Blending Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
User+Permit+Numbers.Pdf
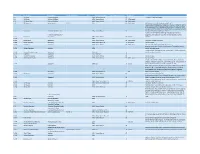
User Permit Brand Name Brand Owner Distillery (if Known) year Bottle Maker Name Bottle Maker Permit No. Bottle Size Notes D-1 Old Crow National Distillers 1968 Anchor-Hocking 67 "Traveler's Fifth" style bottle D-1 Old Taylor National Distillers 1958 Owens-Illinois 54 4/5ths quart D-1 Old Grand Dad National Distillers 1951 Owens-Illinois 55 4/5ths quart D-10 Old Forester Brown Forman KY 414 1952 66 4/5ths quart No logo present. Other markings include an 11. Design Patent: 73096 (patent assigned to Samuel C. Miller in 1927, in 1923 was president of Mattingly & Moore Distillery and after 1928 was part of the Frankfort Distillery Inc. Patent was used by Paul Jones D-11 Paul Jones Frankfort Distilleries Inc. 1936 Owens-Illinois 56 Whiskey of Frankfort Distillery in 1946) At this point the Frankfort Distilling Company was owned by Frankfort Distilleries Inc. / Seagram's. This bottle still uses the Frankfort Distillery permit D-11 Four Roses Seagram's 1949 Owens-Illinois 56 one pint number. D-125 1952 D-126 Calvert Extra Seagram's 1955 Owens-Illinois 65 4/5ths quart Also says: LP-5666 on bottom D-126 Calvert Whiskey Seagram's 1940 Anchor-Hocking 9 One Quart Found on Ebay D-126 Four Roses Seagram's 1956 Owens-Illinois 55 4/5ths quart Decanter style bottle with "gold" plastic cap questioning this one. Can't find confirmation. The distiller doesn't D-126 Golden Wedding Schenley 1958 match the brand owner. Found on Ebay. Markings on base include: A4 59 73. A4 is where the D-126 Seagram's Seven Crown Seagram's 1959 Ball 73 permit number normally is. -

COX's CREEK SHEPHERDSVILLE DANVILLE Elizabethtown Frankfort Lebanon Somerset Glasgow Owensboro the B-LINE
THE B-LINE 4 11 1 frankfort 3 7 10 13 16 SHEPHERDSVILLE 14 15 7 5 5 COX’S CREEK 8 Owensboro 2 12 6 Elizabethtown 9 DANVILLE Lebanon Miles Between Distilleries Angel’s EnvyBardstown BourbonBulleit Frontier CompanyEvan Whiskey WilliamsFour Experience Roses DistilleryHeaven HillJim Distilleries Beam DistilleryLux Row Maker’s MarkMichter’s Distillery FortOld Nelson Forester DistilleryO.Z. Tyler Rabbit Hole TownDistillery BranchWild Distillery Turkey WoodfordDistillery Reserve Distillery Angel’s Envy — 46 5 1 60 44 28 44 61 1 1 111 1 76 57 60 Bardstown Bourbon Company 46 — 48 47 47 5 20 3 31 47 45 127 46 59 43 56 Bulleit Frontier Whiskey 5 48 — 5 64 45 29 46 62 6 11 111 13 81 61 65 61 Evan Williams Experience 1 47 5 — 60 44 28 45 61 1 1 109 2 76 57 60 Four Roses Distillery 60 47 64 60 — 38 53 37 54 59 59 160 57 24 8 21 Heaven Hill Distilleries 44 5 45 44 38 — 18 4 18 44 42 124 43 60 45 56 Jim Beam Distillery 28 20 29 28 53 18 — 18 35 28 27 121 28 74 60 71 Lux Row 44 3 46 45 37 4 18 — 15 43 43 127 43 58 43 55 Maker’s Mark Distillery 61 31 62 61 54 18 35 15 — 59 58 134 58 75 61 72 Michter’s Fort Nelson Distillery 1 47 6 1 59 44 28 43 59 — 1 108 2 78 56 60 Old Forester 1 45 11 1 59 42 27 43 58 1 — 109 1 76 56 60 O.Z. -

