BARC Newsletter | May-June 2016 | 1 Brief Communication Development of 50Kw, 2-3Khz Induction Heating Inverter for WIP, Trombay R.K
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

IISER Pune Annual Report 2015-16 Chairperson Pune, India Prof
dm{f©H$ à{VdoXZ Annual Report 2015-16 ¼ããäÌãÓ¾ã ãä¶ã¹ã¥ã †Ìãâ Êãà¾ã „ÞÞã¦ã½ã ½ãÖ¦Ìã ‡ãŠñ †‡ãŠ †ñÔãñ Ìãõ—ãããä¶ã‡ãŠ ÔãâÔ©ãã¶ã ‡ãŠãè Ô©ãã¹ã¶ãã ãä•ãÔã½ãò ‚㦾ãã£ãìãä¶ã‡ãŠ ‚ã¶ãìÔãâ£ãã¶ã Ôããä֦㠂㣾ãã¹ã¶ã †Ìãâ ãäÍãàã¥ã ‡ãŠã ¹ãî¥ãùã Ôãñ †‡ãŠãè‡ãŠÀ¥ã Öãñý ãä•ã—ããÔãã ¦ã©ãã ÀÞã¶ã㦽ã‡ãŠ¦ãã Ôãñ ¾ãì§ãŠ ÔãÌããó§ã½ã Ôã½ãã‡ãŠÊã¶ã㦽ã‡ãŠ ‚㣾ãã¹ã¶ã ‡ãñŠ ½ã㣾ã½ã Ôãñ ½ããõãäÊã‡ãŠ ãäÌã—ãã¶ã ‡ãŠãñ ÀãñÞã‡ãŠ ºã¶ãã¶ããý ÊãÞããèÊãñ †Ìãâ Ôããè½ããÀãäÖ¦ã / ‚ãÔããè½ã ¹ã㟿ã‰ãŠ½ã ¦ã©ãã ‚ã¶ãìÔãâ£ãã¶ã ¹ããäÀ¾ããñ•ã¶ãã‚ããò ‡ãñŠ ½ã㣾ã½ã Ôãñ œãñ›ãè ‚ãã¾ãì ½ãò Öãè ‚ã¶ãìÔãâ£ãã¶ã àãñ¨ã ½ãò ¹ãÆÌãñÍãý Vision & Mission Establish scientific institution of the highest caliber where teaching and education are totally integrated with state-of-the- art research Make learning of basic sciences exciting through excellent integrative teaching driven by curiosity and creativity Entry into research at an early age through a flexible borderless curriculum and research projects Annual Report 2015-16 Governance Correct Citation Board of Governors IISER Pune Annual Report 2015-16 Chairperson Pune, India Prof. T.V. Ramakrishnan (till 03/12/2015) Emeritus Professor of Physics, DAE Homi Bhabha Professor, Department of Physics, Indian Institute of Science, Bengaluru Published by Dr. K. Venkataramanan (from 04/12/2015) Director and President (Engineering and Construction Projects), Dr. -
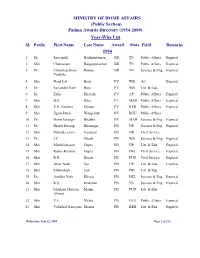
(Public Section) Padma Awards Directory (1954-2009) Year-Wise List Sl
MINISTRY OF HOME AFFAIRS (Public Section) Padma Awards Directory (1954-2009) Year-Wise List Sl. Prefix First Name Last Name Award State Field Remarks 1954 1 Dr. Sarvapalli Radhakrishnan BR TN Public Affairs Expired 2 Shri Chakravarti Rajagopalachari BR TN Public Affairs Expired 3 Dr. Chandrasekhara Raman BR TN Science & Eng. Expired Venkata 4 Shri Nand Lal Bose PV WB Art Expired 5 Dr. Satyendra Nath Bose PV WB Litt. & Edu. 6 Dr. Zakir Hussain PV AP Public Affairs Expired 7 Shri B.G. Kher PV MAH Public Affairs Expired 8 Shri V.K. Krishna Menon PV KER Public Affairs Expired 9 Shri Jigme Dorji Wangchuk PV BHU Public Affairs 10 Dr. Homi Jehangir Bhabha PB MAH Science & Eng. Expired 11 Dr. Shanti Swarup Bhatnagar PB UP Science & Eng. Expired 12 Shri Mahadeva Iyer Ganapati PB OR Civil Service 13 Dr. J.C. Ghosh PB WB Science & Eng. Expired 14 Shri Maithilisharan Gupta PB UP Litt. & Edu. Expired 15 Shri Radha Krishan Gupta PB DEL Civil Service Expired 16 Shri R.R. Handa PB PUN Civil Service Expired 17 Shri Amar Nath Jha PB UP Litt. & Edu. Expired 18 Shri Malihabadi Josh PB DEL Litt. & Edu. 19 Dr. Ajudhia Nath Khosla PB DEL Science & Eng. Expired 20 Shri K.S. Krishnan PB TN Science & Eng. Expired 21 Shri Moulana Hussain Madni PB PUN Litt. & Edu. Ahmed 22 Shri V.L. Mehta PB GUJ Public Affairs Expired 23 Shri Vallathol Narayana Menon PB KER Litt. & Edu. Expired Wednesday, July 22, 2009 Page 1 of 133 Sl. Prefix First Name Last Name Award State Field Remarks 24 Dr. -

