Aconitic Acid from Sugarcane
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bacterial Dissimilation of Citric Acid Carl Robert Brewer Iowa State College
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1939 Bacterial dissimilation of citric acid Carl Robert Brewer Iowa State College Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Microbiology Commons Recommended Citation Brewer, Carl Robert, "Bacterial dissimilation of citric acid " (1939). Retrospective Theses and Dissertations. 13227. https://lib.dr.iastate.edu/rtd/13227 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. INFORMATION TO USERS This manuscript has been reproduced from the microfilm master. UMI films the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer. The quality of this reproduction is dependent upon the quality of the copy submitted. Brol<en or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough, substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send UMI a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion. Oversize materials (e.g., maps, drawings, charts) are reproduced by sectioning the original, beginning at the upper left-hand comer and continuing from left to right in equal sections with small overlaps. -

Aconitic Acid
Target/Host: Aspergillus pseudoterreus for Organic Acids: 3-Hydroxypropionic and Aconitic Acid Jon Magnuson, Nathan Hillson, Phil Laible, John Gladden, Gregg Beckham BETO Peer Review 2019 Technology Session Review Area: Agile BioFoundry March 7, 2019 Goal Statement • Goal: Enable biorefineries to achieve 50% reductions in time to bioprocess scale-up as compared to the current average of around 10 years by establishing a distributed Agile BioFoundry that will productionize synthetic biology. • Outcomes: 10X improvement in Design-Build-Test- Learn cycle efficiency, new host organisms, new IP and manufacturing technologies effectively translated to U.S. industry ensuring market transformation. • Relevance: Public infrastructure investment that increases U.S. industrial competitiveness and enables new opportunities for private sector growth and jobs. 2 | © 2016-2019 Agile BioFoundry Target-Host pair Goal Statement Goal: – Validate the Foundry concept by testing the ABF DBTL infrastructure using complementary T-H pairs – Demonstrate improved efficiency of DBTL cycle and Foundry concept via target-host pair work with Aspergillus pseudoterreus – Target 1: 3-hydroxypropionic acid – Target 2: aconitic acid Outcome: – Increased strain performance to novel targets via DBTL – Use this system to demonstrable improvements to DBTL cycle times – Further development of a robust industrially relevant bacterial host – Developing highly relevant datasets for Learn team Relevance: – Benchmark DBTL cycle performance and improvement across scales with real-world substrates and process configurations – Information from DBTL and Integration efforts will be critical to predictive scale-up and scale-down 3 | © 2016-2019 Agile BioFoundry Quad Chart Overview: T/H A. pseudoterreus Barriers Timeline • Technical: • Start: October 1, 2016 – Ct‐D. Advanced Bioprocess Development • End: September 30, 2019 – Ct‐L. -

(ACO2) Deficiency
RESEARCH ARTICLE Plasma metabolomics reveals a diagnostic metabolic fingerprint for mitochondrial aconitase (ACO2) deficiency Lucia Abela1,2,3, Ronen Spiegel4, Lisa M. Crowther1,2,3, Andrea Klein1¤a, Katharina Steindl3,5, Sorina Mihaela Papuc3,5, Pascal Joset3,5, Yoav Zehavi4, Anita Rauch3,5, Barbara Plecko1,2,3, Thomas Luke Simmons1,2,3¤b* 1 Division of Child Neurology, University Children's Hospital Zurich, Zurich, Switzerland, 2 Children's Research Centre, University Children's Hospital Zurich, Zurich, Switzerland, 3 Radiz±Rare Disease Initiative a1111111111 Zurich, Clinical Research Priority Program for Rare Diseases, University of Zurich, Zurich, Switzerland, a1111111111 4 Department of Pediatrics B, Emek Medical Center, Afula, Rappaport Faculty of Medicine, Technion, Israel, a1111111111 5 Institute of Medical Genetics, University of Zurich, Schlieren, Switzerland a1111111111 a1111111111 ¤a Current address: Pediatric Neurology, University of Basel Children's Hospital, Basel, Switzerland ¤b Current address: Evolva AG, Reinach, Switzerland * [email protected] OPEN ACCESS Abstract Citation: Abela L, Spiegel R, Crowther LM, Klein A, Mitochondrial respiratory chain dysfunction has been identified in a number of neurodegen- Steindl K, Papuc SM, et al. (2017) Plasma metabolomics reveals a diagnostic metabolic erative disorders. Infantile cerebellar-retinal degeneration associated with mutations in the fingerprint for mitochondrial aconitase (ACO2) mitochondrial aconitase 2 gene (ACO2) has been recently described as a neurodegenera- deficiency. PLoS ONE 12(5): e0176363. https://doi. tive disease of autosomal recessive inheritance. To date there is no biomarker for ACO2 org/10.1371/journal.pone.0176363 deficiency and diagnosis relies on genetic analysis. Here we report global metabolic profiling Editor: Petras Dzeja, Mayo Clinic Rochester, in eight patients with ACO2 deficiency. -

