Benchmark for Tap-Hole Lifecycle Management Practices in Silicomanganese Production When Submerged Arc Furnace Technology of Circular Design Is Applied
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Going Beyond
Going Beyond THE BIDVEST GROUP LIMITED DIRECTORY APRIL 2018 Index and Directory DirectoryAddingTitle value Name across Telephone Location the national economy Directory 2017 The Bidvest Group Limited Bidvest directory Title Name Telephone Location BIDVEST CORPORATE Bidvest Corporate Services Group chief executive Lindsay Ralphs +27 (11) 772 8700 Johannesburg Bidvest House, 18 Crescent Drive, Chief financial officer Mark Steyn Melrose Arch Executive director Gillian McMahon PO Box 87274, Houghton, 2041 Executive director Mpumi Madisa www.bidvest.com Group company secretarial Ilze Roux Group accounting Paul Roberts Group financial manager Lorinda Petzer Group internal audit Lauren Berrington Group taxation Dharam Naidoo Group retirement funds Lesley Jurgensen +27 (10) 730 0822 Johannesburg Group Treasurer Neil Taylor Corporate finance executive Phathu Tshivhengwa Corporate affairs executive Ilze Roux Business development executive Ravi Govender Financial manager Priscilla da Rocha Business relationship manager Amanda Davidson Commercial executive Akona Ngcuka Events and marketing manager Julie Alexander Bidvest Properties Bidvest House, 18 Crescent Drive, Chief financial officer Ferdi Smit +27 (11) 772 8786 Melrose Arch, 2196 Operational director Warren Kretzmar +27 (11) 772 8725 PO Box 87274, Houghton, 2041 Legal director Colleen Krige +27 (11) 772 8729 Fax: +27 (11) 772 8970 Bidvest Procurement Managing director Derek Kinnear +27 (11) 243 2040 Johannesburg Ground Floor, 158 Jan Smuts Avenue, Financial manager Ilze Rossouw Rosebank, 2196 Operations -
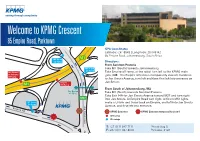
Welcome to KPMG Crescent
Jan Smuts Ave St Andrews M1 Off Ramp Winchester Rd Jan Smuts Off Ramp Welcome to KPMGM27 Crescent M1 North On Ramp De Villiers Graaff Motorway (M1) 85 Empire Road, Parktown St Andrews Rd Albany Rd GPS Coordinates Latitude: -26.18548 | Longitude: 28.045142 85 Empire Road, Johannesburg, South Africa M1 B M1 North On Ramp Directions: From Sandton/Pretoria M1 South Take M1 (South) towards Johannesburg On Ramp Jan Smuts / Take Empire off ramp, at the robot turn left to the KPMG main St Andrews gate. (NB – the Empire entrance is temporarily closed). Continue Off Ramp to Jan Smuts Avenue, turn left and then first left into entrance on Empire Jan Smuts. M1 Off Ramp From South of JohannesburgWellington Rd /M2 Sky Bridge 4th Floor Take M1 (North) towards Sandton/Pretoria Take Exit 14A for Jan Smuts Avenue toward M27 and turn right M27 into Jan Smuts. At Empire Road turn right, at first traffic lights M1 South make a U-turn and travel back on Empire, and left into Jan Smuts On Ramp M17 Jan Smuts Ave Avenue, and first left into entrance. Empire Rd KPMG Entrance KPMG Entrance temporarily closed Off ramp On ramp T: +27 (0)11 647 7111 Private Bag 9, Jan Jan Smuts Ave F: +27 (0)11 647 8000 Parkview, 2122 E m p ire Rd Welcome to KPMG Wanooka Place St Andrews Rd, Parktown NORTH GPS Coordinates Latitude: -26.182416 | Longitude: 28.03816 St Andrews Rd, Parktown, Johannesburg, South Africa M1 St Andrews Off Ramp Jan Smuts Ave Directions: Winchester Rd From Sandton/Pretoria Take M1 (South) towards Johannesburg Take St Andrews off ramp, at the robot drive straight to the KPMG Jan Smuts main gate. -

Legal Notices Wetlike Kennisgewings