Jawaharlal Nehru University, New Delhi
Jawaharlal Nehru University, New Delhi The Annual Quality Assurance Report (AQAR) of the Internal Quality Assurance Cell (IQAC) st th (1 July 2016 to 30 June 2017) 14995_AQAR_2016-2017_Jawaharlal Nehru University_New Delhi Page 1 of 140 All NAAC accredited institutions will submit an annual self-reviewed progress report to NAAC, through its IQAC. The report is to detail the tangible results achieved in key areas, specifically identified by the institutional IQAC at the beginning of the academic year. The AQAR will detail the results of the perspective plan worked out by the IQAC. (Note: The AQAR period would be the Academic Year. For example, July 1, 2012 to June 30, 2013) Part – A AQAR for the year July 2016 – June 2017 1. Details of the Institution 1.1 Name of the Institution Jawaharlal Nehru University 1.2 Address Line 1 Administrative Building Address Line 2 New Mehrauli Road City/Town New Delhi State Delhi Pin Code 110067 Institution e-mail address [email protected] Contact Nos. 011-26704090 Name of the Head of the Institution: Prof. M. Jagadesh Kumar Vice Chancellor Tel. No. with STD Code: 011-26704001 Mobile: - 14995_AQAR_2016-2017_Jawaharlal Nehru University_New Delhi Page 2 of 140 Name of the IQAC Co-ordinator: Prof. Atul Kumar Johri Director (IQAC) Mobile: - [email protected] IQAC e-mail address: 1.3 NAAC Track ID (For ex. MHCOGN 18879) 14995 1.4 NAAC Executive Committee No. & Date: 05.07.2012 (For Example EC/32/A&A/143 dated 3-5-2004. This EC no. is available in the right corner- bottom of your institution’s Accreditation Certificate) 1.5 Website address: jnu.ac.in Web-link of the AQAR: https://jnu.ac.in/iqac_reports For ex. -

