The Analysis of Kickpoints in Carbon Fibre Composite Golf Shafts
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Golf Glossary by John Gunby
Golf Glossary by John Gunby GENERAL GOLF TERMS: Golf: A game. Golf Course: A place to play a game of golf. Golfer,player: Look in the mirror. Caddie: A person who assists the player with additional responsibilities such as yardage information, cleaning the clubs, carrying the bag, tending the pin, etc. These young men & women have respect for themselves, the players and the game of golf. They provide a service that dates back to 1500’s and is integral to golf. Esteem: What you think of yourself. If you are a golfer, think very highly of yourself. Humor: A state of mind in which there is no awareness of self. Failure: By your definition Success: By your definition Greens fee: The charge (fee) to play a golf course (the greens)-not “green fees”. Always too much, but always worth it. Greenskeeper: The person or persons responsible for maintaining the golf course Starting time (tee time): A reservation for play. Arrive at least 20 minutes before your tee time. The tee time you get is the time when you’re supposed to be hitting your first shot off the first tee. Golf Course Ambassador (Ranger): A person who rides around the golf course and has the responsibility to make sure everyone has fun and keep the pace of play appropriate. Scorecard: This is the form you fill out to count up your shots. Even if you don’t want to keep score, the cards usually have some good information about each hole (Length, diagrams, etc.). And don’t forget those little pencils. -

Slice Proof Swing Tony Finau Take the Flagstick Out! Hot List Golf Balls
VOLUME 4 | ISSUE 1 MAY 2019 `150 THINK YOUNG | PLAY HARD PUBLISHED BY SLICE PROOF SWING TONY FINAU TAKE THE FLAGSTICK OUT! HOT LIST GOLF BALLS TIGER’S SPECIAL HERO TRIUMPH INDIAN GREATEST COMEBACK STORY OPEN Exclusive Official Media Partner RNI NO. HARENG/2016/66983 NO. RNI Cover.indd 1 4/23/2019 2:17:43 PM Roush AD.indd 5 4/23/2019 4:43:16 PM Mercedes DS.indd All Pages 4/23/2019 4:45:21 PM Mercedes DS.indd All Pages 4/23/2019 4:45:21 PM how to play. what to play. where to play. Contents 05/19 l ArgentinA l AustrAliA l Chile l ChinA l CzeCh republiC l FinlAnd l FrAnCe l hong Kong l IndIa l indonesiA l irelAnd l KoreA l MAlAysiA l MexiCo l Middle eAst l portugAl l russiA l south AFriCA l spAin l sweden l tAiwAn l thAilAnd l usA 30 46 India Digest Newsmakers 70 18 Ajeetesh Sandhu second in Bangladesh 20 Strong Show By Indians At Qatar Senior Open 50 Chinese Golf On The Rise And Yes Don’t Forget The 22 Celebration of Women’s Golf Day on June 4 Coconuts 54 Els names Choi, 24 Indian Juniors Bring Immelman, Weir as Laurels in Thailand captain’s assistants for 2019 Presidents Cup 26 Club Round-Up Updates from courses across India Features 28 Business Of Golf Industry Updates 56 Spieth’s Nip-Spinner How to get up and down the spicy way. 30 Tournament Report 82 Take the Flagstick Out! Hero Indian Open 2019 by jordan spieth Play Your Best We tested it: Here’s why putting with the pin in 60 Leadbetter’s Laser Irons 75 One Golfer, Three Drives hurts more than it helps. -

