SPRAY FORMING of Tl-ALUMINIDE-BASED ALLOYS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Effect of Heat Treatment on the Microstructure of Spray Formed AISI M2 High-Speed Steel
Effect of Heat Treatment on the Microstructure of Spray Formed AISI M2 High-speed Steel Lima, R. M.; Jesus, E. R. B.; Rossi, J. L. Instituto de Pesquisas Energéticas e Nucleares - IPEN Powder Processing Centre – CPP P. O. Box 11 049 - CEP 05422-970 - São Paulo - Brazil Keywords: spray forming, M2 high-speed steel, heat treatment. ABSTRACT. The effect of heat treatment on the microstructure of spray formed AISI M2 high- speed steel is under evaluation. The objective was to optimise heat treatments allowing further mechanical working. The M2 steel used in the present work was obtained in a spray forming plant in Brazil, built for processing billets preforms of light alloys and steels. The typical microstructure of spray formed materials, i.e., fine and equiaxial grains, allowed the optimisation of the M2 spheroidization heat treatment. The heat treatment at 1166 ˚C for 12 hours was effective in producing microstructure and hardness suitable for further mechanical working. INTRODUCTION High-speed steels can be obtained by three distinct methods, casting, powder metallurgy and spray forming. The casting route usually leads to a microstructure with segregation and poor carbide size distribution. This may affect the material performance, but can be minimised by post thermal mechanical treatments, at a cost penalty. Powder metallurgy methods can overcome such problems. The result is the obtention of materials with improved performance. Nevertheless, the removal of any remaining porosity can be highly expensive, e.g. by hot isostatic pressing. In the early 70, the development of spray forming introduced a new process. One of the outstanding features of this process is the capability to produce alloys that are normally difficult to cast by conventional techniques. -

SPRAY FORMING of AL-10Si-10Pb: a STUDY of THEIR MICROSTRUCTURE and WEAR CHARACTERISTICS Prof
G.J. E.D.T.,Vol.4(2):7-17 (March-April, 2015) ISSN: 2319 – 7293 SPRAY FORMING OF AL-10Si-10Pb: A STUDY OF THEIR MICROSTRUCTURE AND WEAR CHARACTERISTICS Prof. Rahool.V. Ramgounda* & Prof. Ramappa.Savadi** *M.Tech (Production Technology), Assistant Professor, Dept of Mechanical Engineering, G.V.Acharya Engg college, Shelu **M.Tech (Production Technology), Assistant Professor, Dept of Mechanical Engineering, G.V.Acharya Engg College, Shelu ABSTRACT The liquid immiscible alloys based on Al-Pb system are potential materials for application in automobile and aerospace industries. However, their processing by the conventional casting techniques is difficult due to liquid immiscibility in a wide range of temperature and com- position and also large density difference of the constituent phase. In the past, several techniques different from conventional casting have been employed to prevent segregation of lead during freezing of the melt. Techniques based on ultrasonic vibration of melt, powder metallurgy, stir casting, space metallurgy, rheocasting, strip casting, melt spinning and spray forming, results in a uniform distribution of lead particles in Al matrix. However, some of these techniques are often associated with either a higher energy consumption or generation of coarse grain microstructures. Among these techniques, spray forming possesses several advantages in effective micro structural control together with producing a near net shape preform in a less number or processing steps. In this process, the melt is superheated to a temperature above the liquid immiscibility region of the melt prior to atomization. Rapid cooling associated with solidification of atomized droplets and a turbulent fluid flow condition on the deposition surface minimizes the separation of the Al and Pb-rich phases. -