Vol. 632 Pr t ri 16 February 2018 e 0 af Februane No. 41444 LEGAL NOTICES WETLIKE KENNISGEWINGS SALES IN EXECUTION AND OTHER PUBLIC SALES GEREGTELIKE EN ANDER QPENBARE VERKOPE 2 No. 41444 GOVERNMENT GAZETTE, 16 FEBRUARY 2018 IMPORTANT NOTICE: THE GOVERNMENT PRINTING WORKS WILL NOT BE HELD RESPONSIBLE FOR ANY ERRORS THAT MIGHT OCCUR DUE TO THE SUBMISSION OF INCOMPLETE / INCORRECT / ILLEGIBLE COPY. NO FUTURE QUERIES WILL BE HANDLED IN CONNECTION WITH THE ABOVE. CONTENTS / INHOUD LEGAL NOTICES / WETLIKE KENNISGEWINGS SALES IN EXECUTION AND OTHER PUBLIC SALES GEREGTELIKE EN ANDER OPENBARE VERKOPE Sales in execution • Geregtelike verkope ....................................................................................................... 11 Gauteng ...................................................................................................................................... 11 Eastern Cape / Oos-Kaap ................................................................................................................ 44 Free State / Vrystaat ....................................................................................................................... 45 KwaZulu-Natal .............................................................................................................................. 47 Limpopo ...................................................................................................................................... 50 Mpumalanga ............................................................................................................................... -

Directory of Organisations and Resources for People with Disabilities in South Africa
DISABILITY ALL SORTS A DIRECTORY OF ORGANISATIONS AND RESOURCES FOR PEOPLE WITH DISABILITIES IN SOUTH AFRICA University of South Africa CONTENTS FOREWORD ADVOCACY — ALL DISABILITIES ADVOCACY — DISABILITY-SPECIFIC ACCOMMODATION (SUGGESTIONS FOR WORK AND EDUCATION) AIRLINES THAT ACCOMMODATE WHEELCHAIRS ARTS ASSISTANCE AND THERAPY DOGS ASSISTIVE DEVICES FOR HIRE ASSISTIVE DEVICES FOR PURCHASE ASSISTIVE DEVICES — MAIL ORDER ASSISTIVE DEVICES — REPAIRS ASSISTIVE DEVICES — RESOURCE AND INFORMATION CENTRE BACK SUPPORT BOOKS, DISABILITY GUIDES AND INFORMATION RESOURCES BRAILLE AND AUDIO PRODUCTION BREATHING SUPPORT BUILDING OF RAMPS BURSARIES CAREGIVERS AND NURSES CAREGIVERS AND NURSES — EASTERN CAPE CAREGIVERS AND NURSES — FREE STATE CAREGIVERS AND NURSES — GAUTENG CAREGIVERS AND NURSES — KWAZULU-NATAL CAREGIVERS AND NURSES — LIMPOPO CAREGIVERS AND NURSES — MPUMALANGA CAREGIVERS AND NURSES — NORTHERN CAPE CAREGIVERS AND NURSES — NORTH WEST CAREGIVERS AND NURSES — WESTERN CAPE CHARITY/GIFT SHOPS COMMUNITY SERVICE ORGANISATIONS COMPENSATION FOR WORKPLACE INJURIES COMPLEMENTARY THERAPIES CONVERSION OF VEHICLES COUNSELLING CRÈCHES DAY CARE CENTRES — EASTERN CAPE DAY CARE CENTRES — FREE STATE 1 DAY CARE CENTRES — GAUTENG DAY CARE CENTRES — KWAZULU-NATAL DAY CARE CENTRES — LIMPOPO DAY CARE CENTRES — MPUMALANGA DAY CARE CENTRES — WESTERN CAPE DISABILITY EQUITY CONSULTANTS DISABILITY MAGAZINES AND NEWSLETTERS DISABILITY MANAGEMENT DISABILITY SENSITISATION PROJECTS DISABILITY STUDIES DRIVING SCHOOLS E-LEARNING END-OF-LIFE DETERMINATION ENTREPRENEURIAL -

Part 3: Status Quo 2008
