Downloads/Katalog PD EUR) F/Maxon Ec Motor/EC -Max-Programm/EC- Max- 30 272766 08 178 E
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

February8-2016-Ihmcbodminutes
IHMC Board of Directors Meeting Minutes Monday February 8, 2016 8:30 a.m. CST/9:30 a.m. EST Teleconference Meeting Roll Call Chair Ron Ewers Chair’s Greetings Chair Ron Ewers Action Items 1. Approval of December 7, 2015 Minutes Chair Ron Ewers 2. Approval of IHMC Conflict of Interest Policy Chair Ron Ewers Chief Executive Officer’s Report 1. Update on Pensacola Expansion Dr. Ken Ford 2. Research Update Dr. Ken Ford 3. Federal Legislative Update Dr. Ken Ford 4. State Legislative Update Dr. Ken Ford Other Items Adjournment IHMC Chair Ron Ewers called the meeting to order at 8:30 a.m. CST. Directors in attendance included: Dick Baker, Carol Carlan, Bill Dalton, Ron Ewers, Eugene Franklin, Hal Hudson, Jon Mills, Mort O’Sullivan, Alain Rappaport, Martha Saunders, Gordon Sprague and Glenn Sturm. Also in attendance were Ken Ford, Bonnie Dorr, Pam Dana, Sharon Heise, Row Rogacki, Phil Turner, Ann Spang, and Julie Sheppard. Chair Ewers welcomed and thanked everyone who dialed in this morning. He informed the Board that the next meeting is an in person meeting scheduled for Pensacola on Sunday, June 5 and Monday, June 6, 2016 adding that we would begin the event late Sunday afternoon with a dinner at the Union Public House and have a half day Board meeting in Pensacola on Monday the 6th. He asked all Board members to place this meeting date on their calendar as soon as possible and let Julie know if you are able to attend so we can solidify arrangements and book hotel rooms for out of town guests. -

Science and Technology In-Space Assembly Open Forum Presentations
WELCOME TO THE SCIENCE AND TECHNOLOGY (S&T) PARTNERSHIP OPEN FORUM: Information exchange for market analysis of commercial in-space assembly (iSA) activities November 6, 2018 Science & Technology Partnership Forum AF– NASA – NRO Interagency S&T Partnership Forum Activities and Background 6 Nov 2018 DISTRIBUTION STATEMENT A - APPROVED FOR PUBLIC RELEASE. DISTRIBUTION IS UNLIMITED. THIS BRIEFING IS FOR INFORMATION ONLY. NO U.S. GOVERNMENT COMMITMENT TO SELL, LOAN, LEASE, CO-DEVELOP, OR CO-PRODUCE DEFENSE ARTICLES OR PROVIDE DEFENSE SERVICES IS IMPLIED OR INTENDED Science and Technology Collaboration Background Focus Areas • Established S&T Partnership in 2015 as 16 topics identified and prioritized. Top 4: Summit Action Item 1. Small Satellite Technology 3. In-Space Assembly (ISA) – Strategic AF/NRO/NASA forum to identify Lead: AF Lead: NASA synergistic efforts and technologies 2. Big Data Analytics 4. Space Cybersecurity – Additional orgs: OSD, DOS, DARPA, Lead: NRO Lead: NASA AFRL, SMDC, NRL, DIA, NOAA, + Accomplishments Next Steps • In-Space Assembly industry/FFRDC summit (NOW) • 10 Tech Exchange Meetings to date: 24 orgs • Deliver ISA recommendations to Agencies (Fall ‘18) • Cross-walked S&T roadmaps in each area • One-day Big Data Research Workshop (Mar‘18) • Topic 1 transitioned to Gov’t Forum on CubeSats • New topic: cislunar space technologies (FY19) • Cross-agency Innovation Summits with industry • Normalized terms/requirements/goals • Delivered recommendations on goals, strategies, and potential joint concepts • 2 Analytical Games -

