCs we decided to start the experiment with Ladder logic program sam- ples. Feature engineering combined with machine learning techniques should provide accurate results for the Ladder Logic data. Methods: The data set contains 6623 records for top level classification with 1421 ALARM, 150 STEP SEQUENCE, 96 SOLENOID samples and 5304 UNCLASSIFIED and 84472 records for sub-level classification which contains sub-level components of the all the ALARM and STEP SEQUENCE samples from the top level data set. -
The MES Software Solution for Continuous Productivity Efficiency
The MES software solution for continuous Productivity Efficiency improvement The software solution for collecting and analyzing production data in real-time, to know and anticipate the production system’s weak points and to act on effective decision making to increase productivity and efficiency. 2 MES software technology for open and flexibe architectures Progea offers Pro.Lean© as a MES software solution that interconnects plant floor levels with managerial levels to provide KPI and OEE data, calculate machine downtimes, track and schedule production runs. Every modern company operating in the Industry 4.0 the Overall Equipment Effectiveness (OEE) values to age needs simple and efficient tools to ensure discover the effective connectivity, data collection, aggregation and analysis, efficiency of your production plant. Knowing the with minimum and rapid return of investment (ROI). data makes it easier to imagine how a more efficient The reality of productivity in today’s increasingly production can mean a significant increase in business competitive world, demands efficiency, quality and for any company by investing little. Even a small continuously improving processes according to the increase in performances and loss reductions will earn “Lean Manufacturing” philosophy and Industry 4.0 the company big financial gains. guidelines. Automation systems that manage In addition, data management and interconnections to manufacturing production can only be optimized by managerial systems, within a Industry 4.0 framework, having adequate real-time data. The permit you to digitalize production processes, reduce Movicon.NExT™ errors and machine downtimes. Other functions such as Pro.Lean© module offers maximum efficiency and uses production Traceability, Scheduling and Maintenance, Progea’s vast experience in the industrial automation make the Pro.Lean solution open and adaptable to any software sector. -
Siemens Simatic S7 Manuals and Guides
Siemens Simatic S7 Manuals and Guides Presented By: DCS Center For Product Needs Please Visit: http://www.dcscenter.com/ OR email: [email protected] OR call: 1-800-793-0630 SiemensManuals DCSCenter www.dcscenter.com Table of Contents Introduction...............................................................................2 PLCs..........................................................................................4 Number.Systems.......................................................................8 Terminology.............................................................................2 Basic.Requirements.................................................................8 S7-200.Micro.PLCs..................................................................20 Programming.a.PLC.................................................................33 Discrete.Inputs/Outputs..........................................................4 Analog.Inputs.and.Outputs......................................................48 Timers......................................................................................5 Counters..................................................................................58 High-Speed.Instructions..........................................................6 Specialized.Expansion.Modules..............................................65 Review.Answers......................................................................72 Final.Exam............................................................................... 74 Introduction -

Ladder Programming Manual
FT9Y-B1382 FT1A Series Ladder Programming Manual SAFETY PRECAUTIONS Read the SmartAXIS Pro/Lite User’s Manual to make sure of correct operation before starting installation, wiring, operation, maintenance, and inspection of the SmartAXIS. All SmartAXIS modules are manufactured under IDEC’s rigorous quality control system, but users must add a backup or failsafe provision to the control system when using the SmartAXIS in applications where heavy damage or personal injury may be caused in case the SmartAXIS should fail. In this user’s manual, safety precautions are categorized in order of importance to Warning and Caution: Warning Warning notices are used to emphasize that improper operation may cause severe personal injury or death. The SmartAXIS is not designed for use in medical equipment, nuclear power, railways, aviation, passenger vehicle equipment, or similar applications requiring a high degree of reliability and safety. The SmartAXIS cannot be used for such applications. When using the SmartAXIS in applications not described above that require a high degree of reliability in terms of functionality and precision, appropriate measures such as failsafe mechanisms and redundant mechanisms must be taken for a system containing the SmartAXIS. Emergency stop and interlocking circuits must be configured outside the SmartAXIS. If relays or transistors in the SmartAXIS output circuits should fail, outputs may remain in the on or off state. For output signals which may cause serious accidents, configure monitor circuits outside the SmartAXIS. The SmartAXIS self-diagnostic function may detect internal circuit or program errors, stop programs, and turn outputs off. Configure circuits so that the system containing the SmartAXIS is not jeopardized when outputs turn off. -
Programmable Logic Devices (Plds) Lecture 1 Introduction to Micro-Processors and Micro-Controllers
NPTEL – Mechanical – Mechatronics and Manufacturing Automation Module 3: Programmable Logic Devices (PLDs) Lecture 1 Introduction to Micro-processors and Micro-controllers 1. Introduction Programmable Logic Devices (PLD) are programmable systems and are generally used in manufacturing automation to perform different control functions, according to the programs written in its memory, using low level languages of commands. There are following three types of PLDs are being employed in mechatronics systems. 1. Microprocessor It is a digital integrated circuit which carries out necessary digital functions to process the information obtained from measurement system. 2. Microcomputer It uses microprocessor as its central processing unit and contains all functions of a computer. 3. Programmable Logic Controller (PLC) It is used to control the operations of electro-mechanical devices especially in tough and hazardous industrial environments. A typical programmable machine has basic three components as shown in Figure 3.1.1: 1. Processor, which processes the information collected from measurement system and takes logical decisions based on the information. Then it sends this information to actuators or output devices. 2. Memory, it stores a. the input data collected from sensors b. the programs to process the information and to take necessary decisions or actions. Program is a set of instructions written for the processor to perform a task. A group of programs is called software. Joint initiative of IITs and IISc – Funded by MHRD Page 1 of 36 NPTEL – Mechanical – Mechatronics and Manufacturing Automation 3. Input/output devices: these are used to communicate with the outside world/operator. Figure 3.1.1 Components of a programmable logic device Joint initiative of IITs and IISc – Funded by MHRD Page 2 of 36 NPTEL – Mechanical – Mechatronics and Manufacturing Automation 2.