Biomechanical and Modelling Analysis of Shaft Length Effects on Golf Driving Performance
Biomechanical and modelling analysis of shaft length effects on golf driving performance Ian C. Kenny B.Sc. (Hons) Faculty of Life and Health Sciences of the University of Ulster Thesis Submitted for the Degree of Doctor of Philosophy September 2006 ii Table of Contents ii Table of Contents vii Acknowledgements viii Abstract ix Nomenclature x Declaration xi Research Communications xii List of tables xvi List of figures xxi List of appendices 1 Chapter 1: Introduction 2 1.0 Introduction 2 1.1 Research background 7 1.2 Contribution to research and thesis outline 9 1.3 Aims of the research 10 Chapter 2: Review of literature 11 2.0 Introduction 12 2.1 Effect of equipment on drive performance 13 2.1.1 Shaft 15 2.1.2 Shaft length 21 2.1.3 Swingweight 23 2.1.4 Effect of materials on dynamic performance 25 2.2 Performance measures in golf 26 2.2.1 Handicap 29 2.2.2 Carry & dispersion 30 2.2.3 Clubhead & launch characteristics 31 2.3 Limitations to previous club effect studies 32 2.4 Co-ordination in swing patterns 33 2.4.1 Kinetic chain 37 2.4.2 X-factor 42 2.4.3 Neuromuscular input to consistency 45 2.5 Anthropometrics iii 2.6 Muscle function during the golf swing (Electromyography) 47 2.7 Variations in swing mechanics 50 2.8 Biomechanical modelling & computer simulation 53 2.9 Simulation studies - advantages and limitations 56 2.9.1 Redundancy 58 2.10 Segmental human modelling & application to golf 59 2.10.1 Muscle 64 2.10.2 Bone 65 2.10.3 Anthropometrics and scaling 66 2.11 Optimisation of human movement 68 2.12 Validation of simulated results -
TGPM-MANUAL.Pdf
Thank You for purchasing the golf industry’s state-of-the-art TourGAUGE Putter Machine. You should find it simple to operate. Please follow the instructions in this manual. If you have any questions, please call 1-800-437-1314. Your TourGAUGE Putter Machine is a percision gauge. When measuring a particular golf club in your TourGAUGE Putter Machine, the angle readings are correct. When these angle readings are compared to the published standards for that putter and are found different, then that particular iron does not meet those standards. If you compare the loft/lie angles of a particular putter measured in other machines to a TourGAUGE Putter Machine, there may be a difference. That is because some machines do not adjust for offset, progressive offset, non-offset, or face progression hosel positions and therefore give inaccurate and inconsistent readings. You can measure any putter in a TourGAUGE Putter Machine accurately. All products manufactured by Mitchell Golf are guaranteed against defects and workmanship. Replacement or repair will be at the discretion of Mitchell Golf. Introduction ............................................................................................................................. 1-2 Table of Contents ....................................................................................................................... 4 Package Contents .................................................................................................................. 5-7 Maintenance ............................................................................................................................. -
Golfweek Janfeb 2020 Issue
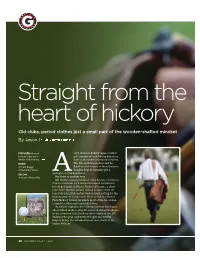
L F L I O F E G • • G K O E L E F GW Straight from the heart of hickory Old clubs, period clothes just a small part of the wooden-shafted mindset By Jason Lusk WINTER PARK, FLA. PICTURED: A set of s the distance debate rages, modern hickory clubs at the golf equipment and hitting distances Winter Park Hickory Classic have come under increased scrutiny. RIGHT: The U.S. Golf Association and the Richard Boggs R&A’s recent release of their Distance of Sanford, Florida Insights Report certainly put a spotlight on that discussion. BELOW: A But there is another way. A square-dimpled ball Bill Geisler, a past president of the Society of Hickory Golfers, sat down for a discussion about his passion for old golf clubs at Winter Park Golf Course, a short nine-holer that has drawn critical acclaim since its renovation in 2016 and proved an ideal setting for the hickory players. Geisler was there to run the Winter Park Hickory Classic, in which most of the two dozen competitors dressed in period clothes. As Geisler explains, the hickory mindset is not just about which clubs to play. It’s more of a lifestyle choice as an estimated 3,000 hickory aficionados in the U.S. embrace the gear and methodologies enjoyed by players before the introduction of steel shafts in the early 1900s. 60 GOLFWEEK ISSUE 1 . 2020 JAMES GILBERT/USA TODAY SPORTS TODAY GILBERT/USA JAMES + FOR MORE GOLF NEWS, VISIT GOLFWEEK.COM 61 LEFT: Natalie Wells of Winter Park, Florida, tees off in her hometown hickory tournament. -

Playing Hickory Golf
INDEX FORWARD INTRO cmyk 4/11/08 4:50 PM Page i Chapter Title PLAYING HICKORY GOLF The Complete Guide To Wood Shafted Golf i INDEX FORWARD INTRO cmyk 4/11/08 4:50 PM Page ii Hickory Golf ii INDEX FORWARD INTRO cmyk 4/11/08 4:50 PM Page iii Chapter Title PLAYING HICKORY GOLF The Complete Guide To Wood Shafted Golf By Randy Jensen Foreword by: Ralph Livingston III Foreword by: Ron Lyons Introduction by: Peter Georgiady Printed by: Airlie Hall Press Kernersville, North Carolina iii INDEX FORWARD INTRO cmyk 4/11/08 4:50 PM Page iv Hickory Golf iv INDEX FORWARD INTRO cmyk 4/11/08 4:50 PM Page v Chapter Title v INDEX FORWARD INTRO cmyk 4/11/08 4:50 PM Page vi Hickory Golf First Edition Copyright March, 2008 Randy Jensen All Rights Reserved No part of this book may be reproduced without written permission of the author and publisher. ISBN 1-886752-23-0 Graphic Design & Desktop Publishing by: Freestyle Graphics 11932 Arbor St., Suite 102, Omaha, NE 68144 Book Cover Design by: Stephanie Albright Manufactured in the United States of America Produced by: Battleground Printing & Publishing Services Published and distributed by: Airlie Hall Press PO Box 981 Kernersville, NC 27285 [email protected] vi INDEX FORWARD INTRO cmyk 4/11/08 4:50 PM Page vii Chapter Title Dedication This book is dedicated to all those pioneering hickory golfers of our modern era who with their keen appreciation of the history and traditions of this great game have made hickory golf the wonderful experience that it is today. -