The Roar Vol. 1, Edition 02 Rgb Final
Vol . 1 -2 1 | The Roar Monday, October 19, 2015 the ROAR LCHS NEWS LIVING IN THE SHADOW OF A SIBLING ! JACQUELINE RYAN Your older sibling does not define you. They set their W HAT’ S INSIDE… Junior High Writer own bar, but you should know that you do not have to ! compete with them. Do not put them on a pedestal, because no one is perfect. As Romans 3:23 says, “All L IVING IN THE SHADOW OF A SIBLING You may be wondering: “What does it Jacqueline Ryan mean to live in the shadow of an older have sinned and fallen short of the glory of God.” sibling?” It means that because your ! STUDENT SPOTLIGHT: JONAH sibling is successful, you feel as though Find your own strengths and do something new! You H INTON’ S PAPER you must also be successful in order to don’t have to join the same clubs as your siblings, nor Sydney Beech feel a sense of accomplishment and self- do you have to play the same sports. Learn from their worth. mistakes, as well as the good things they did. You are J OKES FROM DR . SHUMAN ! your own person. God created you. You are unique. Tom Scoggin Quite a few junior high students at LCHS are younger ! While I was talking to Grace Jones, she said she feels T HE TWO DOLLAR DILEMMA siblings to upperclassmen. On the first day of school, a Tom Scoggin few of you probably heard a teacher say, “I know your like she has to live up to her older sisters because they brother/sister” as they were reading roll call. -

Performing Neutron Imaging of Mock Uranium Fuel Rods with a Robotic Manipulator
Robotics and Remote Systems Topics 837 Performing Neutron Imaging of Mock Uranium Fuel Rods with a Robotic Manipulator Joseph Hashem University of Texas at Austin, 1 University Place R9925, Austin, TX 78752 Los Alamos National Laboratory, P.O. Box 1663, Los Alamos, NM 87545 [email protected] for advanced non-destructive imaging abilities and INTRODUCTION applications. Robotic systems have been used and theorized for a This paper describes an effort under way at the wide variety of imaging purposes, from medical imaging University of Texas at Austin (U.T. Austin) with to tomography using dual-arm robotic systems [2]. In collaboration from Los Alamos National Laboratory depth repeatability tests have been performed on the (LANL) to implement a robotic manipulator as the motion Motoman SIA5 robot in [3] and demonstrate that the control system for neutron imaging tasks. This effort robot’s repeatability is sufficient for these types of includes taking robotic technologies and using them to imaging tasks. automate non-destructive imaging tasks in nuclear facilities. To illustrate the advantages of using a robotic DESCRIPTION OF THE ACTUAL WORK manipulator with neutron imaging, mock-up depleted uranium fuel rods, each consisting of five pellets prepared Imaging Source and System from urania (UO2) powder, were characterized by thermal neutron radiography. The neutron imaging was performed in beam port 3 To simulate cracks and voids resulting from at U.T. Austin’s TRIGA Mark II research reactor. In this irradiation and burn-up in a fuel pin, tungsten and beam port, there is a thermal neutron flux of 5.3x106 gadolinium inclusions were embedded in the mock-up n/cm2/s and thermal-to-epithermal ratio of 8.1x104 ± 10% pellets. -
Efficient and Trustworthy Social Navigation Via Explicit and Implicit
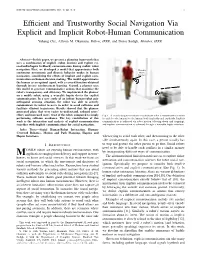
IEEE TRANSACTIONS ON ROBOTICS, VOL. X, NO. X, X 1 Efficient and Trustworthy Social Navigation Via Explicit and Implicit Robot-Human Communication Yuhang Che, Allison M. Okamura, Fellow, IEEE, and Dorsa Sadigh, Member, IEEE Abstract—In this paper, we present a planning framework that uses a combination of implicit (robot motion) and explicit (vi- sual/audio/haptic feedback) communication during mobile robot navigation. First, we developed a model that approximates both Wearable continuous movements and discrete behavior modes in human Haptic navigation, considering the effects of implicit and explicit com- Interface munication on human decision making. The model approximates the human as an optimal agent, with a reward function obtained through inverse reinforcement learning. Second, a planner uses this model to generate communicative actions that maximize the robot’s transparency and efficiency. We implemented the planner on a mobile robot, using a wearable haptic device for explicit communication. In a user study of an indoor human-robot pair orthogonal crossing situation, the robot was able to actively communicate its intent to users in order to avoid collisions and facilitate efficient trajectories. Results showed that the planner generated plans that were easier to understand, reduced users’ effort, and increased users’ trust of the robot, compared to simply Fig. 1. A social navigation scenario in which the robot communicates its intent performing collision avoidance. The key contribution of this (to yield to the human) to the human both implicitly and explicitly. Implicit work is the integration and analysis of explicit communication communication is achieved via robot motion (slowing down and stopping), (together with implicit communication) for social navigation. -