Interpretive Guide
INTERPRETIVE GUIDE Contents INTRODUCTION .........................................................................1 NUTREVAL BIOMARKERS ...........................................................5 Metabolic Analysis Markers ....................................................5 Malabsorption and Dysbiosis Markers .....................................5 Cellular Energy & Mitochondrial Metabolites ..........................6 Neurotransmitter Metabolites ...............................................8 Vitamin Markers ....................................................................9 Toxin & Detoxification Markers ..............................................9 Amino Acids ..........................................................................10 Essential and Metabolic Fatty Acids .........................................13 Cardiovascular Risk ................................................................15 Oxidative Stress Markers ........................................................16 Elemental Markers ................................................................17 Toxic Elements .......................................................................18 INTERPRETATION-AT-A-GLANCE .................................................19 REFERENCES .............................................................................23 INTRODUCTION A shortage of any nutrient can lead to biochemical NutrEval profile evaluates several important biochemical disturbances that affect healthy cellular and tissue pathways to help determine nutrient -

The Clinical Significance of the Organic Acids Test
The Clinical Significance of the Organic Acids Test The Organic Acids Test (OAT) provides an accurate metabolic snapshot of what is going on in the body. Besides offering the most complete and accurate evaluation of intestinal yeast and bacteria, it also provides information on important neurotransmitters, nutritional markers, glutathione status, oxalate metabolism, and much more. The test includes 76 urinary metabolite markers that can be very useful for discovering underlying causes of chronic illness. Patients and physicians report that treating yeast and bacterial abnormalities reduces fatigue, increases alertness and energy, improves sleep, normalizes bowel function, and reduces hyperactivity and abdominal pain. The OAT Assists in Evaluating: ■ Krebs Cycle Abnormalities ■ Neurotransmitter Levels ■ Nutritional Deficiencies ■ Antioxidant Deficiencies ■ Yeast and Clostridia Overgrowth ■ Fatty Acid Metabolism ■ Oxalate Levels ■ And More! The OAT Pairs Well with the Following Tests: ■ GPL-TOX: Toxic Non-Metal Chemical Profile ■ IgG Food Allergy + Candida ■ MycoTOX Profile ■ Phospholipase A2 Activity Test Learn how to better integrate the OAT into your practice, along with our other top tests by attending one of our GPL Academy Practitioner Workshops! Visit www.GPLWorkshops.com for workshop dates and locations. The following pages list the 75 metabolite markers of the Organic Acids Test. Included is the name of the metabolic marker, its clinical significance, and usual initial treatment. INTESTINAL MICROBIAL OVERGROWTH Yeast and Fungal Markers Elevated citramalic acid is produced mainly by Saccharomyces species or Propionibacteria Citramalic Acid overgrowth. High-potency, multi-strain probiotics may help rebalance GI flora. A metabolite produced by Aspergillus and possibly other fungal species in the GI tract. 5-Hydroxy-methyl- Prescription or natural antifungals, along with high-potency, multi-strain probiotics, furoic Acid may reduce overgrowth levels. -

Isolation and Identification of (-)-Methylcitric Acid and 2-Methyl