IEPF1 Folios Are Mrked As Match Ed Otherwise Unmatched)
INDIA CARBON LIMITED Common unpaid Folios from year 2010 to 2012 (IEPF1 folios are mrked as Match ed otherwise Unmatched) SHARES SHARES_c YR_20 YR_2 YR_201 REMARKS FOLIO_NO _2009 urrent NAME 10 011 2 ADD1 ADD2 ADD3 ADD4 PIN 12034500000 HOWRAH 15146 12 12 TARA PADA DUTTA 18 18 18 Matched VILL-RAMESHWAR PVR P.O.MUNSHI GHAT WEST BENGAL 711410 A000008 83 83 GOKALDAS SHIVALDAS AHUJA 124.5 125 124.5 Matched 8/3 SANDHURST HOUSE 33 MEREWEATHER ROAD MUMBAI 400001 A000013 100 100 SHANTI RAMCHAND AHUJA 150 150 150 Matched FLAT NO 35 4TH FLOOR D ROAD 61 MARINE DRIVE TULSI NIVAS MUMBAI 400001 A000020 44 44 NAYAN ACHARYA 66 66 66 Matched 288 RASH BEHARI AVENUE KOLKATA 700019 A000112 30 30 SURBALA SANMUKHLAL ADHIKARI 45 45 45 Matched B/53 PANNALAL TERRACE GRANT ROAD MUMBAI 400007 A000116 171 171 AHAMED MOHAMED AFINIA 256.5 257 256.5 Matched 12/13 GOPAL CHETTY LANE CHENNAI 600001 A000195 20 20 RATILAL DEVCHAND ADATIA 30 30 30 Matched 'SHYAMAKUNJ' LASHKARI ROAD TITHAL GUJARAT 396006 A000203 20 20 SHIBLAL AGGARWAL 30 30 30 Matched C/O PARMANAND PURSHOTTAMDAS ROTHAK MANDI HARYANA 144000 A000204 48 48 M P AGGARWAL 72 72 72 Matched C/O BARREL SUPPLY CO 72 ASHOKA PARK MAIN ROHTAK ROAD DELHI 110035 A000220 30 30 ATMA RAM ARYA 45 45 45 Matched C/O AIR CARRYING CORPORATION 134/4 MAHATMA GANDHI ROADKOLKATA 700007 A000226 20 20 GOPAL RAMCHANDRA ACHARYA 30 30 30 Matched SUKH ANIWAS STATION ROAD MERAJ 400000 A000240 20 20 NAND LAL AGGARWAL 30 30 30 Matched C/O JAI BHARAT TRADING CO NAYA BAZAR DELHI 6 110000 A000285 64 64 SHAILENDRA KUMAR AGRAWAL 96 96 96 Matched C/O -

India's Stocks of Civil and Military Plutonium and Highly Enriched Uranium, End 2014
PlutoniumPlutonium andand HighlyHighly EnrichedEnriched UraniumUranium 20152015 INSTITUTEINSTITUTE FOR FOR SCIENCE SCIENCE AND AND INTERNATIONAL INTERNATIONAL SECURITY SECURITY India’s Stocks of Civil and Military Plutonium and Highly Enriched Uranium, End 20141 By David Albright and Serena Kelleher-Vergantini November 2, 2015 1 This report is part of a series on national and global stocks of nuclear explosive materials in both civil and military nuclear programs. This work was generously funded by a grant from the Nuclear Threat Initiative (NTI). This work builds on earlier work done at ISIS by one of the authors. 440 First Street NW, Suite 800, Washington, DC 20001 TEL 202.547.3633 Twitter @TheGoodISIS E-MAIL [email protected] • www.isis-online.org Contents Summary .............................................................................................................................................. 2 1. India’s Civil Plutonium Stockpile .................................................................................................... 3 1.1 Civil Plutonium Production ........................................................................................................ 3 1.2 Plutonium Separation ................................................................................................................. 5 1.2.1 India’s Fast Breeder Reactors .............................................................................................. 6 1.3 Unirradiated Plutonium Inventory ............................................................................................. -

Nuclear Security Governance in India: Institutions, Instruments, and Culture (2019)
SANDIA REPORT SAND2020-10916 Printed October 2020 Nuclear Security Governance in India: Institutions, Instruments, and Culture (2019) Sitakanta Mishra (Associate Professor, School of Liberal Studies, Pandit Deendayal Petroleum University, Gujarat, India) Happymon Jacob (Associate Professor, School of International Studies, Jawaharlal Nehru University, New Delhi, India) Visiting Research Scholars Cooperative Monitoring Center Sandia National Laboratories P.O. Box 5800 Albuquerque, New Mexico 87185-MS1373 Prepared by Sandia National Laboratories Albuquerque, New Mexico 87185 and Livermore, California 94550 Issued by Sandia National Laboratories, operated for the United States Department of Energy by National Technology & Engineering Solutions of Sandia, LLC. NOTICE: This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government, nor any agency thereof, nor any of their employees, nor any of their contractors, subcontractors, or their employees, make any warranty, express or implied, or assume any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represent that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government, any agency thereof, or any of their contractors or subcontractors. The views and opinions expressed herein do not necessarily state or reflect those of the United States Government, any agency thereof, or any of their contractors. Printed in the United States of America. This report has been reproduced directly from the best available copy. -