Influence of Hot Isostatic Pressing On
JMEPEG ÓASM International DOI: 10.1007/s11665-014-0869-z 1059-9495/$19.00 Influence of Hot Isostatic Pressing on the Microstructure and Mechanical Properties of a Spray-Formed Al-4.5 wt.% Cu Alloy S. Devaraj, S. Sankaran, R. Kumar, and G. Appa Rao (Submitted September 6, 2013; in revised form December 4, 2013) Al-4.5 wt.% Cu alloy was spray atomized and deposited at varied spray heights ranging from 300 to 390 mm. The average grain sizes decreased from 29 to 18 lm and a concomitant increase in the hardness and the 0.2% yield strength (YS) with increase in the spray height. The respective hardness values of SF-300, SF-340, and SF-390 are 451 ± 59, 530 ± 39, and 726 ± 39 MPa and the YS are 108 ± 7, 115 ± 8, and 159 ± 10 MPa. The transmission electron micrographs revealed the morphological changes of the Al2Cu phase from irregular shaped to small plate-shaped and then subsequently to spheroidal shape due to high undercooling encountered during spray atomization with increase in spray height from 300 to 390 mm. The porosity of the spray formed deposits varied between 5 to 12%. Hot isostatic pressing of spray deposits reduced the porosity to less than 0.5% without any appreciable increase in grain size. A dislocation creep mechanism seems to be operative during the secondary processing. A comparison between as-spray formed and hot isostatically pressed deposits exemplifies improvement in mechanical properties as a result of elimination of porosity without affecting the fine grain sizes achieved during the spray-forming process. -
The Solid-State Spray Forming of Low-Oxide Titanium Components
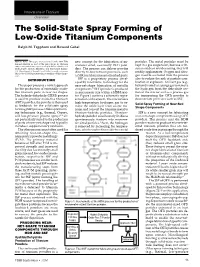
Innovations in Titanium Overview The Solid-State Spray Forming of Low-Oxide Titanium Components Ralph M. Tapphorn and Howard Gabel Editor’s Note: This paper was presented at the 1998 TMS new concept for the fabrication of mi- particles. The metal particles must be Annual Meeting as part of the Innovations in Titanium symposium, which was sponsored by the Office of Industrial crometer-sized, essentially OFTi pow- kept in a gas suspension, because with- Technologies, Energy Efficiency and Renewable Energy, ders. The process can deliver powder out an oxide or nitride coating, they will U.S. Department of Energy, Innovative Concepts program. directly to downstream processes, such readily agglomerate. Oxygen and nitro- This issue of JOM represents the proceedings of that sympo- sium. as SSF, for fabrication into finished parts. gen must be excluded from the process also to reduce the risk of particle com- INTRODUCTION SSF is a proprietary process devel- oped by Innovative Technology for the bustion or explosion. An inert gas (e.g., This paper presents a novel approach near-net-shape fabrication of metallic helium) is used as a purge gas to remove for the production of essentially oxide- components.5 OFTi powder is produced the hydrogen from the dehydride sec- free titanium parts in near-net shapes. in micrometer size within a HDH reac- tion of the reactor and as a process gas The hydride-dehydride (HDH) process tor. Figure 1 contains a schematic repre- for transporting the OFTi powder to is used to produce oxide-free titanium sentation of the system. The reactor uses downstream processes such as SSF. -

Study of Particle Properties of Different Steels Sprayed by Arc Spray Process
coatings Article Study of Particle Properties of Different Steels Sprayed by Arc Spray Process Rodolpho F. Vaz 1,* , Anderson G. M. Pukasiewicz 2, Hipólito D. C. Fals 2 , Luciano A. Lourençato 2 and Ramon S. C. Paredes 3 1 Thermal Spray Center CPT, University of Barcelona, Carrer Martí i Franques 1, 7a planta, 08028 Barcelona, Spain 2 Mechanical Department, Federal University of Technology Paraná, Av. Monteiro Lobato, km04, 84016-210 Ponta Grossa-PR, Brazil; [email protected] (A.G.M.P.); [email protected] (H.D.C.F.); [email protected] (L.A.L.) 3 Mechanical Department, Federal University of Paraná, Av. Coronel Francisco H. Santos, 210, 81531-980 Curitiba-PR, Brazil; [email protected] * Correspondence: [email protected] Received: 12 March 2020; Accepted: 16 April 2020; Published: 23 April 2020 Abstract: Thermally sprayed coatings are employed for many purposes, as corrosion protection, wear resistance improvement, resistance to high temperatures, and others. The coating performance depends on its morphology, which is composed by splats, pores, oxide inclusions, and entrapped unmelted or resolidified particles. In arc spray process (ASP), the heat source is the arc electric obtained from the contact of two consumable metallic wires with different electric potentials, and the carrier gas is the compressed air. The velocity, dimensions, and thermal characteristics of the droplets sprayed are related to the morphology and properties of the coating. The main goal of this research is to evaluate how the velocity, temperature, and particle size are modified by the chemical composition of different materials (carbon steel, stainless steels, and FeMnCrSiNi alloy). -

