Ador BOD 2013.Pmd
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Ador Welding Limited Regd
ADOR WELDING LIMITED REGD. & CORPORATE OFFICE Ador House, 6, K. Dubash Marg, Fort, Mumbai - 400 001-16 Maharashtra - India G.P.O. Box No. 1546 Phone : (022) 2284 2525 / 6623 9300 Fax : (022) 2287 3083 / 2283 0393 Website : www.adorwelding.com Email : [email protected] CIN. : L70100MH1951PLC008647 AWL/SEC/SE/2020-21 29 th August, 2020 BSE LTD. NATIONAL STOCK EXCHANGE OF INDIA LTD. Phiroze Jeejeebhoy Towers, Exchange Plaza, C - 1, Block G, 01 st Floor, Dalal Street, Bandra-Kurla Complex, Fort, Bandra (East), Mumbai - 400 023. Mumbai - 400 051. Company Scrip Code: 517041 Company Scrip Code: ADORWELD Dear Sir / Madam, Sub: 67 th Annual Report of Ador Welding Limited for FY 2019-20 In furtherance to our letter dated 23 rd June, 2020 and pursuant to Regulation 34 of SEBI (Listing Obligations and Disclosure Requirements) Regulations 2015, please find enclosed herewith copy of the 67 th Annual Report of the Company for FY 2019-20. The said Annual Report is also placed on the website of our Company at https://www.adorwelding.com/images/pdf/67th-Annual- Report-for-FY-2019-20.pdf In compliance with the Ministry of Corporate Affairs (MCA) circulars, the 67 th Annual Report for FY 2019-20 is being sent only by electronic mode to those Members, whose e-mail addresses are registered with the Company / Depositories / RTA. We hereby request you to take the above / subject information on record and acknowledge its receipt. Thanking you, Yours Sincerely, For ADOR WELDING LIMITED Sd/- VINAYAK M. BHIDE COMPANY SECRETARY & NODAL OFFICER Encl.: As above C O N T A C T U S ADOR WELDING LIMITED P A S S I O N F O R W E L D I N G S I N C E 1 9 5 1 REGISTERED & CORPORATE OFFICE Ador House, 6, K. -

List of Approved Vendors for Manufacture & Supply Of
LIST OF APPROVED VENDORS FOR MANUFACTURE & SUPPLY OF M&C ITEMS Index Welding consumables items Clarification to be sought Sr. no Items Category from 1 Manual Metal Arc Welding Electrodes, Class A1 I DD/Weld/M&C 2 Manual Metal Arc Welding Electrodes, Class A2 I DD/Weld/M&C 3 Manual Metal Arc Welding Electrodes, Class A3 I DD/Weld/M&C 4 Manual Metal Arc Welding Electrodes, Class A4 I DD/Weld/M&C 5 Manual Metal Arc Welding Electrodes, Class B1 I DD/Weld/M&C 6 Manual Metal Arc Welding Electrodes, Class B2 I DD/Weld/M&C 7 Manual Metal Arc Welding Electrodes, Class B3 I DD/Weld/M&C 8 Manual Metal Arc Welding Electrodes, Class B4 I DD/Weld/M&C 9 Manual Metal Arc Welding Electrodes, Class C1 I