Dear Aspirant with Regard
DEAR ASPIRANT HERE WE ARE PRESENTING YOU A GENRAL AWERNESS MEGA CAPSULE FOR IBPS PO, SBI ASSOT PO , IBPS ASST AND OTHER FORTHCOMING EXAMS WE HAVE UNDERTAKEN ALL THE POSSIBLE CARE TO MAKE IT ERROR FREE SPECIAL THANKS TO THOSE WHO HAS PUT THEIR TIME TO MAKE THIS HAPPEN A IN ON LIMITED RESOURCE 1. NILOFAR 2. SWETA KHARE 3. ANKITA 4. PALLAVI BONIA 5. AMAR DAS 6. SARATH ANNAMETI 7. MAYANK BANSAL WITH REGARD PANKAJ KUMAR ( Glory At Anycost ) WE WISH YOU A BEST OF LUCK CONTENTS 1 CURRENT RATES 1 2 IMPORTANT DAYS 3 CUPS & TROPHIES 4 4 LIST OF WORLD COUNTRIES & THEIR CAPITAL 5 5 IMPORTANT CURRENCIES 9 6 ABBREVIATIONS IN NEWS 7 LISTS OF NEW UNION COUNCIL OF MINISTERS & PORTFOLIOS 13 8 NEW APPOINTMENTS 13 9 BANK PUNCHLINES 15 10 IMPORTANT POINTS OF UNION BUDGET 2012-14 16 11 BANKING TERMS 19 12 AWARDS 35 13 IMPORTANT BANKING ABBREVIATIONS 42 14 IMPORTANT BANKING TERMINOLOGY 50 15 HIGHLIGHTS OF UNION BUDGET 2014 55 16 FDI LLIMITS 56 17 INDIAS GDP FORCASTS 57 18 INDIAN RANKING IN DIFFERENT INDEXS 57 19 ABOUT : NABARD 58 20 IMPORTANT COMMITTEES IN NEWS 58 21 OSCAR AWARD 2014 59 22 STATES, CAPITAL, GOVERNERS & CHIEF MINISTERS 62 23 IMPORTANT COMMITTEES IN NEWS 62 23 LIST OF IMPORTANT ORGANIZATIONS INDIA & THERE HEAD 65 24 LIST OF INTERNATIONAL ORGANIZATIONS AND HEADS 66 25 FACTS ABOUT CENSUS 2011 66 26 DEFENCE & TECHNOLOGY 67 27 BOOKS & AUTHOURS 69 28 LEADER”S VISITED INIDIA 70 29 OBITUARY 71 30 ORGANISATION AND THERE HEADQUARTERS 72 31 REVOLUTIONS IN AGRICULTURE IN INDIA 72 32 IMPORTANT DAMS IN INDIA 73 33 CLASSICAL DANCES IN INDIA 73 34 NUCLEAR POWER -

IISER AR PART I A.Cdr
dm{f©H$ à{VdoXZ Annual Report 2016-17 ^maVr¶ {dkmZ {ejm Ed§ AZwg§YmZ g§ñWmZ nwUo Indian Institute of Science Education and Research Pune XyaX{e©Vm Ed§ bú` uCƒV‘ j‘Vm Ho$ EH$ Eogo d¡km{ZH$ g§ñWmZ H$s ñWmnZm {Og‘| AË`mYw{ZH$ AZwg§YmZ g{hV AÜ`mnZ Ed§ {ejm nyU©ê$n go EH$sH¥$V hmo& u{Okmgm Am¡a aMZmË‘H$Vm go `wº$ CËH¥$ï> g‘mH$bZmË‘H$ AÜ`mnZ Ho$ ‘mÜ`m‘ go ‘m¡{bH$ {dkmZ Ho$ AÜ``Z H$mo amoMH$ ~ZmZm& ubMrbo Ed§ Agr‘ nmR>çH«$‘ VWm AZwg§YmZ n[a`moOZmAm| Ho$ ‘mÜ`‘ go N>moQ>r Am`w ‘| hr AZwg§YmZ joÌ ‘| àdoe& Vision & Mission uEstablish scientific institution of the highest caliber where teaching and education are totally integrated with state-of-the-art research uMake learning of basic sciences exciting through excellent integrative teaching driven by curiosity and creativity uEntry into research at an early age through a flexible borderless curriculum and research projects Annual Report 2016-17 Correct Citation IISER Pune Annual Report 2016-17, Pune, India Published by Dr. K.N. Ganesh Director Indian Institute of Science Education and Research Pune Dr. Homi J. Bhabha Road Pashan, Pune 411 008, India Telephone: +91 20 2590 8001 Fax: +91 20 2025 1566 Website: www.iiserpune.ac.in Compiled and Edited by Dr. Shanti Kalipatnapu Dr. V.S. Rao Ms. Kranthi Thiyyagura Photo Courtesy IISER Pune Students and Staff © No part of this publication be reproduced without permission from the Director, IISER Pune at the above address Printed by United Multicolour Printers Pvt. -