Whiskey Bear’S Barrel Select Program
WHISKEY ASK US ABOUT OUR SELECTION OF RARE RELEASES & WHISKEY BEAR’S BARREL SELECT PROGRAM WHISKEY BEAR BARREL SELECT TASTE (0.5oz) POUR (1.5oz) Also available to purchase by the bottle. Ask your bartender for pricing. BULLEIT SINGLE BARREL 2020 - 1/3 5.50 13 BULLEIT SINGLE BARREL 2020 - 2/3 5.50 13 BULLEIT SINGLE BARREL 2020 - 3/3 5.50 13 NEW RIFF SINGLE BARREL “2019 WB STAFF PICK” 5 12 NEW RIFF SINGLE BARREL 2020 5 12 RUSSELL’S RESERVE SINGLE BARREL 6 15 TRAVERSE CITY BOURBON - BARREL STRENGTH 6 15 BOURBON TASTE (0.5oz) POUR (1.5oz) 1776 JAMES E. PEPPER 3.75 9 1792 SMALL BATCH 3.50 8 A.D. LAWS FOUR GRAIN BOTTLED-IN-BOND 7.25 18 ANGEL’S ENVY 4 10 ANGEL’S ENVY CASK STRENGTH 13 35 ANGEL’S ENVY OLOROSO SHERRY CASK-FINISHED 13 35 BARREL BOURBON - BATCH 18 6.50 16 BARREL HOUSE RESERVE 10YR 10.50 28 BASIL HAYDEN 4 10 BELLE MEADE CASK STRENGTH 7.25 18 BELLE MEADE XO COGNAC CASK-FINISHED 7.25 18 BENCHMARK NO. 8 2.50 6 All items subject to availability - v. 9.0 Please drink responsibly. BOURBON [CONT’D] TASTE (0.5oz) POUR (1.5oz) BIRD DOG 10YR VERY SMALL BATCH 3.75 9 BLADE AND BOW 5.50 13 BLANTON’S SINGLE BARREL 5.50 13 BLUE RUN 13YR BOURBON 9.50 24 BLUEGRASS DISTILLERS BLUE CORN SINGLE BARREL 5.50 13 BLUEGRASS DISTILLERS HIGH RYE BOURBON 4 10 BUFFALO TRACE 3 7 BULLEIT 3.50 8 BULLEIT 10YR 4 10 EAGLE RARE 3.50 8 CREAM OF KENTUCKY - BATCH 3 11.25 30 E.H. -

The Alcohol Textbook 4Th Edition
TTHEHE AALCOHOLLCOHOL TEXTBOOKEXTBOOK T TH 44TH EEDITIONDITION A reference for the beverage, fuel and industrial alcohol industries Edited by KA Jacques, TP Lyons and DR Kelsall Foreword iii The Alcohol Textbook 4th Edition A reference for the beverage, fuel and industrial alcohol industries K.A. Jacques, PhD T.P. Lyons, PhD D.R. Kelsall iv T.P. Lyons Nottingham University Press Manor Farm, Main Street, Thrumpton Nottingham, NG11 0AX, United Kingdom NOTTINGHAM Published by Nottingham University Press (2nd Edition) 1995 Third edition published 1999 Fourth edition published 2003 © Alltech Inc 2003 All rights reserved. No part of this publication may be reproduced in any material form (including photocopying or storing in any medium by electronic means and whether or not transiently or incidentally to some other use of this publication) without the written permission of the copyright holder except in accordance with the provisions of the Copyright, Designs and Patents Act 1988. Applications for the copyright holder’s written permission to reproduce any part of this publication should be addressed to the publishers. ISBN 1-897676-13-1 Page layout and design by Nottingham University Press, Nottingham Printed and bound by Bath Press, Bath, England Foreword v Contents Foreword ix T. Pearse Lyons Presient, Alltech Inc., Nicholasville, Kentucky, USA Ethanol industry today 1 Ethanol around the world: rapid growth in policies, technology and production 1 T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA Raw material handling and processing 2 Grain dry milling and cooking procedures: extracting sugars in preparation for fermentation 9 Dave R. Kelsall and T. Pearse Lyons Alltech Inc., Nicholasville, Kentucky, USA 3 Enzymatic conversion of starch to fermentable sugars 23 Ronan F. -