NOTE Agr. Biol. Chem., 38 (12), 2565•`2566, 1974 isocitric acids as calcium salt.*2 The filtrate was diluted and then adjusted to pH 1.8 with 4N sulfuric acid. Isolation and Identification of (-)- After removal of calcium sulfate and thorough concen Methylcitric Acid and 2-Methyl- tration of the filtrate, the residual sirup was extracted repeatedly with ethyl acetate. The combined extract cis-aconitic Acid from the Culture was evaporated to a sirup, which was then heated until of Candida lipolytica foaming ceased at 100•Ž under reduced pressure in order to dehydrate thoroughly. The residual sirup (ca. 80g) was partitioned between 400ml of ethyl Takeshi TABUCHI, Nobufusa SERIZAWA* acetate and 200ml of water, fifteen transfers counter and Sadahiro OHMOMO current distribution being conducted. After each fraction had been checked by paper chromatographic Faculty of Agriculture, Tokyo University of Education, analysis using ethyl acetate-acetic acid-water (50:12: Komaba, Meguro-ku, Tokyo 10) as a solvent-mixture and bromphenol blue as a Received July 12, 1974 detecting reagent, ethyl acetate phases of fractions No. 1 and No. 2 containing an unknown acid, A Previously, we found that from a mixture of n- (Rf 0.92), were collected and evaporated to dryness. The residue (13g) was suspended in water and neutraliz alkanes a fluoroacetate-tolerant mutant, No. R-2, ed with 0.4N barium hydroxide. By concentrating the derived from Candida lipolytica IFO 1659 produced an solution, a precipitate of barium salt appeared. The appreciable amount of threo-Ds-2-methylisocitric acid which competitively inhibited isocitrate dehydro precipitate collected by filtration was dissolved in 1N hydrochloric acid and extracted with ether. -

SUPPORT GUIDE Contents ORGANIC ACIDS OXIDATIVE STRESS MARKERS AMINO ACIDS FATTY ACIDS TOXIC and NUTRIENT ELEMENTS
& SUPPORT GUIDE Contents ORGANIC ACIDS OXIDATIVE STRESS MARKERS AMINO ACIDS FATTY ACIDS TOXIC AND NUTRIENT ELEMENTS Organic Acids NUTRITIONAL Oxidative Stress NUTRITIONAL Amino Acids Plasma NUTRITIONAL Essential & Metabolic Fatty Acids NUTRITIONAL Elements NUTRITIONAL 2. NutrEval Profile The NutrEval profile is the most comprehensive functional and nutritional assessment available. It is designed to help practitioners identify root causes of dysfunction and treat clinical imbalances that are inhibiting optimal health. This advanced diagnostic tool provides a systems-based approach for clinicians to help their patients overcome chronic conditions and live a healthier life. The NutrEval assesses a broad array of macronutrients and micronutrients, as well as markers that give insight into digestive function, toxic exposure, mitochondrial function, and oxidative stress. It accomplishes this by evaluating organic acids, amino acids, fatty acids, oxidative stress markers, and nutrient & toxic elements. Subpanels of the NutrEval are also available as stand-alone options for a more focused assessment. The NutrEval offers a user-friendly report with clinically actionable results including: • Nutrient recommendations for key vitamins, minerals, amino acids, fatty acids, and digestive support based on a functional evaluation of important biomarkers • Functional pillars with a built-in scoring system to guide therapy around needs for methylation support, toxic exposures, mitochondrial dysfunction, fatty acid imbalances, and oxidative stress • Interpretation-At-A-Glance pages providing educational information on nutrient function, causes and complications of deficiencies, and dietary sources • Dynamic biochemical pathway charts to provide a clear understanding of how specific biomarkers play a role in biochemistry There are various methods of assessing nutrient status, including intracellular, extracellular, direct, and functional measurements. -
![Mass Spectrometry – a Powerful Tool for Metabolomics Sandy Nargund Manager, MS & Chromato Shimadzu [Asia-Pacific] Pte Ltd](https://docslib.b-cdn.net/cover/4543/mass-spectrometry-a-powerful-tool-for-metabolomics-sandy-nargund-manager-ms-chromato-shimadzu-asia-pacific-pte-ltd-3654543.webp)
Mass Spectrometry – a Powerful Tool for Metabolomics Sandy Nargund Manager, MS & Chromato Shimadzu [Asia-Pacific] Pte Ltd