DD/Weld/M&C 10 Manual Metal Arc Welding Electrodes, Class C2 I DD/Weld/M&C 11 Manual Metal Arc Welding Electrodes, Class D I DD/Weld/M&C 12 Manual Metal Arc Welding Electrodes, Class E1 I DD/Weld/M&C 13 Manual Metal Arc Welding Electrodes, Class E2 I DD/Weld/M&C 14 Manual Metal Arc Welding Electrodes, Class F I DD/Weld/M&C 15 Manual Metal Arc Welding Electrodes, Class G I DD/Weld/M&C 16 Manual Metal Arc Welding Electrodes, Class H4A I DD/Weld/M&C 17 Manual Metal Arc Welding Electrodes, Class H4B I DD/Weld/M&C 18 Manual Metal Arc Welding Electrodes, Class K I DD/Weld/M&C 19 Manual Metal Arc Welding Electrodes, Class L I DD/Weld/M&C 20 Manual Metal Arc Welding Electrodes, Class M1 I DD/Weld/M&C 21 Manual Metal Arc Welding Electrodes, Class M2 I DD/Weld/M&C 22 Manual Metal Arc Welding Electrodes, Class M3 I DD/Weld/M&C 23 Manual Metal Arc Welding Electrodes, -

Statement of Unclaimed Dividend As of 31St March 2017
ADOR WELDING LIMITED CIN: L70100MH1951PLC008647 Nature of Amount: Amount of Unclaimed & Unpaid Dividend NAME ADD1 ADD2 ADD3 ADD4 DPID FOLIO NO. AMOUNT PROPOSED / CLIENT (Rs.) DATE TO ID TRANSFER TO IEPF PUSHPA DHIRAJLAL POOJARA NANI BAZAR DHRANGADHRA 363310 000009 1350.00 04-OCT-2017 M RAMA MOHAN S-1 MADHUVAN APTS MADHU GARDEN VIJAYAWADA 520010 000302 450.00 04-OCT-2017 SUSHILABEN M PATEL 18 SHANTIKUNJ SOC NO 2 GIDC ROAD MANJALPUR VARODARA 390011 000492 1482.00 04-OCT-2017 THE INDIA FUND INC DEUTSCHE BANK AG KODAK HOUSE 22 DR D N ROAD FORT MUMBAI 400001 000511 150.00 04-OCT-2017 SURESH THAVARDAS MEHTA EKTA FASHIONS P O BOX 6239 DUBAI U A E 111111 000590 1350.00 04-OCT-2017 VINOD THAVARDAS MEHTA EKTA FASHIONS P O BOX 6239 DUBAI U A E 111111 000593 1350.00 04-OCT-2017 NITESH KUMAR SHAH A/6 MOON VIHAR FLATS OPP SWASTIK SCHOOL ISHWER BHUVAN ROAD NAVRANGPURA AHMEDABAD 380014 000614 582.00 04-OCT-2017 BISHNU CHAND YADAV C/O P KEDIA & CO. 29-B RABINDRA SARANI 3RD FLOOR R NO 12-E KOLKATA 700073 000795 3000.00 04-OCT-2017 MANORMA MUNDRA C/O SURAJMAL SHOBHACHAND 12 GOVT PLACE EAST 2ND FLR KOLKATA 700069 000881 690.00 04-OCT-2017 MAHESH C BRAHMBHATT 12-A SANGAM CHS LTD S V ROAD SANTACRUZ WEST MUMBAI 400054 000926 900.00 04-OCT-2017 PRIYA RAO TCS LTD ABN AMRO ODC 3RD FL QUADRA II OPP MAGARPATTA CITY HADAPSAR PUNE 411028 001039 1482.00 04-OCT-2017 ANJAL NIRANJAN KARIYA 46 LAKE VIEW EDGEWARE MIDDLESEX HASTRU U K 111111 001051 900.00 04-OCT-2017 MANJU GARG 57 JAYOTI APARTMENTS PARWANA ROAD PITAM PURA DELHI 110034 001069 600.00 04-OCT-2017 ALOKE RANJAN BISWAS SEC VII/ HOUSE NO. -

Page # 1 / 7 Ador Welding Limited