Implementation of a New PC Based Controller for a PUMA Robot
1962 Farooq et al. / J Zhejiang Univ Sci A 2007 8(12):1962-1970 Journal of Zhejiang University SCIENCE A ISSN 1673-565X (Print); ISSN 1862-1775 (Online) www.zju.edu.cn/jzus; www.springerlink.com E-mail: [email protected] Implementation of a new PC based controller for a PUMA robot FAROOQ M.†, WANG Dao-bo (College of Automation Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China) †E-mail: [email protected] Received June 13, 2007; revision accepted Aug. 20, 2007 Abstract: This paper describes the replacement of a controller for a programmable universal machine for assembly (PUMA) 512 robot with a newly designed PC based (open architecture) controller employing a real-time direct control of six joints. The original structure of the PUMA robot is retained. The hardware of the new controller includes such in-house designed parts as pulse width modulation (PWM) amplifiers, digital and analog controllers, I/O cards, signal conditioner cards, and 16-bit A/D and D/A boards. An Intel Pentium IV industrial computer is used as the central controller. The control software is implemented using VC++ pro- gramming language. The trajectory tracking performance of all six joints is tested at varying velocities. Experimental results show that it is feasible to implement the suggested open architecture platform for PUMA 500 series robots through the software routines running on a PC. By assembling controller from off-the-shell hardware and software components, the benefits of reduced and improved robustness have been realized. Key words: Programmable universal machine for assembly (PUMA) robot, Computed torque control (CTC), Pulse width modulation (PWM) amplifier, Graphical user interface (GUI) doi:10.1631/jzus.2007.A1962 Document code: A CLC number: TP2; TP311 INTRODUCTION for assembly (PUMA) 500 series robots mainly uses DEC LSI 11 processor running VAL (variable as- Robots form an essential part of mechatronics sembly language) robot control software (Unimation and computer integrated manufacturing (CIM) sys- Robotics, 1983). -
Autonomous Exploration of Unknown Rough Terrain with Hexapod Walking Robot Jan Bayer
Faculty of Electrical Engineering Department of control engineering Master’s thesis Autonomous Exploration of Unknown Rough Terrain with Hexapod Walking Robot Jan Bayer May 2019 Supervisor: Doc. Ing. Jan Faigl, Ph.D. MASTER‘S THESIS ASSIGNMENT I. Personal and study details Student's name: Bayer Jan Personal ID number: 434910 Faculty / Institute: Faculty of Electrical Engineering Department / Institute: Department of Control Engineering Study program: Cybernetics and Robotics Branch of study: Cybernetics and Robotics II. Master’s thesis details Master’s thesis title in English: Autonomous Exploration of Unknown Rough Terrain with Hexapod Walking Robot Master’s thesis title in Czech: Autonomní explorace nerovného terénu šestinohým kráčejícím robotem Guidelines: 1. Implement and experimentally verify precision and reliability of existing vision-based localization, e.g., [1], using hexapod walking robot of the Computational Robotics Laboratory [2]. 2. Propose improvement of the localization using selected sensor fusion approach, e.g., consider inertial measurements and Kalman filter. 3. Implement a method for rough terrain mapping [3,4] and proposed exploration strategy with terrain-aware motion planning [5,6,7]. 4. Verify the proposed solution in an experimental scenario with the real walking robot. Bibliography / sources: [1] Raúl Mur-Artal and Juan D. Tardós, ORB-SLAM2: an Open-Source SLAM System for Monocular, Stereo and RGB-D Cameras, IEEE Transactions on Robotics, vol. 33, no. 5, pp. 1255-1262, 2017. [2] J. Mrva, J. Faigl: Tactile sensing with servo drives feedback only for blind hexapod walking robot, Robot Motion and Control (RoMoCo), 2015, pp. 240-245. [3] P. Fankhauser, M. Bloesch and M. Hutter: Probabilistic Terrain Mapping for Mobile Robots With Uncertain Localization, IEEE Robotics and Automation Letters, vol. -