Review Article Semisolid Metal Processing Techniques for Nondendritic Feedstock Production
Hindawi Publishing Corporation The Scientific World Journal Volume 2013, Article ID 752175, 16 pages http://dx.doi.org/10.1155/2013/752175 Review Article Semisolid Metal Processing Techniques for Nondendritic Feedstock Production M. N. Mohammed,1 M. Z. Omar,1 M. S. Salleh,1 K. S. Alhawari,1 and P. Kapranos2 1 Department of Mechanical and Materials Engineering, Faculty of Engineering and Built Environment, Universiti Kebangsaan Malaysia (UKM), 43600 Bangi, Selangor, Malaysia 2 Department of Materials Science and Engineering, The University of Sheffield, Sir Robert Hadfield Building, Mappin Street, Sheffield S1 3JD, UK Correspondence should be addressed to M. Z. Omar; [email protected] Received 26 June 2013; Accepted 28 July 2013 Academic Editors: A. G. Magalhaes˜ and A. Tonkikh Copyright © 2013 M. N. Mohammed et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Semisolid metal (SSM) processing or thixoforming is widely known as a technology that involves the formation of metal alloys between solidus and liquidus temperatures. For the procedure to operate successfully, the microstructure of the starting material must consist of solid near-globular grains surrounded by a liquid matrix and a wide solidus-to-liquidus transition area. Currently, this process is industrially successful, generating a variety of products with high quality parts in various industrial sectors. Throughout the years since its inception, a number of technologies to produce the appropriate globular microstructure have been developed and applied worldwide. The main aim of this paper is to classify the presently available SSM technologies and present a comprehensive review of the potential mechanisms that lead to microstructural alterations during the preparation of feedstock materialsforSSMprocessing. -

Density of Spray-Formed Materials
INL/CON-08-14352 PREPRINT Density of Spray-Formed Materials 2008 World Congress on Powder Metallurgy & Particulate Materials Kevin M. McHugh Volker Uhlenwinkel Nils Ellendt June 2008 This is a preprint of a paper intended for publication in a journal or proceedings. Since changes may be made before publication, this preprint should not be cited or reproduced without permission of the author. This document was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, or any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for any third party’s use, or the results of such use, of any information, apparatus, product or process disclosed in this report, or represents that its use by such third party would not infringe privately owned rights. The views expressed in this paper are not necessarily those of the United States Government or the sponsoring agency. DENSITY OF SPRAY-FORMED MATERIALS Kevin M. McHugh1, Volker Uhlenwinkel2 and Nils Ellendt2 1Energy Efficiency and Industrial Technology Department Idaho National Laboratory Idaho Falls, ID, USA 84415-2050 2 Institute for Materials Science University of Bremen Bremen, Germany 28359 ABSTRACT Spray Forming is an advanced materials processing technology that transforms molten metal into a near-net-shape solid by depositing atomized droplets onto a substrate. Depending on the application, the spray-formed material may be used in the as-deposited condition or it may undergo post- deposition processing. Regardless, the density of the as-deposited material is an important issue. -