Mass Spectrometry – A Powerful tool for metabolomics Sandy Nargund Manager, MS & Chromato Shimadzu [Asia-Pacific] Pte Ltd 1 2 Biomarkers Identification and Validation 3 Mass Spectrometry –For Metabolomics GCMS-QP2010 Ultra GCMS-TQ 8040 LCMS-8060 Nexera UC- Online SFE/SFC iDPlus-Performance Bacterial Identification MALDI -7090 High Resolution TOF iMScope-Trio –Mass imaging 4 t Triple Quadrupole MS/MS Product ion scan t MRM- Multi Reaction Monitoring SIM (single analysis) MRM (MS/MS analysis) 50000 10 ppb 7500 10 ppb 40000 5000 30000 20000 2500 10000 0 0 1.0 1.5 2.0 2.5 min 1.0 1.5 2.0 2.5 min Eliminates background for High sensitivity but high trace-level quantitation with background high S/N GCMS- Gold Standard for Metabolomics 7 Metabolomics Research Using GC-MS/MS Metabolomics Research Discovery phase Validation phase Scan measurement MRM measurement MRM measurement (GC-MS/MS) (non-targeted analysis) (wide target analysis) (target analysis) Detect marker candidates Quantitate marker candidates and identify compounds with higher accuracy Accurate quantitation GC/MS Metabolite Database Ready to use method for quick start your Research 1. Method files Registered Measurement Number Derivatives Compounds Mode Registered 2. Library (scan) Organic acids, fatty Scan 428 3. Smart MRM database acids, amino acids, TMS sugars, etc. MRM 193 (automatic method creation tool) Scan 50 4. Instruction manuals Fatty acids Methylation MRM 50 Amino acids EZ:faastTM Scan 33 Easy Work Flow AART function for Automatic Adjustment of Retention Indices with just one injection Select components for measurement from the database. Smart MRM database Method is created Automatically Start acquisition. -

Organic Acids Support Guide
ORGANIC ACIDS SUPPORT GUIDE RETURN TO TABLE OF CONTENTS ORGANIC ACIDS Serotonin Markers .....................................................................22 Organic Acids ...................................................................................... 3 5-Hydroxyindolacetic Acid (5-HIAA) ..............................22 Malabsorption and Dysbiosis Markers ................................... 4 Toxin and Detoxification Markers ...........................................23 Malabsorption Markers ............................................................. 4 Pyroglutamic Acid ................................................................23 Indoleacetic Acid .................................................................... 4 α-Ketophenylacetic Acid ....................................................24 Phenylacetic Acid .................................................................... 4 α-Hydroxyisobutyric Acid ..................................................24 Dysbiosis Markers ........................................................................ 5 Orotic Acid ...............................................................................25 Dihydroxyphenylpropionic Acid (DHPPA) ..................... 5 Oxalate Markers ..............................................................................26 3-Hydroxyphenylacetic Acid and Glyceric Acid ...........................................................................27 4-Hydroxyphenylacetic Acid ............................................... 5 Glycolic Acid ...........................................................................28 -

Metabolite Identification Efficiency
Computational and Structural Biotechnology Journal 13 (2015) 131–144 Contents lists available at ScienceDirect journal homepage: www.elsevier.com/locate/csbj A New Paradigm for Known Metabolite Identification in Metabonomics/Metabolomics: Metabolite Identification Efficiency Jeremy R. Everett ⁎ Medway Metabonomics Research Group, University of Greenwich, Chatham Maritime, Kent ME4 4TB, United Kingdom article info abstract Article history: A new paradigm is proposed for assessing confidence in the identification of known metabolites in Received 10 December 2014 metabonomics studies using NMR spectroscopy approaches. This new paradigm is based upon the analysis of Received in revised form 18 January 2015 the amount of metabolite identification information retrieved from NMR spectra relative to the molecular size Accepted 20 January 2015 of the metabolite. Several new indices are proposed including: metabolite identification efficiency (MIE) and me- Available online 28 January 2015 tabolite identification carbon efficiency (MICE), both of which can be easily calculated. These indices, together fi fi Keywords: with some guidelines, can be used to provide a better indication of known metabolite identi cation con dence fi Metabolite identification efficiency (MIE) in metabonomics studies than existing methods. Since known metabolite identi cation in untargeted Metabolite identification carbon efficiency metabonomics studies is one of the key bottlenecks facing the science currently, it is hoped that these concepts (MICE) based on molecular spectroscopic informatics, will find utility in the field. Metabonomics © 2015 Everett. Published by Elsevier B.V. on behalf of the Research Network of Computational and Structural Metabolomics Biotechnology. This is an open access article under the CC BY license NMR spectroscopy (http://creativecommons.org/licenses/by/4.0/). -