Emotive Robotics with I-Zak
Emotive Robotics with I-Zak Henrique Foresti, Gabriel Finch, Lucas Cavalcanti, Felipe Alves, Diogo Lacerda, Raphael Brito, Filipe Villa Verde, Tiago Barros, Felipe Freitas, Leonardo Lima, Wayne Ribeiro, H.D. Mabuse, and Veronica Teichrieb and Jo~aoMarcelo Teixeira C.E.S.A.R (Centro de Estudos e Sistemas Avanados do Recife), Rua Bione, 220, 50030-390 - Cais do Apolo, Bairro do Recife - Recife, PE - Brazil VOXAR Labs at CIn{UFPE (Universidade Federal de Pernambuco), Av. Jornalista Anibal Fernandes s/n, 50740-560 - Cidade Universitria, Recife, PE - Brazil {henrique.foresti,gabriel.finch,lucas.cavalcanti,felipe.alves, diogo.lacerda,raphael.brito,filipe.villa,tiago.barros, felipe.freitas,leonardo.lima,wayne.ribeiro,mabuse}@cesar.org.br {vt,jmxnt}@cin.br http://www.i-zak.org/ Abstract. This document describes the efforts of the LARC/CBR team C.E.S.A.R.-VOXAR labs from a private institute of research, Recife Cen- ter for Advanced Studies and Systems (CESAR), and VOXAR Labs, a research center of Center of Informatics of the Federal University of Per- nambuco (UFPE), Brazil, for the competition to be held in Recife in 2016. Our team will present a robot for interaction with humans, de- signed and constructed through Emotive Robotics concepts. 1 Introduction The C.E.S.A.R. - VOXAR labs team was formed with the objective of researching and developing robots for interaction with humans, introducing the concept of Emotive Robotics. We are submitting our work to robotics competitions as a way to validate these concepts that we are developing in a real scenario. This team achieved 1st place in the @home category two times at the CBR / LARC (Brazilian and Latino America Robotics Competition), one in S~aoCarlos / Brazil, in October 2014, with i-Zak 1.0, their first produced robot and another in Uberl^andia/ Brazil, in November 2015, with a new version of I-Zak. -

Potential Applications of Robotics in Transportation Engineering
64 TRANSPORTATION RESEARCH RECORD 1234 Potential Applications of Robotics in Transportation Engineering FAzIL T. NAJAFI AND SuMANTH M. NAIK Deficiencies in transportation facilities must be addressed urgently. In the foreseeable future, most of the traditional civil engi The adoption of new technologies into the transportation sector is neering projects can be expected to evolve and adapt to chang necessary to the productive and economic rehabilitation, repair, ing market conditions. Even in established disciplines such as and maintenance of the infrastructure of existing transportation transportation, water supply, waste treatment, and geotech systems. The continuous need for construction and rehabilitation and repair and maintenance of transportation network systems, nical engineering, pressures from urban growth and resource specifically under uncontrolled environments, is an issue addressed depletion will (a) force technological advancement toward in conjunction with robotic applications. The nature of robot tasks tackling increasingly constrained conditions in subway and is discussed in this paper to provide general knowledge about this sewer tunnels, (b) minimize disruption in highway and utility technology. Also discussed are robot attributes and the manipu structures, and ( c) maximize the flexibility and utility of build lation of robots for tasks such as welding and painting of highway ings. Advances in materials and design concepts, coupled with bridge components. Current research in other robot applications such as sealing, grinding, sandblasting, inspection of concrete the need to reduce the risk of failure associated with natural pavements, handling of precast concrete beams, fabrication of steel calamities such as earthquakes, floods, hurricanes, and fires, and reinforcing bars, excavation, tunneling, roadside manage will continue to mandate advances in structural engineering. -
Robotics in the Construction Industry
Calhoun: The NPS Institutional Archive Theses and Dissertations Thesis Collection 1990 Robotics in the construction industry. Jackson, James R. http://hdl.handle.net/10945/28508 ROBOTICS IN THE CONSTRUCTION INDUSTRY BY JAMES R. JACKSON A REPORT PRESENTED TO THE GRADUATE COMMITTEE OF THE DEPARTMENT OF CIVIL ENGINEERING IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF ENGINEERING T252355 UNIVERSITY OF FLORIDA SUMMER 1990 /Jus/ This paper is dedicated to my wife, Sonja, whose patience and understanding during the preparation of this paper is most appreciated. Without her love and support, this paper would have been most difficult to write. TABLE OF CONTENTS ABSTRACT v LIST OF TABLES vi LIST OF FIGURES vii CHAPTER ONE - INTRODUCTION 1 1.1 INTRODUCTION 1 CHAPTER TWO - ROBOTICS: A GENERAL OVERVIEW 3 2.1 DEFINITIONS 3 2.1.1 Robotics 3 2.1.2 Robot 3 2.2 BASIC ROBOT MOVEMENTS 4 2.2.1 Cartesian Robot 5 2.2.2 Cylindrical Robot 6 2.2.3 Spherical Robot 7 2.2.4 Anthropomorphic Robot ... 9 2.2.5 Selective Compliance Assembly Robot Arm (SCARA) 9 2.2.6 Spine Robot 10 2.2.7 Wrist 12 2.3 BASIC ROBOT COMPONENTS 13 2.3.1 Manipulator 13 2.3.2 Controller 15 2.3.3 Power Supply 21 2.3.4 End Effectors 23 2.3.5 Sensors 24 2.3.6 Mobility 31 2.4 ADVANTAGES AND BENEFITS OF ROBOTS 32 2.4.1 Improved Product Quality 32 2.4.2 Improved Quality of Life 32 2.4.3 Reduction of Labor Costs 33 2.5 DISADVANTAGES OF ROBOTS 33 2.5.1 Lack of Mechanical Flexibility ... -