PART 3: STATUS QUO 2008 2.1 Transportation Movement within the Rosebank Study Area is if not the most important, certainly one of the most important components of a well functioning Node. The Study Area has a well established functional road hierarchy/classification which has been identified by the Johannesburg Roads Agency taking the following factors into consideration: Vehicle volumes; Vehicle speeds; Traffic control measures; Surrounding land-use; Pedestrian activities; Pedestrian facilities; Public transport facilities; Mobility function; Accessibility function; Continuity; Traffic control; Providing connectivity; Strategic importance; Apparent road function; Regional importance. Although adjustments to these considerations are necessary in the light of the Gautrain Rapid Rail Link Project, the existing functional road hierarchy will assist as a point of departure for all other planning issues related to access, parking and trip making either through walking, cycling or driving within the precinct. The following provides a short summary of the different functional classes of roads and the meaning of these classes 5: Class 1: Trunk Roads (National and Regional Freeways) Generally these are rural roads. Their function is to facilitate the regional distribution of traffic. These can be national or provincial roads and include freeways, expressways, dual carriageways and single carriageway main roads. Continuous sections of these roads in urban areas should be designed as by-pass routes. Route continuity is important. Example: M1 Highway 5 National Guidelines for Traffic Calming, Department of Transport, March 1996 22 PART 3: STATUS QUO 2008 Class 2: Primary Distributors or Major Arterials (Distributor Roads) These roads constitute the primary road network for the urban area as a whole. -

Learning Curve 8% Offer Campuses
Learning Curve 8% Cash Back offer for student licence purchases made using Virgin Money Spot - Available for the following campuses: Name Address AAA School of Advertising 1st Floor, Bond Street Centre, Cnr Bram Fischer Drive & Bond Street, Kensington B, Randburg, 2194 BHC School of Design 72 Salt River Road, Woodstock, Cape Town, 7925 Boston City Campus & Business College 247 Louis Botha Avenue, Orchards, Orange Grove, Johannesburg 2192 Boston Media House 137, 11th Street,Parkmore, Johannesburg 2196 Cape Town College of Fashion Design 7 Delaney Road, Plumstead, Cape Town, 7801 Cape Town Creative Academy The Old Biscuit Mill, 375 Albert Road, Woodstock, Cape Town, 7915 Capricorn TVET College Die Meer Street,Polokwane 0699 Centurion Akademie - Rustenberg 39 Heystek Street, Rustenburg Centurion Academy 1023 Bank Avenue Centurion City Varsity Cape Town Coastal KZN FET College 1 Jameson Crescent, Congella, 4013, Durban Concept Interactive COMMUNITYWest Block, Tannery ARTS CENTRE, Park, 23 LEONARD Belmont AUALA Road, Rondebosch,STREET, WINDHOEK, Cape Town, NAMIBIA 7700 College of The Arts (Reseller: PC Centre) CTU Training Solutions Unit 26, Garsfontein Office Park, 645 Jacqueline Drive, Pretoria, 1788 Design Academy of Fashion 208 Albert Road, Woodstock, Cape Town, 7925 East London Management Institute 231 Oxford Street, East London, 5201 Elizabeth Galloway Fashions Techno Road, 26 Techno Avenue, Stellenbosch, 7600 Faculty Training Institute CT Faculty Training Institute Joburg Fedisa 81 Church Street, Cape Town, 8001 Friends of Design Business -
![Impact of Hybridisation in Two [I]Cossypha[I] Robin-Chat Species In](https://docslib.b-cdn.net/cover/4173/impact-of-hybridisation-in-two-i-cossypha-i-robin-chat-species-in-1244173.webp)
Impact of Hybridisation in Two [I]Cossypha[I] Robin-Chat Species In