ADOR WELDING LIMITED LIST OF SHAREHOLDERS WHOSE SHARES ARE LIABLE TO BE TRANSFERRED TO INVESTOR EDUCATION AND PROTECTION FUND (IEPF) AUTHORITY IN FY 2020-21 DUE DATE OF SRNO DPID LF CLTID HOLD NAME ADD1 ADD2 ADD3 ADD4 TRANSFER DELHI 1 A14457 90 ANIL AKASH BAJAJ FLAT NO 24 LEHNA SINGH MARKET 110007 29-Sep-20 DELHI 2 K12707 150 KASTURI LAL BHAMBRI B 49 GUJRANWALA TOWN DELHI 110009 29-Sep-20 NEW DELHI 3 K14417 7 KANTA THAKRAL B-129 MALVIYA NAGAR 110017 29-Sep-20 NEW DELHI 4 M12752 75 M S DAVAR A-4/7 KONARK APARTMENTS KALKAJI EXTNS 110019 29-Sep-20 NEW DELHI 5 R02241 150 RAMESH SANGTANI C/O MR DEWAN SANGTANI A-1/70,LAJPAT NAGAR, 110024 29-Sep-20 NEW DELHI 6 O12031 125 OM PRAKASH KHANNA ROAD NO 25 H NO 16 F FLOOR EAST PUNJABI BAGH 110026 29-Sep-20 NEW DELHI 7 V12087 247 VIMLESH KUMAR MEHROTRA TYPE II/41 B T P S STAFF COLONY BADARPUR,NEW DELHI 110044 29-Sep-20 DELHI 8 K14401 75 KANTA CHAUDHARY BK-18 SHALIMAR BAGH (W) DELHI 110052 29-Sep-20 NEW DELHI 9 V12866 150 VIMAL CHETAL 4-A, MOUNT KAILASH NEW DELHI 110065 29-Sep-20 HARYANA 10 V13416 75 VINAY MALIK 306/27, OPPOSITE 129-L MODEL TOWN ROHATAK 121001 29-Sep-20 LUDHIANA 11 G12450 247 GURMEET SINGH C/O NGP ENGINEERS G T ROAD HILLERGANJ 141003 29-Sep-20 LUDHIANA 12 K12419 247 KESAR KAUR 229-C MODEL TOWN EXTENSION 141003 29-Sep-20 AMRITSAR 13 R02248 150 RAMESH KUMAR GANDHI 63A RANI KA BAGH NEAR GOVT COLLEGE FOR WOMEN PUNJAB 143001 29-Sep-20 JALANDHAR CITY 14 S17345 22 SANJEEV KUMAR M/S LAKSHMI DIESELS MANDI ROAD 144001 29-Sep-20 NOIDA 15 T12665 100 TRIPTA VERMA D-23 SECTOR-15 201301 29-Sep-20 KANPUR -

BOARD of DIRECTORS We Care for the Well-Being of All Our Stakeholders and We Are Ethical & Responsible in Our Approach Towards Business
Make in India with ADOR WELDING LIMITED 65th Annual Report 2017-18 Utah REGISTERED & CORPORATE OFFICE CONSUMABLES MUMBAI RAIPUR PLANT SILVASSA PLANT Ador House, 6, K. Dubash Marg, Industrial Estate, Bilaspur Road, Survey No. 59 / 11 / 1, Fort, Mumbai 400 001-16, Raipur 493 221, Khanvel Road, Masat, Silvassa 396 230, Maharashtra, India. Chhasgarh, India. U.T. of Dadra & Nagar Haveli, India. Tel: +91 22 6623 9300 / 2284 2525 Tel: +91 771 6452 201 Tel: +91 704 6097 910 / 11 / 12 Fax: +91 22 2287 3083 Fax: +91 771 6542 201 E-mail: [email protected] E-mail: [email protected] E-mail: [email protected] [email protected] Abu Dhabi CONSUMABLES EQUIPMENT & PROJECT ENGINEERING CHENNAI PLANT AHMEDNAGAR PLANT CHINCHWAD PLANT Vandalur, Kelampakkam Road Plot B-5, MIDC Industrial Area, Survey No. 147/2B, Akurdi, Melakoaiyur, Nagar Manmad Road, Near