Metal Matrix Composites
Chapter 1 Metal matrix composite ________________________________________________________________________________________ Chapter 1 Metal matrix composites 1.1 Generality A material composite can be defined as a material consisting of two or more physically and chemically distinct parts, suitably arranged, having different properties respect to those of the each constituent parts. This is a very large family of materials whose purpose is to obtain certain property resulting by the combination of the two constituents (matrix and reinforcement), in order to to obtain the mechanical characteristics (and sometimes thermal) higher than that it is possible to have with their corresponding matrices. For this reason, about the wide range of new developed materials, composites are certainly those able to comply better the needs of most technologically advanced industries. In a material composite, when the matrix is a metal or an its alloy, we have a "Metal Matrix Composite (MMC = Metal Matrix Composite). The performance of these materials, i.e. their characteristics in terms of physical and mechanical peculiarity, depend on the nature of the two components (chemical composition, crystalline structure, and in the case of reinforcement, shape and size), the volume fraction of the adopted reinforcement and production technology. In general we can say that metal matrix composites utilize at the same time the properties of the matrix (light weight, good thermal conductivity, ductility) and of the reinforcement, usually ceramic (high stiffness, high wear resistance, low coefficient of thermal expansion). By this way it is possible to obtain a material characterized, if compared to the basic metal component, by high values of specific strength, stiffness, wear resistance, fatigue resistance and creep, corrosion resistance in certain aggressive environments. -

Spray Forming: Science and Technology
Bull. Mater. Sci., Vol. 15, No. 6, December 1992, pp. 527-542. © Printed in India. Spray forming: Science and technology S N OJHA Department of Metallurgical Engineering, Banaras Hindu University, Varanasi 221005, India Abstract. Sprayforming involves sequential gas atomization of a melt into a spray of fine droplets and their deposition on a substrate to build up a high-density preform. The rapid solidification inherent in spray deposition generates refined, equiaxed and low segregation microstructures.A number of promising featuresof this near-net shape manufacturingprocess are highlighted and compared, wherever possible, with the conventional casting and PM techniques. Some commercial nozzlesused to create spray and mechanisms associated with spray generation are described. The consolidationof the droplets and the developmentof the microstructure in the deposit are primarily governed by the nature of the spray and the thermal state of droplets on the deposition surface. Several microstructural characteristics of the deposit are presented and their origin in spray deposition is discussed. Keywords. Spray forming; near-net shape; atomization; droplets; deposition; nozzles; heat flow; microstructures. 1. Introduction In recent years, the global energy crisis and a rapid change in high-tech industries are giving way to new energy efficient manufacturing processes. The primary requirement of any such process necessitates production of near-net shape preform in less number of steps. Although, the generic metal casting processes fulfil this criteria, a large segregate spacing and a coarse grain structure severely limit the direct application of a cast product in critical service conditions. Consequent microstructural refinement is then achieved by a number of secondary processing operations. -

Cold Spraying of Titanium: a Review of Bonding Mechanisms, Microstructure and Properties T
Key Engineering Materials Online: 2012-12-27 ISSN: 1662-9795, Vol. 533, pp 53-90 doi:10.4028/www.scientific.net/KEM.533.53 © 2013 Trans Tech Publications, Switzerland Cold Spraying of Titanium: A Review of Bonding Mechanisms, Microstructure and Properties T. Hussain1 1 Centre for Energy and Resource Technology (CERT), School of Applied Sciences, Cranfield University, Bedford, MK43 0AL, UK [email protected] Keywords: cold spray, deposits, bonding mechanisms, titanium Abstract. Cold gas dynamic spraying (CGDS) is a relatively new branch of surface engineering that involves modification of the surface of substrates to provide specific engineering advantages, which the substrate alone cannot provide. Cold spraying, as a metal deposition technique, involves spraying of typically 10-40 μm particles which are accelerated by a propellant gas to 300- 1200 m/s at a temperature well below the melting point of material, and upon impact deform and adhere to the substrate. The deposition process in cold spraying occurs in a solid state which results in reduced oxidation and absence of phase changes; whereas, in thermal spraying deposition occurs of molten or semi molten particles. Over the last decade the interest in cold spraying has increased substantially. Considerable effort has been invested in process developments and optimization of coatings like copper. However, bonding in cold spraying is still a matter of some debate. The most prevalent theory is that when a particle travels at a minimum required velocity the particle deforms at a very high strain rate upon impact and during this deformation thermal softening dominates over work hardening in impact zone and a material jet is produced. -