Better Whiskey Through Science! Leveraging a Public Corn Breeding Program to Improve Regional Whiskey Flavors and Create New Industries
Better Whiskey Through Science! Leveraging a public corn breeding program to improve regional whiskey flavors and create new industries Rob Arnold, MSc Seth C. Murray, PhD Head Distiller Associate Professor and Eugene Butler Endowed Chair Firestone & Robertson Distilling Co. Dept. of Soil & Crop Sciences PhD student, Texas A&M University Texas A&M University @TXDistiller @DrSethMurray What is Whiskey? https://www.winebags.com/The-Compendium-of-Alcohol-Ingredients-and-Processes-s/2054.htm Whiskey: generic. Distilled alcohol made with grain and aged in a wood barrel Most U.S. whiskeys use a lot of corn Bourbon whiskey: US Law: 51+% corn, distilled <80% alcohol, barreled at < 62.5% alcohol, new charred oak barrel Tennessee whiskey: Usually filtered through charcoal Texas whiskey: The best whiskey! Rye whiskey: 51+% rye (grain) Scotch whisky: Usually malted barley, distilled 2 times in Scotland Irish whiskey: Usually malted barley, distilled 3 times and aged 3 years in Ireland Most corn (maize, Zea mays L.) is not sweet corn Corn - $51.5 billion, 89 million acres, 404 million tons Sweet corn - $860 million, 495,000 acres, 4 million tons Plant breeding and agronomy have increased yields Brummer, E.C., W.T. Barber, S. Collier, T.S. Cox, R. Johnson, S.C. Murray*, R.T. Olsen, R.C. Pratt, and A.M. Thro. 2011. Plant breeding for harmony between agriculture and the environment. Frontiers of Ecology and the Environment 9:561–568. Data from USDA- NASS A need to feed the growing world population Nobel Laurate Dr. 10 billion people Norman Borlaug by 2050 “Father of the Green Revolution” Former Texas A&M Faculty Member http://www.worldfoodprize.org/ http://esa.un.org/unpd/wpp/Graphs/Probabilistic/POP/TOT/ 170 U.S. -

Irish Whiskey Specification
TECHNICAL FILE SETTING OUT THE SPECIFICATIONS WITH WHICH IRISH WHISKEY/UISCE BEATHA EIREANNACH/IRISH WHISKY MUST COMPLY Food Industry Development Division Department of Agriculture, Food and the Marine October 2014 Number of pages : 17 File reference: FD/36/073 Language: English (As registered by the European Union Commission Services) Table of Contents 1. NAME AND CATEGORY OF SPIRIT DRINK INCLUDING THE GEOGRAPHICAL INDICATION: 1 1.1. Name: 1 1.2. Category of spirit drink: 1 2. DESCRIPTION OF THE SPIRIT DRINK INCLUDING PRINCIPAL PHYSICAL, CHEMICAL AND ORGANOLEPTIC CHARACTERISTICS OF THE PRODUCT: 1 2.1. Principal Physical Characteristics: 1 2.1.1. Product description 1 2.1.2. Characteristics of Irish Whiskey compared to other whiskies 2 2.2. Classifications of “Irish Whiskey/Uisce Beatha Eireannach/Irish Whisky”: 3 2.3. Principal Chemical Characteristics: 3 2.3.1. Alcoholic Content: 3 2.4. Principal Organoleptic Characteristics: 3 3. DEFINITION OF THE GEOGRAPHICAL AREA CONCERNED: 3 4. THE METHOD FOR OBTAINING THE SPIRIT DRINK: 4 4.1. Stages in the Production Process: 4 4.1.1. Stage 1: Brewing 4 4.1.2. Stage 2: Fermentation 5 4.1.3. Stage 3: Distillation 5 4.1.3.1 Distillation using Pot Stills 5 4.1.3.2 Distillation using Column Stills 6 4.1.4. Stage 4: Maturation 7 4.1.5. Stage 5: Bottling 7 4.1.5.1 Chill filtration 7 4.1.5.2 Caramel colouring E150a 8 4.2. Production Processes for the varieties of Irish Whiskey/Uisce Beatha Eireannach/Irish Whisky: 8 4.2.1. Pot Still Irish Whiskey/Irish Pot Still Whiskey 8 4.2.2. -

Articles • Distilling Tradition: the Traditionalization of Craft
PAGE 89 • Articles • Distilling Tradition: The Traditionalization of Craft Moonshine at Bear Wallow Distillery CAROLINE HUNDLEY MILLER Indiana University, Bloomington Abstract: Moonshine has traditionally been defined by the illicit nature of its production. Increasingly micro-distilleries are basing their business on the production of “legal moonshine”—legally produced un-aged whiskey labelled by the distillers as moonshine. This paper draws primarily on ethnographic work at Bear Wallow Distillery to understand how the owners create a destination distillery by connecting their legal moonshine and distillery experience to a local moonshining tradition and a broader rural American imaginary. It will also explore issues of traditionalization and commodification of heritage through examining how micro-distilleries rely on a perceived connection with an “authentic” moonshine tradition even as they seek to challenge traditional definitions of moonshine in the development of their own moonshining tradition. Bear Wallow Distillery is a family-run craft micro-distillery in Gnaw Bone, Indiana, nestled in the hills of Brown County. Brown County, situated about an hour south o f Indianapolis, is a popular tourist destination, especially for outdoor recreation. Its beautiful outdoor attractions include Hoosier National Forest, Brown County State Park, Yellowwood State Forest, Lake Monroe, and Lake Lemon. The distillery opened in 2014 and is owned and operated by Susan Spagnuolo. The distillery is truly a family-run business: Susan’s son Adam is the head of production, her son Jon is in charge of marketing and creates all the labelling and logos, and her husband Mike works at the distillery entertaining customers with highly engaging tours on the weekends. -

