Cold Spraying of Titanium: a Review of Bonding Mechanisms, Microstructure and Properties T
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Porosity and Its Significance in Plasma-Sprayed Coatings
coatings Review Porosity and Its Significance in Plasma-Sprayed Coatings John Gerald Odhiambo 1,2 , WenGe Li 1,*, YuanTao Zhao 1,* and ChengLong Li 1 1 Naval Architecture and Ocean Engineering, Merchant Marine College, Shanghai Maritime University, Shanghai 201306, China 2 Marine Engineering and Maritime Operations, School of Mechanical, Manufacturing & Materials Engineering, Jomo Kenyatta University of Agriculture and Technology, P.O. Box 62000-00200 Nairobi, Kenya * Correspondence: [email protected] (W.L.); [email protected] (Y.Z.); Tel.: +86-139-1799-6912 (W.L.); +86-151-2116-7661 (Y.Z.) Received: 11 June 2019; Accepted: 16 July 2019; Published: 23 July 2019 Abstract: Porosity in plasma-sprayed coatings is vital for most engineering applications. Porosity has its merits and demerits depending on the functionality of the coating and the immediate working environment. Consequently, the formation mechanisms and development of porosity have been extensively explored to find out modes of controlling porosity in plasma-sprayed coatings. In this work, a comprehensive review of porosity on plasma-sprayed coatings is established. The formation and development of porosity on plasma-sprayed coatings are governed by set spraying parameters. Optimized set spraying parameters have been used to achieve the most favorable coatings with minimum defects. Even with the optimized set spraying parameters, defects like porosity still occur. Here, we discuss other ways that can be used to control porosity in plasma-sprayed coating with emphasis to atmospheric plasma-sprayed chromium oxide coatings. Techniques like multilayer coatings, nanostructured coatings, doping with rare earth elements, laser surface re-melting and a combination of the above methods have been suggested in adjusting porosity. -

Effect of Heat Treatment on the Microstructure of Spray Formed AISI M2 High-Speed Steel
Effect of Heat Treatment on the Microstructure of Spray Formed AISI M2 High-speed Steel Lima, R. M.; Jesus, E. R. B.; Rossi, J. L. Instituto de Pesquisas Energéticas e Nucleares - IPEN Powder Processing Centre – CPP P. O. Box 11 049 - CEP 05422-970 - São Paulo - Brazil Keywords: spray forming, M2 high-speed steel, heat treatment. ABSTRACT. The effect of heat treatment on the microstructure of spray formed AISI M2 high- speed steel is under evaluation. The objective was to optimise heat treatments allowing further mechanical working. The M2 steel used in the present work was obtained in a spray forming plant in Brazil, built for processing billets preforms of light alloys and steels. The typical microstructure of spray formed materials, i.e., fine and equiaxial grains, allowed the optimisation of the M2 spheroidization heat treatment. The heat treatment at 1166 ˚C for 12 hours was effective in producing microstructure and hardness suitable for further mechanical working. INTRODUCTION High-speed steels can be obtained by three distinct methods, casting, powder metallurgy and spray forming. The casting route usually leads to a microstructure with segregation and poor carbide size distribution. This may affect the material performance, but can be minimised by post thermal mechanical treatments, at a cost penalty. Powder metallurgy methods can overcome such problems. The result is the obtention of materials with improved performance. Nevertheless, the removal of any remaining porosity can be highly expensive, e.g. by hot isostatic pressing. In the early 70, the development of spray forming introduced a new process. One of the outstanding features of this process is the capability to produce alloys that are normally difficult to cast by conventional techniques. -