Glossary of Technical Terms Employed in the Game of Golf
Golf Historical Society Los Angeles, California The Golfer's Handbook by Robert Forgan (1881) GLOSSARY OF TECHNICAL TERMS EMPLOYED IN THE GAME OF GOLF. Baff - To strike the ground with the "sole" of the club-head in playing Bunker - A sand-pit Caddie - A person who carries the Golfer's clubs, and, if necessary, gives him advice in regard to the game Cup - A small hole in the course, probably made by the stroke of some previous player Dead - A ball is said to be "dead" - 1st, when it falls without rolling; 2nd, when it lies so near the hole that the "put" is a dead certainty Dormy - One party is said to be "dormy" on the other when the former is as many holes a-head as there remain holes to play (This word is fancifully derived from dormio, to sleep, owing to the security enjoyed by the dormy party) Draw - To drive widely to the left hand (Synonymous with Hookand Screw) Face - 1st, The sandy slope of a bunker; 2nd, the part of the clubhead which strikes the ball Flat - A club is said to be "flat" when its head is at a very obtuse angle to the shaft Fore ! - A warning cry to any person in the way of the stroke (Contracted for "Before") Foursome - A match in which two play on each side Gobble - A rapid straight "put" into the hole Grassed - Said of a club whose face is "spooned" or sloped backward Green - 1st, The whole Links; 2nd, The Putting-ground around the different holes Grip - 1st, The part of the handle covered with leather by which the club is grasped; 2nd, the grasp itself Half-one - A handicap of a stroke deducted every second -

Putter Design - Kronos Golf By
Putter Design - Kronos Golf by Alex Bartlett Eric Hanaman Joey Gavin Project Advisor: Andrew Davol Instructor’s Comments: Instructor’s Grade: ______________ Date: _________________________ 1 Putter Design - Final Design Review ME430 - Senior Design Project III Project Sponsored By: Phillip Lapuz of Kronos Golf Project Advisor: Andrew Davol - [email protected] Team Members: Eric Hanaman - [email protected] Alex Bartlett - [email protected] Joey Gavin - [email protected] Mechanical Engineering Department California Polytechnic State University San Luis Obispo 2017 2 Statement of Disclaimer Since this project is a result of a class assignment, it has been graded and accepted as fulfillment of the course requirements. Acceptance does not imply technical accuracy or reliability. Any use of information in this report is done at the risk of the user. These risks may include catastrophic failure of the device or infringement of patent or copyright laws. California Polytechnic State University at San Luis Obispo and its staff cannot be held liable for any use or misuse of the project. 3 Table of Contents Table of Contents ................................................................................................................... 4 List of Figures ......................................................................................................................... 5 List of Tables .......................................................................................................................... 6 Chapter 1: Introduction -