Monthwise Appointments in Current Affairs Of
Appointments 2017(Jan – Dec) January Name of the person Name of the Post BCCI President Anurag The Supreme Court has removed from the Office Thakur and Secretary Ajay Shirke Prof. David R. Syiemlieh Chairman of Union Public Service Commission Air Marshal SB Deo Vice Chief of the Air Staff of Indian Air Force ShivpalYadav AkhileshYadav Dismisses him and appoints NareshUttam as Party’s Chief US Congress Members Kamala Harris Ami Bera Ro Khanna Raja Krishnamoorthi PramilaJayapal Paul Ryan re -elected Speaker of US House of Representatives Robert Lighthizer Chief Trade Negotiator JovenelMoise President of Haiti SurekhaMarandi Executive Director Reserve Bank of India Karan Bajwa Managing Director IBM India S Padmanabhan Chairman of Tata Power Kalyan Krishnamurthy Flipkart’s new CEO Kumar Sharadindu MD & CEO of SBI Pension Funds Pakistan’s Gen. Raheel Sharif Head of Islamic Military Alliance Shalabh Seth CEO of Ola Fleet Technologies Daniel Ortega Nicaragua’s President for Third Consecutive Term Dr. Ausaf Sayeed High Commissioner of India to the Republic of Seychelles Vikram Pawah President of BMW Group India Jimmy Adams, former captain New director of West Indies cricket Housing’s ex -CEO Jason Kothari chief strategy and investment officer of Snapdeal Manish Tewari Senior fellow of US think tank Atlantic Council Rajesh Gopinathan Chief Executive Officer of TCS TCS CEO N. Chandrasekaran Tata Sons chairman. Ashish Shelar Maharashtra Cricket Association president Sanjeev Srinivasan CEO, MD Bharti AXA General Antonio Tajani President of European -

DAE Safety Meet
Topics for contributory papers and poster presentations Atomic Energy Regulatory Board Category: Industrial Safety Fire hazard analysis S a f e t y i n E v o l v i n g & A d v a n c e d Safety audit and Technological Applications Elements of safety audit and case studies Reliability of emergency systems NMAs/Serious accidents, case studies from your Raja Ramanna Centre for Advanced Technology Safety aspect in developing technology from units laboratory to industrial scale Challenges and strategies for promoting safety Safety Management in R&D organization in work places Chemical safety aspects including Advanced Non-ionizing radiation nd Hazard Identification Category: Occupational Health: 32 DAE Safety & Occupational Health Professionals Meet Techniques and Process Safety Management Positive Health Management October 5-7, 2015, RRCAT, Indore and case studies Prevention of cancer Innovation in reducing human errors in Occupational stress management industries Occupational health safety in laser and Fire safety and advanced techniques of fire- accelerator operation and case studies fighting in nuclear facilities Contact Details Dr. S.M. Oak, Convener Chairman, Apex Safety Committee OS & Head, Solid State Laser Division RRCAT, PO: CAT, Indore (MP) - 452013 Ph:0731-2442312 / 28 (PA) & Mob: 94253-16291 Fax: 0731-2442300, Email: [email protected] Themes: For Sending Contributory Papers For Local Arrangements Shri 1. Safety in Evolving and Advanced Technological Applications Shri S. R. Bhave, SO/F Industrial Plants S.M. Jalali, Member-Secretary 2. Positive Health Management Safety Division (IPSD), AERB, Niyamak Head, Fire & Safety Section Bhavan, Anushakti Nagar, Mumbai - Supt. Eng. (JL), Construction & Services Division 400094 RRCAT, PO: CAT, Indore (MP) - 452013 Ph:022-25990409, Mob: 98196-24877 Ph:0731-2488870, 2488088, Mob: 94250-81881 Fax: 022-25990400, Email: [email protected] Fax: 0731-2488866, Email: [email protected] Around Indore Indore is a major industrial and commercial city of MP state. -