CRISPR Interference-Guided Modulation of Glucose Pathways To
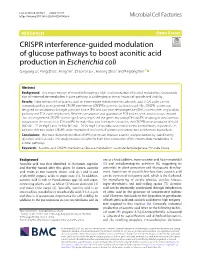
Li et al. Microb Cell Fact (2020) 19:174 https://doi.org/10.1186/s12934-020-01435-9 Microbial Cell Factories RESEARCH Open Access CRISPR interference-guided modulation of glucose pathways to boost aconitic acid production in Escherichia coli Qingyang Li1, Peng Zhao2, Hang Yin1, Zhaonan Liu2, Haifeng Zhao1 and Pingfang Tian2* Abstract Background: One major mission of microbial breeding is high-level production of desired metabolites. Overproduc- tion of intermediate metabolites in core pathways is challenging as it may impair cell growth and viability. Results: Here we report that aconitic acid, an intermediate metabolite in tricarboxylic acid (TCA) cycle, can be overproduced by an engineered CRISPR interference (CRISPRi) system in Escherichia coli. This CRISPRi system was designed to simultaneously target pyruvate kinase (PK) and isocitrate dehydrogenase (IDH), two enzymes in glycolytic pathway and TCA cycle, respectively. Reverse transcription and quantitative PCR and enzyme activity assays showed that this engineered CRISPRi system signifcantly repressed the genes encoding IDH and PK, resulting in simultaneous reduction in the activities of IDH and PK. In shake-fask and fed-batch cultivation, this CRISPRi strain produced 60-fold (362.80 22.05 mg/L) and 15-fold (623.80 20.05 mg/L) of aconitic acid relative to the control strain, respectively. In addition,± this two-target CRISPRi strain maintained± low levels of acetate and lactate, two problematic byproducts. Conclusions: This work demonstrates that CRISPRi system can improve aconitic acid production by coordinating glycolysis and TCA cycle. This study provides insights for high-level production of the intermediate metabolites in central pathways. Keywords: Aconitic acid, CRISPR interference, Glucose metabolism, Isocitrate dehydrogenase, Pyruvate kinase Background use as a food additive, trans-aconitic acid has nematicidal Aconitic acid was frst identifed in Aconitum napellus [5] and antiedematogenic activities [6], suggesting its and thereby named after this plant. -
Aspergillus Pseudoterreus
ABF Demonstration Host: Aspergillus Jon Magnuson • DBTL: Aspergillus Host Lead • DBTL: TEST Lead [email protected] October 04, 2019 Aspergillus pseudoterreus Introduction • Fungi (Saccharomyces, Aspergillus, Pichia, Trichoderma): industrial workhorses used for making $ from commodity fuels, chemicals, and enzymes in large bioreactors … e.g., A. niger producing citric acid in ≥100,000L airlift reactors = ~3 million ton market • A. pseudoterreus & A. niger: genetic tools, genomes sequenced, genome scale metabolic model • High flux from sugars toward beachhead molecules in glycolysis and the TCA cycle, organic acids, e.g., A. pseudoterreus ATCC 32359 makes 50 g/L itaconic acid • Grows and produces organic acids at pH 1-3, free acids, not salts – Separations: high titer, free acid, crystallization possible – No lime or sulfuric acid input = no waste gypsum • Purposes: – Develop advanced DBTL tools broadly applicable to Aspergillus spp. – Show the strength of the platform for producing beachhead molecules (pyruvate, oxaloacetate, AcCoA) leading to organic acids 2 | © 2016-2019 Agile BioFoundry Demonstration Targets: Organic Acids – Target 1 (began FY17): 3-hydroxypropionic acid • Intermediate to acrylic acid and acrylonitrile • Heterologous pathway (prokaryotic) • Beachheads: pyruvate, oxaloacetate • Nat’l. Labs have a portfolio of IP around acrylonitrile that would benefit from renewable 3HP – Target 2 (began FY18): aconitic acid • A 6-carbon tricarboxylic acid, like citric acid. • Beverage acidulant, industrial chelator/modifier (cement) etc. • Central metabolite with transport limitations • Beachheads: pyruvate, oxaloacetate, acetyl-CoA – Purpose: industrially relevant organic acid demonstration targets to advance DBTL capabilities for Aspergillus and develop bioprocesses 3 | © 2016-2019 Agile BioFoundry DBTL Cycles – Target 1: 3-hydroxypropionic acid • A. pseudoterreus. Cycle 1-1- through 1-7- • A.