Investigation of Agglomerated Ceramic Powders Suitable for Cold Spray Geoffrey Celeste, Vincent Guipont, Djamel Missoum-Benziane
Investigation of agglomerated ceramic powders suitable for cold spray Geoffrey Celeste, Vincent Guipont, Djamel Missoum-Benziane To cite this version: Geoffrey Celeste, Vincent Guipont, Djamel Missoum-Benziane. Investigation of agglomerated ceramic powders suitable for cold spray. 2021. hal-03199051 HAL Id: hal-03199051 https://hal-mines-paristech.archives-ouvertes.fr/hal-03199051 Preprint submitted on 15 Apr 2021 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Investigation of agglomerated ceramic powders suitable for cold spray Geoffrey CELESTE*, Vincent GUIPONT, Djamel MISSOUM-BENZIANE Centre des matériaux - CMAT, MINES ParisTech - PSL, UMR CNRS 7633 63 - 65 rue Henri-Auguste Desbruères, 91000 EVRY, France * [email protected] Abstract deposition. The impact behavior of porous agglomerated granules that can adhere with possible beneficial compaction Cold gas spraying is a solid-state deposition process developed of the porous particle has been evidenced in case of HA or for metallic powders as feedstock materials. For ceramic TiO2 powders with nano-sized grains leading to successful materials, such low temperature-high velocity kinetic process build-up of a coating up [13], [14]. The powder could be is still questionable but could have interesting advantages. -

SPRAY FORMING of AL-10Si-10Pb: a STUDY of THEIR MICROSTRUCTURE and WEAR CHARACTERISTICS Prof
G.J. E.D.T.,Vol.4(2):7-17 (March-April, 2015) ISSN: 2319 – 7293 SPRAY FORMING OF AL-10Si-10Pb: A STUDY OF THEIR MICROSTRUCTURE AND WEAR CHARACTERISTICS Prof. Rahool.V. Ramgounda* & Prof. Ramappa.Savadi** *M.Tech (Production Technology), Assistant Professor, Dept of Mechanical Engineering, G.V.Acharya Engg college, Shelu **M.Tech (Production Technology), Assistant Professor, Dept of Mechanical Engineering, G.V.Acharya Engg College, Shelu ABSTRACT The liquid immiscible alloys based on Al-Pb system are potential materials for application in automobile and aerospace industries. However, their processing by the conventional casting techniques is difficult due to liquid immiscibility in a wide range of temperature and com- position and also large density difference of the constituent phase. In the past, several techniques different from conventional casting have been employed to prevent segregation of lead during freezing of the melt. Techniques based on ultrasonic vibration of melt, powder metallurgy, stir casting, space metallurgy, rheocasting, strip casting, melt spinning and spray forming, results in a uniform distribution of lead particles in Al matrix. However, some of these techniques are often associated with either a higher energy consumption or generation of coarse grain microstructures. Among these techniques, spray forming possesses several advantages in effective micro structural control together with producing a near net shape preform in a less number or processing steps. In this process, the melt is superheated to a temperature above the liquid immiscibility region of the melt prior to atomization. Rapid cooling associated with solidification of atomized droplets and a turbulent fluid flow condition on the deposition surface minimizes the separation of the Al and Pb-rich phases. -

Cold Gas Spraying of a High-Entropy Crfenimn Equiatomic Alloy
coatings Article Cold Gas Spraying of a High-Entropy CrFeNiMn Equiatomic Alloy Joonas Lehtonen 1,* , Heli Koivuluoto 2 , Yanling Ge 1, Aapo Juselius 1 and Simo-Pekka Hannula 1 1 Department of Chemistry and Materials Science, Aalto University, Kemistintie 1, 02150 Espoo, Finland; Yanling.ge@aalto.fi (Y.G.); aapo.juselius@aalto.fi (A.J.); simo-pekka.hannula@aalto.fi (S.-P.H.) 2 Materials Science and Environmental Engineering, Faculty of Engineering and Natural Sciences, Tampere University, Korkeakoulunkatu 6, 33720 Tampere, Finland; heli.koivuluoto@tuni.fi * Correspondence: joonas.m.lehtonen@aalto.fi Received: 30 November 2019; Accepted: 2 January 2020; Published: 8 January 2020 Abstract: Cold gas spraying was used to make a coating from an equiatomic CrFeNiMn high-entropy alloy. This four-component alloy was chosen because it is Co-free, thus allowing application in nuclear industries as a possible replacement of currently used stainless steel coatings. The feedstock material was gas atomized powder with a particle size distribution from 20 to 45 µm. A number of parameters were tested, such as the powder feed rate and gas feed pressure, in order to obtain as dense a coating as possible with nitrogen as the process gas. Spraying was performed using a gas preheating temperature of 1000 ◦C, gas feed pressure ranging from 50 to 60 bar, and two powder feeding rates. The coating thicknesses ranging from 230 to 490 µm and porosities ranging from 3% to 10% were obtained depending on the powder feed rate and gas feed pressure. The hardness of the cross-section of the coating was usually lower than that of the surface. -