Founder's Day 2016 Speech by Dr. Sekhar Basu, Chairman
Founder’s Day Address Friday, October 28, 2016 by Sekhar Basu Chairman, AEC & Secretary, DAE Good morning to all of you, Senior Members of the DAE Family, Distinguished Invitees, Representatives from Media, my dear Colleagues and Friends, I extend warm welcome to all of you, to this Founder’s Day celebrations, to pay respectful homage to our visionary Founder, Dr. Homi Jehangir Bhabha, on his 107th birth anniversary. This is a day for us to reflect on our recent performance and achievements and also re-dedicate ourselves to realise the vision of our Founder for the continued development in the field of nuclear energy and nuclear applications, to bring prosperity for all. Page 1 of 15 Dear Friends, I will talk about our recent activities; re-grouped as per the document presented to the NITI Aayog on DAE vision, action plan and strategy. Let me start with the first stage of Indian Nuclear Power Programme. In the last budget speech, Honourable Finance Minister has indicated funding to the extent of Rs.3,000 crores on a continuous basis for the nuclear power programme. We have proposed capacity addition of 2.5 to 3 GWe every year for next 15 to 20 years. In addition to about 5.7 GWe power generating capacity, we are also constructing 10 reactors which will add 7.7 GWe by 2024. We have approached the government for sanction of serial construction of 10 PHWRs in one go. The arrangements for Kudankulam Units 5&6 is also likely to be finalised shortly. You are aware that Kudankulam Unit 1 is performing consistently at full power since February 2016 and Kudankulam Unit 2 has been Page 2 of 15 synchronised to the grid. -

Year Book of the Indian National Science Academy
AL SCIEN ON C TI E Y A A N C A N D A E I M D Y N E I A R Year Book B of O The Indian National O Science Academy K 2019 2019 Volume I Angkor, Mob: 9910161199 Angkor, Fellows 2019 i The Year Book 2019 Volume–I S NAL CIEN IO CE T A A C N A N D A E I M D Y N I INDIAN NATIONAL SCIENCE ACADEMY New Delhi ii The Year Book 2019 © INDIAN NATIONAL SCIENCE ACADEMY ISSN 0073-6619 E-mail : esoffi [email protected], [email protected] Fax : +91-11-23231095, 23235648 EPABX : +91-11-23221931-23221950 (20 lines) Website : www.insaindia.res.in; www.insa.nic.in (for INSA Journals online) INSA Fellows App: Downloadable from Google Play store Vice-President (Publications/Informatics) Professor Gadadhar Misra, FNA Production Dr VK Arora Shruti Sethi Published by Professor Gadadhar Misra, Vice-President (Publications/Informatics) on behalf of Indian National Science Academy, Bahadur Shah Zafar Marg, New Delhi 110002 and printed at Angkor Publishers (P) Ltd., B-66, Sector 6, NOIDA-201301; Tel: 0120-4112238 (O); 9910161199, 9871456571 (M) Fellows 2019 iii CONTENTS Volume–I Page INTRODUCTION ....... v OBJECTIVES ....... vi CALENDAR ....... vii COUNCIL ....... ix PAST PRESIDENTS OF THE ACADEMY ....... xi RECENT PAST VICE-PRESIDENTS OF THE ACADEMY ....... xii SECRETARIAT ....... xiv THE FELLOWSHIP Fellows – 2019 ....... 1 Foreign Fellows – 2019 ....... 154 Pravasi Fellows – 2019 ....... 172 Fellows Elected (effective 1.1.2019) ....... 173 Foreign Fellows Elected (effective 1.1.2019) ....... 177 Fellowship – Sectional Committeewise ....... 178 Local Chapters and Conveners ......