Khandoba Mandir, Chinchwad, Chennai 600 127, Ahmednagar – 414 111 Pune 411 019, Maharashtra, India. Tamil Nadu, India. Maharashtra, India. Tel: +91 20 4070 6000 Tel: +91 44 2747 7116 Tel: +91 241 777 350 Fax: +91 20 4070 6001 E-mail: [email protected] E-mail: [email protected] To achieve high level of coustomer over satisfaction by INR 600 Cr providing innovative, Reliable and Quality Products & Services in a Prompt, Safe and Cost-effective manner & CORPORATE INFORMATION CORPORATE Annual Report 2017-18| 1 CONSOLIDATED FINANCIALS STANDALONE FINANCIALS STATUTORY REPORT CORPORATE PROFILE BOARD OF DIRECTORS We care for the well-being of all our stakeholders and we are ethical & responsible in our approach towards business. MS. ARUNA B. -

Rejectionorder 15072021.Pdf
ANNEXURE-I NAME OF DATE OF S.NO SRN NO APPLICANT FILING COMPANY NAME 63 MOONS TECHNOLOGIES 1 H83182857 MAHESH T SUKHWANI 17-08-2019 LIMITED DEEN BANDHU 2 H58126202 SHARMA 02-05-2019 AARTI DRUGS LIMITED DEEN BANDHU 3 H58123647 SHARMA 02-05-2019 AARTI INDUSTRIES LTD NARENDRAKUMAR A 4 H76799956 PATEL 09-07-2019 AARTI INDUSTRIES LTD VENKATESWARA RAO AARVEE DENIMS AND 5 H60385242 SANKA 23-05-2019 EXPORTS LTD AARVEE DENIMS AND 6 H87615696 AJAY KUMAR HAJELA 07-09-2019 EXPORTS LTD Satyamurti 7 H17787631 Ramasundar 03-10-2018 ABB INDIA LIMITED 8 H63608244 PRATIBHA KHOKHA 11-06-2019 ABB INDIA LIMITED DEEN BANDHU 9 H64413131 SHARMA 13-06-2019 ABB INDIA LIMITED PARUL 10 H77699916 MADANMONAN SHAH 17-07-2019 ABB INDIA LIMITED 11 H62803119 MILIND SHAH 06-06-2019 ABBOTT INDIA LIMITED MAHESH CHANDRA ACC INDIA PRIVATE 12 H87392148 VERMA 06-09-2019 LIMITED BIKRAM CHANDRA 13 H62606850 JENA 05-06-2019 ACC LIMITED NILA MANOJKUMAR 14 H77682912 SEVAK 17-07-2019 ACC LIMITED 15 H85852655 PYARE LAL GUPTA 30-08-2019 ACC LIMITED 16 H26448803 Rajkumar agrawal 01-11-2018 ACRYSIL LIMITED AD- MANUM FINANCE 17 H61190294 Suresh Kabra 29-05-2019 LIMITED ADANI PORTS AND SPECIAL 18 G71713549 Madhavi Kotta 27-12-2017 ECONOMIC ZONE LIMITED ADANI PORTS AND SPECIAL 19 H61556866 LAXMAN LAKHANI 30-05-2019 ECONOMIC ZONE LIMITED HALANI MAHADEVBHAI ADANI PORTS AND SPECIAL 20 H63312912 DAYARAMBHAI 09-06-2019 ECONOMIC ZONE LIMITED ADANI PORTS AND SPECIAL 21 H76083443 MANGILAL BANSAL 03-07-2019 ECONOMIC ZONE LIMITED ADANI PORTS AND SPECIAL 22 H76394642 annu goyal 04-07-2019 ECONOMIC ZONE -

PIPE WELDING Suraj Plaza III, 7Th Floor, Baroda [email protected] (0265) 2362 335/285 (0265) 2361 851 Sayajiganj, Vadodara - 390 005