Thermal Spraying of Polymer-Ceramic Composite Coatings with Multiple Size
Thermal Spraying of Polymer-Ceramic Composite Coatings with Multiple Size Scales of Reinforcements A Thesis Submitted to the Faculty of Drexel University by Varun Gupta in partial fulfillment of the requirements for the degree of Master of Science in Materials Engineering April, 2006 i © Copyright 2006 Varun Gupta. All Rights Reserved. ii DEDICATION To my parents iii ACKNOWLEDGEMENTS I would like to express my gratitude to my primary advisor, Dr. Richard Knight, for his guidance, constant support and advice in many aspects of my graduate studies and research work but especially for the invaluable insights into thermal spray technology and a great influence on my professional development. I would like to thank my co-advisor, Dr. Richard Cairncross, for his always constant motivation, understanding, trust and support given throughout the course of my graduate studies. I deeply appreciate the friendship, assistance and practical help of Mr. Dustin Doss and Mr. Milan Ivosevic in working with me on this project, especially for the hands-on introduction to thermal spraying. I would also like to extend my thanks to Ms. Dee Breger for all her help during the SEM analysis and to Mr. Kishore Kumar Tenneti for assistance with the TGA analysis during the course of this project. I would like to give my special thanks to Mr. Ranjan Dash, Ms. Maria Pia Rossi, Mr. Davide Mattia, Mr. Brandon McWilliams and Mr. Stephen Niezgoda for their constant motivation and help. I also wish to thank all my friends, colleagues, faculty and staff members in the Department of Materials Science and Engineering who gave me the opportunity to learn from their advice and who have made my stay here at Drexel unforgettable. -

Influence of Hot Isostatic Pressing On
JMEPEG ÓASM International DOI: 10.1007/s11665-014-0869-z 1059-9495/$19.00 Influence of Hot Isostatic Pressing on the Microstructure and Mechanical Properties of a Spray-Formed Al-4.5 wt.% Cu Alloy S. Devaraj, S. Sankaran, R. Kumar, and G. Appa Rao (Submitted September 6, 2013; in revised form December 4, 2013) Al-4.5 wt.% Cu alloy was spray atomized and deposited at varied spray heights ranging from 300 to 390 mm. The average grain sizes decreased from 29 to 18 lm and a concomitant increase in the hardness and the 0.2% yield strength (YS) with increase in the spray height. The respective hardness values of SF-300, SF-340, and SF-390 are 451 ± 59, 530 ± 39, and 726 ± 39 MPa and the YS are 108 ± 7, 115 ± 8, and 159 ± 10 MPa. The transmission electron micrographs revealed the morphological changes of the Al2Cu phase from irregular shaped to small plate-shaped and then subsequently to spheroidal shape due to high undercooling encountered during spray atomization with increase in spray height from 300 to 390 mm. The porosity of the spray formed deposits varied between 5 to 12%. Hot isostatic pressing of spray deposits reduced the porosity to less than 0.5% without any appreciable increase in grain size. A dislocation creep mechanism seems to be operative during the secondary processing. A comparison between as-spray formed and hot isostatically pressed deposits exemplifies improvement in mechanical properties as a result of elimination of porosity without affecting the fine grain sizes achieved during the spray-forming process. -