MANUFACTURE of Sic REINFORCED STEELS by SPRAY FORMING John Banhart and Heinrich Grützner Fraunhofer-Institute for Manufacturing and Advanced Materials Wiener Str
P/M Science and Technology Briefs 2(3), 5–8 (2000) Editor: A. Bose MANUFACTURE OF SiC REINFORCED STEELS BY SPRAY FORMING John Banhart and Heinrich Grützner Fraunhofer-Institute for Manufacturing and Advanced Materials Wiener Str. 12, 28359 Bremen, Germany ABSTRACT structure and some mechanical properties are dis- Silicon carbide powders were added to the cussed. metal spray during spray forming of two different steels. For this purpose, a specially designed EXPERIMENTAL PROCEDURE device was used which allows for the controlled The powder was injected into the spray cone injection of powder particles directly into the through a specially designed ring of nozzles as atomisation zone where they mix with the metal described in Ref. [4]. A twin screw feeder was droplets. After deposition, the resulting billets used for transporting the powders from a powder were characterised both by micrography, hard- hopper into a mixing chamber at rates between 0 ness measurements and wear resistance tests. and 600 ml per minute from which it was trans- ported to the actual injection nozzle in the spray INTRODUCTION chamber by a stream of nitrogen gas. The powder Spray forming is a process which allows for was injected into the region between the atom- preparing metals and alloys with properties such ising gas and the primary gas stream, which sta- as low oxide content, fine grain size, or a high bilises the atomisation process. This way a very content of metastable alloy phases. This combi- intense contact between the ceramic particles and nation of properties cannot be achieved by con- the metal droplets is ensured. -

Silver and Gold Coating
Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org Gold & Silver Coatings By A . T . Kakhia 1 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org 2 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org Part One General Knowledge 3 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org 4 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org Aqua Regia ( Royal Acid ) Freshly prepared aqua regia is colorless, Freshly prepared aqua but it turns orange within seconds. Here, regia to remove metal fresh aqua regia has been added to these salt deposits. NMR tubes to remove all traces of organic material. Contents 1 Introduction 2 Applications 3 Chemistry 3.1 Dissolving gold 3.2 Dissolving platinum 3.3 Reaction with tin 3.4 Decomposition of aqua regia 4 History 1 - Introduction Aqua regia ( Latin and Ancient Italian , lit. "royal water"), aqua regis ( Latin, lit. "king's water") , or nitro – hydro chloric acid is a highly corrosive mixture of acids, a fuming yellow or red solution. The mixture is formed by freshly mixing concentrated nitric acid and hydro chloric acid , optimally in a volume ratio of 1:3. It was named 5 Copyright © Tarek Kakhia. All rights reserved. http://tarek.kakhia.org so because it can dissolve the so - called royal or noble metals, gold and platinum. However, titanium, iridium, ruthenium, tantalum, osmium, rhodium and a few other metals are capable of with standing its corrosive properties. IUPAC name Nitric acid hydro chloride Other names aqua regia , Nitro hydrochloric acid Molecular formula HNO3 + 3 H Cl Red , yellow or gold Appearance fuming liquid 3 Density 1.01–1.21 g / cm Melting point − 42 °C Boiling point 108 °C Solubility in water miscible in water Vapor pressure 21 mbar 2 – Applications Aqua regia is primarily used to produce chloro auric acid, the electrolyte in the Wohl will process.