Impact of hybridisation in two Cossypha robin-chat species in southern Africa Jean Mollett Corresp., Equal first author, 1 , Naadhirah Munshi Equal first author, 1 , Craig Symes 2 1 Science Faculty, School of Molecular and Cell Biology, University of the Witwatersrand, Johannesburg, South Africa 2 Science Faculty, School of Animal, Plant and Environmental Sciences, University of the Witwatersrand, Johannesburg, South Africa Corresponding Author: Jean Mollett Email address: [email protected] Chorister Robin-Chat Cossypha dichroa, a South African forest endemic, and Red-capped Robin-Chat C. natalensis, a widely distributed species in African forest and woodland, are inferred to hybridise in areas of sympatry. DNA was extracted from blood samples of C. dichroa (n = 18), C. natalensis (n = 47), and two phenotypic hybrids. The mitochondrial cytochrome c oxidase I (COI) gene was amplified by PCR and sequenced. Phylogenetic analysis was performed on the sequence data to investigate taxonomic status and putative interspecific hybridisation. Phenotypic hybrids grouped with C. natalensis, suggesting maternal parentage from that species. Intra- and interspecific genetic and geographic distances were compared between C. dichroa and C. natalensis to assess genetic introgression. Seven of the thirteen microsatellite primer pairs developed for C. natalensis cross amplified in C. dichroa. These seven markers were then used for further analysis. STRUCTURE v2.3.4 was used to assign individuals to a particular genetic cluster and determine any admixture. NEWHYBRIDS v1.1 was used to assign hybrid status to samples beyond the F1 generation. Despite the hybridisation events recorded between C. dichroa and C. natalensis they still form two separate clusters as expected, and two genetic clusters (K=2) were identified using STRUCTURE. -

Presented at the Ninth Annual Congress of the South African Association of Botanists from 18Th- 21St January, 1983 in Johannesburg
S. Afr. J . Bot., I 983, 2(3) 247 Summaries of papers presented at the ninth annual congress of the South African Association of Botanists from 18th- 21st January, 1983 in Johannesburg. Opsommings van referate wat gedurende die negende jaarlikse kongres van die Suid-Afrikaanse Genootskap van Plantkundiges van 18-21 Januarie, 1983 te Johannesburg gelewer is. Aspects of pollination in some South African monoecious Sade van Citrullus lana/us (Thunb.) Matsumura Nakai bestaan uit ongeveer figs (Ficus spp., Moraceae) 55 - 600Jo lipied op 'n droe-massabasis. Gedurende kieming is daar geen betekenisvolle verandering in die totale lipiedinhoud van die sade nie. iso H. Baijnath, S. Naicker and S. Ramcharun Sitroensuurliase (ICL)-aktiviteit bly ook betreklik laag totdat die eerste kiem Department of Botany, University of Durban-Westville, wortels verskyn en daarna neem die aktiwiteit skerp toe. Hierdie skerp Private Bag X54001 , Durban 4000. toename in JCL-aktiwiteit is afwesig by die sade wat aan waterspanning onderwerp word. As reported earlier, and as also observed in our studies, there is a very Die respiratoriese sloerfase by C. lanatus-sade word gekenmerk deur 'n close relationship between figs and chalcid wasps. This specialized part verhoging in RK-waardes. Die hoer RK-waardes val saam met 'n afname nership represents a perfectly co-evolved system which results in mutual in die konsentrasie reduserende verbinding en glukose-, fruktose-, sukrose benefit through structural co-ordination and precise synchronization of en raffinosekonsentrasies. In teenstelling hiermee is die hoer RK-waardes events. by die osmotikumbehandelde sade afwesig en vind daar betreklik min Although the general sequence of events involving pollination, seed set verandering in die konsentrasie reduserende verbindings en die and the life history of pollinators are similar for the various species of figs, koolhidraatkonsentrasies plaas. -