Thermal Spraying Technology and Applications
Thermal Spraying Technology and Applications Course No: T04-002 Credit: 4 PDH A. Bhatia Continuing Education and Development, Inc. 22 Stonewall Court Woodcliff Lake, NJ 07677 P: (877) 322-5800 [email protected] EM 1110-2-3401 29 Jan 99 1 EM 1110-2-3401 29 Jan 99 2 EM 1110-2-3401 29 Jan 99 DEPARTMENT OF THE ARMY EM 1110-2-3401 U.S. Army Corps of Engineers Washington, DC 20314-1000 Engineering and Design THERMAL SPRAYING: NEW CONSTRUCTION AND MAINTENANCE Table of Contents Subject Paragraph Page Chapter 1 Introduction Purpose 1-1 1-1 Applicability 1-2 1-1 References 1-3 1-1 Distribution Statement 1-4 1-1 Abbreviations and Acronyms 1-5 1-1 Neutral Language Use and Terms 1-6 1-1 Scope 1-7 1-1 Chapter 2 Thermal Spray Fundamentals Introduction 2-1 2-1 General Description of Thermal Spraying 2-2 2-1 Characteristics of Thermal Spray Coatings 2-3 2-1 Types of Thermal Spray Coatings 2-4 2-2 Thermal Spray Processes 2-5 2-3 Thermal Spray Uses 2-6 2-7 Chapter 3 Thermal Spray Materials Introduction 3-1 3-1 Specifications 3-2 3-1 Procurement 3-3 3-1 Classification 3-4 3-1 Acceptance 3-5 3-2 Certification 3-6 3-2 Sizes 3-7 3-2 Packaging 3-8 3-3 Identification and Marking 3-9 3-3 Manufacture 3-10 3-3 Testing 3-11 3-3 3 EM 1110-2-3401 29 Jan 99 Subject Paragraph Page Chapter 4 Thermal Spray Coating Cost and Service Life Introduction 4-1 4-1 Cost 4-2 4-1 Service Life 4-3 4-2 Chapter 5 Thermal Spray Coating Selection Introduction 5-1 5-1 Service Environments 5-2 5-1 Other Considerations in Coating Selection 5-3 5-4 Thermal Spray Selection for Ferrous -
The Solid-State Spray Forming of Low-Oxide Titanium Components
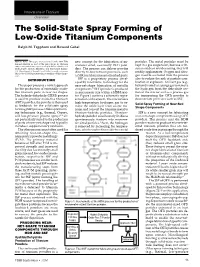
Innovations in Titanium Overview The Solid-State Spray Forming of Low-Oxide Titanium Components Ralph M. Tapphorn and Howard Gabel Editor’s Note: This paper was presented at the 1998 TMS new concept for the fabrication of mi- particles. The metal particles must be Annual Meeting as part of the Innovations in Titanium symposium, which was sponsored by the Office of Industrial crometer-sized, essentially OFTi pow- kept in a gas suspension, because with- Technologies, Energy Efficiency and Renewable Energy, ders. The process can deliver powder out an oxide or nitride coating, they will U.S. Department of Energy, Innovative Concepts program. directly to downstream processes, such readily agglomerate. Oxygen and nitro- This issue of JOM represents the proceedings of that sympo- sium. as SSF, for fabrication into finished parts. gen must be excluded from the process also to reduce the risk of particle com- INTRODUCTION SSF is a proprietary process devel- oped by Innovative Technology for the bustion or explosion. An inert gas (e.g., This paper presents a novel approach near-net-shape fabrication of metallic helium) is used as a purge gas to remove for the production of essentially oxide- components.5 OFTi powder is produced the hydrogen from the dehydride sec- free titanium parts in near-net shapes. in micrometer size within a HDH reac- tion of the reactor and as a process gas The hydride-dehydride (HDH) process tor. Figure 1 contains a schematic repre- for transporting the OFTi powder to is used to produce oxide-free titanium sentation of the system. The reactor uses downstream processes such as SSF. -

Application Notes Metallographic Preparation of Thermal Spray Coatings
Metallographic preparation of thermal spray coatings Application Notes Thermal spraying was invented in the early 1900s using zinc for „metallizing” substrates for corrosion protection. The development of the plasma spray gun in the late 50s and 60s made it commercially viable to use high temperature materials such as ceramics and refractory metals for coating materials. In addition to fl ame and plasma spraying, today thermal spray methods include high velocity and detona- tion spraying using a multitude of different spray materials for the most diverse and demanding applications. Thermal spray coatings are applied to a substrate to give a specifi c surface quali- ty, which it originally does not have. Thus Metallography of thermal spray coatings the bulk strength of a part is given by the can have several purposes: substrate, and the coating adds superior - To defi ne, monitor and control spraying surface qualities such as corrosion, wear conditions for quality control or heat resistance. - For failure analysis Therefore thermal spray coatings are wide- - For developing new products. ly used in the aerospace and power gene- ration industry for new and refurbished The procedure normally involves coating sections and parts for jet engines and a test coupon to defi ne and optimize the gas turbines, compressors and pumps. process for the part to be sprayed. Sec- The properties of some coatings can only tions of this test coupon are then metal- be fabricated by thermal spraying, using lographically prepared and examined to mainly metals, ceramics, carbides and assess coating thickness, size and distribu- composites as well as mixtures of various tion of porosity, oxides and cracks, adhe- materials. -