LOCATION, ADDRESS, E-MAIL, TELEPHONE & FAX NOS. OF AREA / TERRITORY / FIELD OFFICES Location of Area / Territory / Field Offices Address E-mail Tel. Nos. Fax Nos. Mumbai Unit No.602, 6th Floor, Raheja Arcade, [email protected] (022) 2757 0099 (022) 2757 8770 Plot No.61, CBD Belapur, Navi Mumbai - 400 614. 2757 8770 No. 3, ‘Merces Towers’ 1st Floor, Vaddem, Near KTC Bus Stand, Vasco [email protected] (0832) 2510 190 (0832) 2500 382 Vaasco-Da-Gama, Goa - 403 802. P. B. No. 2, Akurdi, (020) 4070 6000 (020) 4070 6001 Pune [email protected] Chinchwad, Pune - 411 019. 4070 6026 2747 3751 17, Ganesh Colony, Pratap Nagar Square, Nagpur [email protected] (0712) 3299 172 (0712) 2287 363 Opp. Gurukripa Super Bazar, Ring Road, Nagpur - 440 022. PIPE WELDING Suraj Plaza III, 7th Floor, Baroda [email protected] (0265) 2362 335/285 (0265) 2361 851 Sayajiganj, Vadodara - 390 005. Survey 59/11/1, Khanvel Road, (0260) 3632 287 Silvassa -- (0260) 2632 776 Masat, Silvassa - 396 230. 3258 843 804-805, Sakar IV, Near Ellis Bridge, (079) 6661 2788 Ahmedabad [email protected] (079) 6661 2788 Ahmedabad - 380 006. 2657 9928 Complete Pipeline Welding Package 504, 5th Floor, Swagat Building, Opp. Hotel Regency, Jamnagar [email protected] (0288) 2665129 (0288) 2665129 Pandit Nehru Marg, Jamnagar- 361 008. from C-116, Naraina Industrial Area, (011) 4141 1049 Delhi [email protected] (011) 2579 5529 Phase 1, New Delhi - 110 028. 4141 1106 151, 1st Floor, Om Shubham Tower, Neelam Bata Road, (0129)4033 908 Faridabad [email protected] (0129) 4031 151 Faridabad - Haryana - 121 001. -

Notice of the 62Nd Annual General Meeting
NOTICE OF THE 62ND ANNUAL GENERAL MEETING To The Members, ADOR WELDING LIMITED Notice is hereby given that the Sixty Second Annual General Meeting of the Members of ADOR WELDING LIMITED will be held at Walchand Hirachand Hall, Indian Merchants’ Chamber, Churchgate, Mumbai – 400 020, Maharashtra, India on Thursday, 30th July, 2015 at 03:30 pm, to transact the following business:- ORDINARY BUSINESS: 1. To consider and adopt the Audited Financial Statements of the Company for the Financial Year ended 31st March 2015, together with Reports of the Directors’ and the Auditors, thereon. 2. To declare Dividend on Equity Shares for the Financial Year ended 31st March, 2015. 3. To appoint a Director in place of Ms. A. B. Advani (DIN 00029256), who retires by rotation and being eligible, offers herself for re-appointment. 4. To appoint a Director in place of Mr. R. A. Mirchandani (DIN 00175501), who retires by rotation and being eligible, offers himself for re-appointment. 