Savage Instincts Excuse’ Which Has Jeremy Griffith Talking with Franklin Mukakanga, Tim Macartney-Snape and Stacy Rodger in Sydney on 3 March 2017
The Transcript of Part 3 of the 3-part video titled ‘Savage Instincts Excuse’ which has Jeremy Griffith talking with Franklin Mukakanga, Tim Macartney-Snape and Stacy Rodger in Sydney on 3 March 2017. This Part describes ‘Teleology & mechanistic science’. (To view the 3-part video see the WTM Transformation page at www.humancondition.com/ transformation/#candid-discussions*) © 2017 Fedmex© 2017 Pty Ltd Tim Macartney-Snape: You know, one of my first experiences of a negative reaction to our work was giving your book Free: The End of The Human Condition to a scientist, an anthropologist. And he was incredibly dismissive because he very quickly realised that it was promoting a teleological concept and that is just a no-go zone for science. Teleology is like ‘the devil’ to science. Jeremy: It’s an acknowledgement of Integrative Meaning. Teleology means ‘the tendency in nature to form wholes’ (Concise Oxford Dictionary, 5th edn, 1964), it’s an admission of Integrative Meaning. [Read more about Integrative Meaning in Freedom Essay 23*.] Tim: Whereas really, ‘the devil’ to science is egotism, people pushing their own theories. Jeremy: Yes, it’s really incestuous. Franklin, do you know Jan Smuts? www.humancondition.com/transcript-savage-instincts-excuse-pt3 * indicates a link 2 World Transformation Movement Franklin: Yes. Jeremy: He’s a very famous South African. The English named Jan Smuts Avenue and the Jan Smuts Airport in Johannesburg after him. Franklin: Yes, there’s the Jan Smuts Airport. Jeremy: But they’ve renamed it now because his legacy receives the same opposition as Cecil Rhodes’s legacy does because they were so exploitative. -

53 Dudley Road, Corner Bolton Avenue, Parkwood , Johannesburg, 2193
IMBEWU SUSTAINABILITY LEGAL SPECIALISTS (PTY) LTD: 53 Dudley Road, Corner Bolton Avenue, Parkwood , Johannesburg, 2193 Directions to IMBEWU using the Glenhove exit from the M1 South/North: • Take the Glenhove exit from M 1. Turn left into Glenhove if you are coming from the M1 South and right if you are coming from the M1 North. • Travel up Glenhove (which changes to Bolton Avenue*) – you will pass over the traffic light at Oxford Road (McDonalds will be on your right hand side). • After Oxford you will pass three more sets of traffic lights (Cradock, Bath and Sturdee). • Keep to the left of Bolton. • Very shortly after passing the Sturdee traffic light, you will need to take a slip way to the left into a service road. • Once you are on the service road, look out for Dudley Road which is the first left after entering the service road. • IMBEWU is located on the corner of Bolton Avenue (service road) & Dudley Road. * Please note that “Bolton” Avenue is incorrectly spelt “Bolten” on the map provided herewith. Directions to IMBEWU from Sandton / Randburg (North of Directions to IMBEWU from the Johannesburg City Centre Johannesburg along Jan Smuts Avenue): (South of Johannesburg along Jan Smuts Avenue): • Get onto Jan Smuts Avenue from William Nicol Road or • Cross Empire Road onto Jan Smuts Avenue travelling in a Republic/Bram Fischer/Conrad Drive (you will be travelling in northerly direction. a southerly direction). • Follow Jan Smuts Avenue – you will pass the JHB Zoo and • Follow Jan Smuts Avenue and after the junction between Jan Smuts will become one lane. -