The Artificial Creation of Life and What It Means to Be Human Caroline Mosser University of South Carolina
University of South Carolina Scholar Commons Theses and Dissertations 6-30-2016 The Artificial Creation Of Life And What It Means To Be Human Caroline Mosser University of South Carolina Follow this and additional works at: https://scholarcommons.sc.edu/etd Part of the Arts and Humanities Commons Recommended Citation Mosser, C.(2016). The Artificial Creation Of Life And What It Means To Be Human. (Doctoral dissertation). Retrieved from https://scholarcommons.sc.edu/etd/3482 This Open Access Dissertation is brought to you by Scholar Commons. It has been accepted for inclusion in Theses and Dissertations by an authorized administrator of Scholar Commons. For more information, please contact [email protected]. The Artificial Creation of Life and What It Means to Be Human by Caroline Mosser Bachelor of Arts Upper Alsace University, 2009 Master of Arts Upper Alsace University, 2011 Submitted in Partial Fulfillment of the Requirements For the Degree of Doctor of Philosophy in Comparative Literature College of Arts and Sciences University of South Carolina 2016 Accepted by: Daniela Di Cecco, Major Professor Yvonne Ivory, Committee Member Rebecca Stern, Committee Member Susan Vanderborg, Committee Member Lacy Ford, Senior Vice Provost and Dean of Graduate Studies © Copyright by Caroline Mosser, 2016 All Rights Reserved ii Acknowledgements I would like to express my gratitude to those who have supported me throughout my graduate studies, leading to the present dissertation. First and foremost, I would like to thank my advisor, Dr. Daniela Di Cecco for her continuous support, patience, and guidance throughout this project. Her technical and editorial advice was essential for its completion. -

N. Katherine Hayles, How We Became Posthuman, Virtual Bodies in Cybernetics, Literature, and Informatics, 1999
HOW WE BECAME POSTHUMAN HOW W E BECAME POSTHUMAN Virtual Bodies in Cybernetics, Literature, and Informatics N. KATHERINE HAYLES The University of Chicago Press Chicago er London N. KATHERINE HAYLES is professor of English atthe University of California, Los Angeles. She holds degrees in both chemistry and English. She is the author of The Cosmic Web: Scientific Field Models and Literary Strategies in the Twentieth Century (1984) and Chaos Bound: Orderly Disorder in Contemporary Literature and Science (1990) and is the editor of Chaos and Order: Complex Dynamics in Literature and Science (1991), the last published by the University of Chicago Press. The University of Chicago Press, Chicago 60637 The University of Chicago Press, Ltd., London © 1999 by The University of Chicago All rights reserved. Published 1999 Printed in the United States of America 08 07 06 05 04 03 02 01 00 3 4 5 ISBN (cloth): 0-226-32145-2 ISBN (paper): 0-226-32146-0 Library of Congress Cataloging-in-Publication Data Hayles, N. Katherine. How we became posthuman : virtual bodies in cybernetics, literature, and informatics / N. Katherine Hayles. p. cm. Includes bibliographical references and index. ISBN: 0-226-32145-2 (cloth: alk. paper). - ISBN: 0-226-32146-0 (pbk. : alk. paper) l. Artificial intelligence. 2. Cybernetics. 3. Computer science. 4. Virtual reality. 5. Virtual reality in literature. I. Title. Q335.H394 1999 003'.5---dc21 98-36459 CIP SThe paper used in this publication meets the minimum requirements of the American National Standard for the Information Sciences-Permanence of Paper for Printed Library Materials, ANSI Z39.48-1992.