MA2012 Maltby Putter Bending Machine
Assembly & Operating THE Instructions For: GOLFWORKS Maltby Putter ® Bending Machine Code: MA2012 CONTENTS: FEATURES: In the box you should • Easily clamps, measures and bends all right and left handed putters. receive the following: • Heavy Duty CNC milled components. 1 Maltby Design Putter • Universal design eliminates the need for special attachments or disassembly regardless of the Bending Machine putter type. Traditional blade designs and modern oversized high MOI putters are equally easy (MA2012) to securely clamp, measure and bend. 1 Adjustable Brass Non- • Smooth sliding protractor quickly and accurately measures the loft and lie angles of all putters. Marring Bending Bar (BNMB) • Firm rubber, auto adjusting, soling pads help level the putter head and protect the sole against 1 Putter Hosel Bending Bar dents and scratching during bending. (GW1058) • Putter Hosel Bending Bar GW1058. 1 Allen Wrench • Can be bench mounted using the MA2013 bench mount stand. 4 Mounting bolts with nuts • Can be floor mounted using the MA2003AD heavy duty floor mount stand. *It is recommended that the The Maltby Putter Bending Machine (MA2012) was designed for the professional clubmaker. This Maltby Putter Bending machine needs no disassembly of parts or special attachments to safely clamp, bend and measure any Machine be mounted on right or left handed putter head. For the proper set up and operation, it is recommended the MA2012 either the Bench Top Stand Maltby Putter Bending Machine be mounted to either the Bench Mount (MA2013) or the Floor Mount (MA2013) or the Floor Stand (MA2003AD). Mount Stand (MA2003AD). SET-UP The MA2012 can also be 1 2 3 mounted to the heavy duty floor stand (MA2003AD) that is designed to be mounted to a solid floor (see photo 3). -
Speclf,,-&II's DRINKING FOUNTAINS
SPEClf,,-&II'S DRINKING FOUNTAINS ••• fOR RUGGED SERVICE HAWS DRINKING FOUNTAINS contain outstanding features that make them ideal for parks, golf courses, playgrounds, and other outdoor areas-rugged fountains that are dur- able, sanitary and attractive. They're specific- ally designed to withstand abuse and constant exposure to weather, and to assure long and trouble-free service. MODE L No. 12BM2. Attrac- tive, lifetime, cast iron bowl ... white enameled inside ... and mounted on sturdy 2" galvan- ized iron pedestal. with anti-squirt angle-stream fountain heads of chrome-plated brass-raised and shielded to prevent direct mouth contact with orifice. ~ Heads are mounted with vandal-proof flanges to prevent fixtures from being turned. HAWS HAWS automatic stream control efficiently regulates water pressure and volume. There's a HAWS FOUNTAINfor every requirement, indoors and out, listed in the new HAWS catalog. Write for your free copy today! {r In addition to the complete line of drinking water facilities, HAWS also features KRAMER Flush Valves for any make of plumbing fixture. June, 1956 21 George S. May presented Golf Writers' "Man of Year" award June 5 during "Cham- pionship Golf" TV show starting its third PHILLIPS consecutive season over WNBQ at Chicago ... Bill Bailey, Santa Fe (N. M.) columnist caM LeeB tells of kid vandals damaging golf club property during late-hour revels of the un- disciplined bubbleheads and warns par- ents as well as kids. Saginaw, Mich., council discusses build- ROLF SPIKES ing muny course on airport property . Construction started on Fallon, Nev., Churchill County Golf Assn. course de- signed by Bob Baldock, Fresno, Calif., architect .. -

A Three-Dimensional Forward Dynamic Model of the Golf Swing
A Three-dimensional Forward Dynamic Model of the Golf Swing by Daniel Johnson A thesis presented to the University of Waterloo in fulfillment of the thesis requirement for the degree of Master of Applied Science in Systems Design Engineering Waterloo, Ontario, Canada, 2015 © Daniel Johnson 2015 I hereby declare that I am the sole author of this thesis. This is a true copy of the thesis, including any required final revisions, as accepted by my examiners. I understand that my thesis may be made electronically available to the public. ii Abstract A three-dimensional (3D) predictive golfer model can be a valuable tool for investigating the golf swing and designing new clubs. A forward dynamic model for simulating golfer drives is presented, which includes: (1) a four degree of freedom golfer model, (2) a flexible shaft model based on Rayleigh beam theory, (3) an impulse-momentum impact model, (4) and a spin rate controlled ball trajectory model. The input torques for the golfer model are provided by parameterized joint torque generators that have been designed to mimic muscular inputs. These joint torques are optimized to produce the longest ball carry distance for a given set of golf club design parameters. The flexible shaft model allows for continuous bending in the transverse directions, axial twisting of the club and variable shaft stiffness along its length. The completed four-part model is used for examining the following parameters of interest in club design by performing simulation experiments: clubhead mass, clubhead centre of mass location, clubhead moment of inertia, shaft flexibility, and clubhead and shaft aerodynamics. -

Address the Position of One's Body Taken Just Before the Golfer Hits the Ball
INTERNATIONAL GOLF FEDERATION Maison du Sport International Av. de Rhodanie 54 1007 Lausanne, Switzerland Tel. +41 21 623 12 12 Fax +41 21 601 6477 www.igf.golf TERM DEFINITION Address The position of one's body taken just before the golfer hits the ball. A player has "addressed the ball" when he/she has grounded his/her club immediately in front of or immediately behind the ball, whether or not he/she has taken his/her stance. After hole See "thru". Aggregate score See "total score". Albatross See "double eagle". Approach shot The last shot that lands on or around the green, or in the hole, that does not begin on or around the green. Apron See "fringe". Back nine Holes 10 through 18. Backspin A reverse spin naturally imparted on the ball by a club (other than a putter) when a stroke is made, which can cause the ball to stop quickly when it lands and often move in the opposite direction. Backswing The backward portion of the swing prior to making a stroke at the ball. Birdie A score of 1 under par for a hole. Bogey A score of 1 over par for a hole. Bunker A hazard consisting of a prepared area of ground, often a hollow, from which turf or soil has been removed and replaced with sand or the like. Also unofficially referred to as a "sandtrap". Caddie A person who assists the player in accordance with the rules, which may include carrying or handling the player's clubs during play. The caddie may give the player advice.