Revenue Customer Service Centres
City of Johannesburg Metropolitan Municipality Revenue Shared Services Centre Thuso House PO Box 5000 Tel 0860 Joburg 61 Jorissen Street Johannesburg Braamfontein South Africa 2000 www.joburg.org.za REVENUE CUSTOMER SERVICE CENTRES CUSTOMER SERVICE CENTRES REGION A NAME OF CUSTOMER SERVICE PHYSICAL ADDRESS CATEGORY CENTRE Midrand CSC The Wilds, Waterfall Estate A Ebony Park CSC 1605 Acacia Road, Ebony Park B Ivory Fire Station 8712 Freedom Drive B Diepsloot CSC 383 Ngonyama Street, Diepsloot B Rabie Ridge CSC 3 Korhaan Street, Rabie Ridge B Ivory Park CSC 4326 Makhaya Drive, Ivory Park B Mayibuye CSC 2328 Terssa Street, Commercia Ext 34 B CUSTOMER SERVICE CENTRES REGION B NAME OF CUSTOMER SERVICE PHYSICAL ADDRESS CATEGORY CENTRE Randburg CSC Corner Bramfischer Drive and Jan Smuts Avenue Randburg A CUSTOMER SERVICE CENTRES REGION C NAME OF CUSTOMER SERVICE PHYSICAL ADDRESS CATEGORY CENTRE Roodepoort Civic Centre CSC 100 Christiaan De Wet Road, Florida Park A Roodepoort City Hall CSC 62 Berlandina cnr Dieperink Streets, Roodepoort A Cosmo City CSC 154 Angola Drive, Cosmo City B CUSTOMER SERVICE CENTRES REGION D NAME OF CUSTOMER SERVICE PHYSICAL ADDRESS CATEGORY CENTRE Dobsonville CSC 2332 Luthuli Street, Dobsonville B Jabulani CSC 1 Koma Road, Jabulani A Chiawelo CSC 989 Tshabuse Street, Chiawelo B Protea North CSC 299/49 Kunene Street, Protea North B Orlando East CSC 1425 Sofasonke Street, Orlando East B Diepkloof CSC 1729 Talani Street, Zone 1, Diepkloof B Meadowlands 47 CSC 7 Hekpoort Street, Meadowlands Zone 2 B Mofolo CSC 666 Elias -

Tel: 011 789 7992 110 Conrad Drive (Cnr Jan Smuts Avenue), Craighall Park to Randburg to Randburg to Sandton / Fourways
Tel: 011 789 7992 110 Conrad Drive (Cnr Jan Smuts Avenue), Craighall Park To Randburg To Randburg To Sandton / Fourways J William Nicol Dr. a n HillcrestAve No right S turn m u ts r. A ad D ve Conr Bram Fischer Dr. Ja n S m u ts McDonalds A Cnr Lancaster v 110 Conrad Drive e Cnr Conrad Dr. & Jan Smuts Ave Hyde Park GPS: S26°06.889’, E28°01.244’ Corner To Rosebank To Midrand / Pretoria Buccleuch interchange Bowling Ave N Rivonia Rd 1 M 1 W i l N l . i r a D m 3 Malibongwe Dr. r e N h i c c s o i l F D r South m . a r B Sandton CBD Marlboro Republic Rd Grayston Jan Smuts Ave Sandton W Grayston i l l i a m Katherine Republic Rd N i Conrad Dr. c Rivonia o l D r . Bompas Corlett Dr. M 1 N Oxford 3 Rosebank CBD To Johannesburg CBD To O.R. Tambo / Durban Tel: 011 789 7992 110 Conrad Drive (Cnr Jan Smuts Avenue), Craighall Park Directions to Hackle Brooke From N1: * Take the William Nicol Drive off ramp towards Sandton/Randburg. * Follow William Nicol through Byanston towards Sandton through the Main/William Nicol split. * You will pass Sandton Drive still heading towards Hyde Park. * After two robots, keep in the right hand lane (you’ll pass a Shell Garage on the far right) and take the first slipway to the right, heading back towards Randburg central on Jan Smuts Avenue. * Follow Jan Smuts through Craighall Park till you pass a robot at McDonalds.