5. To consider and, if thought fit, to pass, with or without modification(s), the following resolution as an ORDINARY RESOLUTION:- Appointment of M/s. Walker Chandiok & Co. LLP, Chartered Accountants, as Statutory Auditors and fixing their remuneration “RESOLVED THAT pursuant to Section 139, 142 and other applicable provisions, If any, of the Companies Act, 2013 and the Companies (Audit & Auditors) Rules, 2014, including any statutory modification(s) or re-enactment thereof, for the time being in force, M/s. Walker Chandiok & Co. LLP, Chartered Accountants, having Firm Registration -

Sl. No. COMPANY NAME
Sl. No. COMPANY NAME 1 3 GLOBAL SVCS PVT LTD 2 3i INFOTECH (ICICI INFOTECH LTD) 3 3M INDIA 4 4L IT SERVICES PRIVATE LTD 5 77 BANK 6 A C NIELSON 7 AAREAL BANK 8 AARTI DRUGS 9 AARTI INDUSTRIES 10 AARTI STEELS 11 AARVEE DENIM 12 AB MAURI INDIA PRIVATE LTD 13 ABAN LOYD CHILES 14 ABB 15 ABBOTT INDIA 16 ABBOTT LABORATORIES 17 ABERCROMBIE & FITCH 18 ABERTIS 19 ABHISHEK INDUSTRIES 20 ABITIBI CONSOLIDATED 21 ABN-AMRO HOLDING 22 ABSA GROUP 23 ACC 24 ACC RIO TINTO EXPLORATION LI 25 Accelrys Software solutions India Pvt Ltd 26 ACCENTURE 27 ACCIONA 28 ACCOR 29 ACE 30 ACER 31 ACERINOX 32 ACNIELSEN ORG-MARG PVT LTD 33 ACOM 34 ACS GROUP 35 ADANI EXPORTS 36 ADANI WILMAR 37 ADECCO 38 ADIDAS-SALOMON 39 ADLABS FILMS 40 ADOBE SYSTEMS 41 ADOR WELDING 42 ADVANCE AUTO PARTS 43 ADVANCED FIREFIGHTING TECH 44 ADVANCED INFO SERVICE 45 ADVANCED MICRO 46 ADVANTEST 47 AEGIS LOGISTICS 48 AEGON 49 AEM 50 AEON 51 AES 52 AETNA 53 AFFILIATED COMPUTER 54 AFLAC 55 AFTEK INFOSYS 56 AG EDWARDS 57 AG INDUSTRIES PVT LTD 58 AGCO 59 Agere systems India pvt ltd 60 AGFA-GEVAERT 61 AGGREGATE INDUSTRIES 62 AGILENT TECHNOLOGIES 63 AGRICULTURAL BANK GREECE 64 AGRIUM 65 AHMEDNAGAR FORGE 66 AHOLD 67 AICHI BANK 68 AIFUL 69 AIOI INSURANCE 70 AIR CHINA 71 AIR FRANCE-KLM GROUP 72 AIR INDIA . 73 AIR LINK INDIA 74 AIR LIQUIDE GROUP 75 AIR PRODS & CHEMS 76 AIRCEL DIGILINK INDIA LTD 77 AIRPORTS AUTHORITY OF INDIA 78 AISIN SEIKI 79 AJINOMOTO 80 AK STEEL HOLDING 81 Akamai Technologies 82 AKBANK 83 AKER 84 AKITA BANK 85 AKZO NOBEL GROUP 86 ALBERTO-CULVER 87 ALBERTSONS 88 ALCAN 89 ALCATEL 90 ALCOA 91 ALEMBIC 92 ALEXANDER FORBES 93 ALFA LAVAL (I) 94 ALFRESA HOLDINGS 95 ALITALIA AIRWAYS 96 ALITALIA GROUP 97 ALL NIPPON AIRWAYS 98 ALLAHABAD BANK 99 ALLEGHENY ENERGY 100 ALLERGAN 101 ALLIANCE & LEICESTER ALLIANCE CAPITAL ASSET 102 MANAGEMENT (INDIA) PVT. -
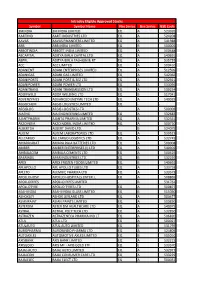
Symbol Symbol Name Nse Series Bse Series BSE Code 3MINDIA 3M