(12) United States Patent (10) Patent No.: US 6,852,433 B2 Maeda (45) Date of Patent: Feb
USOO6852433B2 (12) United States Patent (10) Patent No.: US 6,852,433 B2 Maeda (45) Date of Patent: Feb. 8, 2005 (54) RARE-EARTH OXIDE THERMAL SPRAY 5.993,970 A 11/1999 Oscarsson et al. COATED ARTICLES AND POWDERS FOR 6,080.232 A * 6/2000 Sperlich et al.............. 106/436 THERMAL SPRAYING 6,582,814 B2 * 6/2003 Swiler et al. ............... 428/328 2002/0177001 A1 11/2002 Harada et al. (75) Inventor: Takao Maeda, Takefu (JP) FOREIGN PATENT DOCUMENTS (73) Assignee: Shin-Etsu Chemical Co., Ltd., Tokyo (JP) JP 2001-164354 A 6/2001 (*) Notice: Subject to any disclaimer, the term of this OTHER PUBLICATIONS patent is extended or adjusted under 35 U.S.C. 154(b) by 0 days. U.S. Appl. No. 10/101,612, filed Mar. 21, 2002, Takai et al. (21) Appl. No.: 10/618,679 U.S. Appl. No. 10/173,030, filed Jun. 18, 2002, Takai et al. (22) Filed: Jul. 15, 2003 U.S. Appl. No. 10/173,031, filed Jun. 18, 2002, Takai et al. (65) Prior Publication Data * cited by examiner US 2004/0013911A1 Jan. 22, 2004 (30) Foreign Application Priority Data Primary Examiner Jennifer McNeil (74) Attorney, Agent, or Firm-Birch, Stewart, Kolasch & Jul. 19, 2002 (JP) ....................................... 2002-211400 Birch, LLP (51) Int. Cl. ............................ B32B 15/04; B32B 9/04 (57) ABSTRACT (52) U.S. Cl. ....................... 428/697; 428/701; 428/702; 428/699; 428/469; 428/698 A rare-earth oxide thermal spray coated article comprising a (58) Field of Search ................................. 428/469, 701, Substrate and a coating layer formed by thermally spraying 428/702, 699, 698, 697: 106/474, 403, a rare-earth oxide thermal spraying powder onto a Surface of 479, 436 the Substrate, Said coating layer being of a gray or black color having, in the L*a*b* color space, an L* value of up (56) References Cited to 50, an a value of -3.0 to +3.0, and a b value of -3.0 to +3.0. -

On Deposition of Waspaloy Coatings by Cold Spray
On deposition of Waspaloy coatings by cold spray S. Vezzu`*1, S. Rech1, E. Vedelago1, G. P. Zanon2, G. Alfeo2, A. Scialpi2 and R. Huang3 The deposition of pore free and highly adhered Ni and Co superalloy coatings is of great interest for engine design and gas turbine applications, both in case of maintenance repair and overhaul operations as well for mechanical and chemical protection purposes in aeronautics and energy applications. This study would like to give a wide overview about the capability of cold spray technology on this topic: two different commercially available deposition systems, Sulzer-CGT Kinetiks 4000 and Plasma Giken PCS-1000, were compared, and deposition processes with both nitrogen and helium as carrier gas have been explored. Microstructural investigation, microhardness and adhesion results are reported to depict a preliminary scenario of coating properties. Fully dense coatings with thickness .1 mm and adhesion .50 MPa are obtained using helium, while quite porous, 20 MPa adhered coatings are obtained using nitrogen. Finally, general considerations about the potential applicability of those coatings for repair purpose in aerospace applications are pointed out. Keywords: Nickel alloys, Waspaloy, Coating microstructure, MRO, PCS-1000, Kinetiks This paper is part of a special issue on cold spray technology Introduction heat affected zones on precipitation alloys such as the most part of superalloys itself could lead to the Superalloys are traditionally and extensively employed solubilisation or recrystallisation or simply grain growth for the realisation of gas turbine parts and high generally combined with a loss of mechanical properties temperature engines in aeronautic and energy applica- and strength.