Intraday Eligible Approved Stocks Symbol Symbol Name Nse Series Bse Series BSE Code 3MINDIA 3M INDIA LIMITED EQ A 523395 AARTIIND AARTI INDUSTRIES LTD EQ A 524208 AAVAS AAVAS FINANCIERS LIMITED EQ A 541988 ABB ABB INDIA LIMITED EQ B 500002 ABBOTINDIA ABBOTT INDIA LIMITED EQ A 500488 ABCAPITAL ADITYA BIRLA CAPITAL LTD. EQ A 540691 ABFRL ADITYA BIRLA FASHION & RT EQ A 535755 ACC ACC LIMITED EQ A 500410 ADANIENT ADANI ENTERPRISES LIMITED EQ A 512599 ADANIGAS ADANI GAS LIMITED EQ A 542066 ADANIPORTS ADANI PORT & SEZ LTD EQ A 532921 ADANIPOWER ADANI POWER LTD EQ A 533096 ADANITRANS ADANI TRANSMISSION LTD EQ A 539254 ADORWELD ADOR WELDING LTD EQ B 517041 ADVENZYMES ADVANCED ENZYME TECH LTD EQ A 540025 AEGISCHEM AEGIS LOGISTICS LIMITED EQ - - AEGISLOG AEGIS LOGISTICS LTD. - A 500003 AIAENG AIA ENGINEERING LIMITED EQ A 532683 AJANTPHARM AJANTA PHARMA LIMITED EQ A 532331 AKZOINDIA AKZO NOBEL INDIA LIMITED EQ A 500710 ALBERTDA ALBERT DAVID LTD. - B 524075 ALKEM ALKEM LABORATORIES LTD. EQ A 539523 ALLCARGO ALLCARGO LOGISTICS LTD EQ A 532749 AMARAJABAT AMARA RAJA BATTERIES LTD. EQ A 500008 AMBER AMBER ENTERPRISES (I) LTD EQ A 540902 AMBUJACEM AMBUJA CEMENTS LTD EQ A 500425 APARINDS APAR INDUSTRIES LTD. EQ B 532259 APEX APEX FROZEN FOODS LIMITED EQ B 540692 APLAPOLLO APL APOLLO TUBES LTD EQ A 533758 APLLTD ALEMBIC PHARMA LTD EQ A 533573 APOLLOHOSP APOLLO HOSPITALS ENTER. L EQ A 508869 APOLLOPIPES APOLLO PIPES LIMITED - B 531761 APOLLOTYRE APOLLO TYRES LTD EQ A 500877 ASAHIINDIA ASAHI INDIA GLASS LIMITED EQ B 515030 ASHOKLEY ASHOK LEYLAND LTD EQ A 500477 ASIANPAINT ASIAN PAINTS LIMITED EQ A 500820 ASTERDM ASTER DM HEALTHCARE LTD. -

Life Enhancement of Industrial Components
LIFE ENHANCEMENT OF INDUSTRIAL COMPONENTS 44TH ANNUAL REPORT 2018-19 ADOR FONTECH LIMITED IS A FRONTRUNNER ORGANISATION THAT OPERATES ON THE PHILOSOPHY OF ‘PARTNERING’ WITH ITS CLIENTS IN RECOMMENDING AND IMPLEMENTING VALUE-ADDED RECLAMATION, FUSION, SURFACING, SPRAYING AND ENVIRONMENTAL SOLUTIONS. OUR VISION IS TO BE CONSIDERED AS THE PARTNER OF FIRST CHOICE BY OUR CUSTOMERS. OUR MISSION IS TO PARTNER WITH OUR CUSTOMERS IN IMPLEMENTING VALUE- ADDED RECLAMATION, FUSION, SURFACING, SPRAYING AND ENVIRONMENTAL SOLUTIONS. 01 CORPORATE INFORMATION THE BOARD OF DIRECTORS WHOLLY OWNED SUBSIDIARY Mr. A T Malkani Chairman 3D Future Technologies Private Limited Mr. H P Ledwani Managing Director Ador House 6K Dubash Marg Fort Mrs. N Malkani Nagpal Promoter Director Mumbai 400 001 Mr. N S Marshall Independent Director Mr. Santosh Janakiram Independent Director Mr. Rafique Abdul Malik Independent Director STATUTORY AUDITORS M/s. Srinivas & Subbalakshmi Chartered Accountants COMPANY SECRETARY Firm Registraon No. 011350S Ms. Geetha D 237 2nd Cross Cambridge Layout Halasuru Bengaluru 560 008 MANAGEMENT TEAM Mr. A T Malkani Mr. Melville Ferns SECRETARIAL AUDITOR Mr. H P Ledwani Mr. R Krishna Kumar Ms. Manjula Narayan Mr. Deep A Lalvani Mr. Rajesh V Joshi Company Secretary Mr. P Viswanathan Mr. S S Mohiuddin COP No. 10150 Mr. P Gopa Kumar Mr. Palgun Vembar 22/A, 4th Cross Venkateshwara Theatre Road Devasandra Krishnarajapuram Bengaluru 560 036 COMPLIANCE OFFICER Mr. Gagandeep Singh SHARE TRANSFER AGENT Integrated Registry Management Services Pvt. Ltd. CIN: -

45 Th Annual Report 2019-20
LIFE ENHANCEMENT OF INDUSTRIAL COMPONENTS 45TH ANNUAL REPORT 2019-20 ADOR FONTECH LIMITED IS A FRONTRUNNER ORGANISATION THAT OPERATES ON THE PHILOSOPHY OF ‘PARTNERING’ WITH ITS CLIENTS IN RECOMMENDING AND IMPLEMENTING VALUE-ADDED RECLAMATION, FUSION, SURFACING, SPRAYING AND ENVIRONMENTAL SOLUTIONS. OUR VISION IS TO BE CONSIDERED AS THE PARTNER OF FIRST CHOICE BY OUR CUSTOMERS. OUR MISSION IS TO PARTNER WITH OUR CUSTOMERS IN IMPLEMENTING VALUE- ADDED RECLAMATION, FUSION, SURFACING, SPRAYING AND ENVIRONMENTAL SOLUTIONS. 01 CORPORATE INFORMATION WHOLLY OWNED SUBSIDIARY 3D Future Technologies Private Limited Ador House 6K Dubash Marg Fort Mumbai 400 001 Mr. Rafique Malik Independent Director STATUTORY AUDITORS M/s. Praveen & Madan (Earlier name-Srinivas & Subbalakshmi) Chartered Accountants Firm Registration No. 011350S 237 2nd Cross Cambridge Layout Halasuru Bengaluru 560 008 Mr. A T Malkani Mr. Melville Ferns SECRETARIAL AUDITOR Mr. H P Ledwani Ms. Manjula Narayan Ms. Tanya H Advani Mr. S S Mohiuddin Company Secretary COP No. 10150 Mr. P Gopa Kumar 22/A, 4th Cross Venkateshwara Theatre Road Devasandra Krishnarajapuram Bengaluru 560 036 SHARE TRANSFER AGENT Integrated Registry Management Services Pvt. Ltd. CIN: U74900TN2015PTC101466 30 Ramana Residency 4th Cross Sampige Road Malleswaram Bengaluru 560 003 T: (080) 2346 0815 – 818 F: (080) 2346 0819 E: [email protected] BANKERS HDFC Bank Limited 8/24 Salco Centre Richmond Road Bengaluru 560 025 Syndicate Bank Industrial Finance Branch Manipal Centre Dickenson Road Bengaluru 560 042 GOODS AND SERVICES TAX REGISTRATIONS Bengaluru 29AABCA1724H1ZY Nagpur 27AABCA1724H1Z2 Gurugram 06AABCA1724H2Z5 02 21 30 63 74 79 115 124 130 170 Mr. Rafique Malik 03 NOTICE TO THE 45TH ANNUAL GENERAL MEETING NOTICE Notice is hereby given that the SPECIAL BUSINESS Forty Fifth Annual General 5.