Brand Listing for the State of Texas
BRAND LISTING FOR THE STATE OF TEXAS © 2016 Southern Glazer’s Wine & Spirits SOUTHERNGLAZERS.COM Bourbon/Whiskey A.H. Hirsch Carpenders Hibiki Michter’s South House Alberta Rye Moonshine Hirsch Nikka Stillhouse American Born Champion Imperial Blend Old Crow Sunnybrook Moonshine Corner Creek Ironroot Republic Old Fitzgerald Sweet Carolina Angel’s Envy Dant Bourbon Moonshine Old Grand Dad Ten High Bakers Bourbon Defiant Jacob’s Ghost Old Grand Dad Bond Tom Moore Balcones Devil’s Cut by Jim James Henderson Old Parr TW Samuels Basil Haydens Beam James Oliver Old Potrero TX Whiskey Bellows Bourbon Dickel Jefferson’s Old Taylor Very Old Barton Bellows Club E.H. Taylor Jim Beam Olde Bourbon West Cork Bernheim Elijah Craig JR Ewing Ole Smoky Moonshine Westland American Blood Oath Bourbon Evan Williams JTS Brown Parker’s Heritage Westward Straight Blue Lacy Everclear Kavalan Paul Jones WhistlePig Bone Bourbon Ezra Brooks Kentucky Beau Phillips Hot Stuff Whyte & Mackay Bonnie Rose Fighting Cock Kentucky Choice Pikesville Witherspoons Bookers Fitch’s Goat Kentucky Deluxe Private Cellar Woodstock Booze Box Four Roses Kentucky Tavern Rebel Reserve Woody Creek Rye Bourbon Deluxe Georgia Moon Kessler Rebel Yell Yamazaki Bowman Hakushu Knob Creek Red River Bourbon Bulleit Bourbon Hatfield & McCoy Larceny Red Stag by Jim Beam Burnside Bourbon Heaven Hill Bourbon Lock Stock & Barrel Redemption Rye Cabin Fever Henderson Maker’s Mark Ridgemont 1792 Cabin Still Henry McKenna Mattingly & Moore Royal Bourbon Calvert Extra Herman Marshall Mellow Seagram’s 7 -

Spirits List
PROPRIETARY SINGLE BARREL WHISKEY WHISTLEPIG OLD WORLD - HBC PERU Rye Whiskey finished in 100% Peruvian Rum Casks. Aged 12 years, Cut to 86° at Bottling .........................................................$25.00 Nose: Caramel and butterscotch. Palate: Distressed leather, light tobacco, new beach ball. Finish: Medium finish. Coats your tongue and disappears. EAGLE RARE - TEJAS KENTUCKY CLUB Aged 10 years, Cut to 90° at Bottling...........................................................$16.50 Nose: Light and approachable with vanilla shining through. Palate: Rich oak and soft caramel for days. Finish: Long and comfortable. WELLER FULL PROOF - EIGHT ROW FLINT Aged approximately 6 years, Cut to 114° at Bottling ..............................$16.50 Nose: Butterscotch, vanilla, and tobacco. Palate: Charred wood, fig, baking spices. Finish: It’s everything you look for in a great bourbon with lingering caramel notes. OLD FORESTER - BARREL PROOF Aged 5 years, Cask Strength at 126.6° ........................................................$16.50 Nose: Big baking spice notes off the bat. Palate: Sweet, heat, and a little more sweetness to finish it off.Finish: Nice, round mouthfeel - leaves you with a little something. BARRELL SINGLE BARREL - EIGHT ROW FLINT Aged 14 years, Cask Strength at 110.1°.................................................$20.00 Nose: Just like walking into a barrel room plus a little vanilla. Palate: Cherry, stone fruit, and all that woody goodness. Finish: Drinks a smidge hotter than it really is. You can feel it in your chest. OTHER PROPRIETARY SPIRITS L’ENCANTADA ARMAGNAC - SPACE COWBOY Our First Armagnac. Collaboration with Nasa Liquor, Houston, Texas Aged 18 years, Cask Strength at 99.2°........................................................$32.00 Nose: Honey notes evolve into sweet toffee and fig.Palate: Lively and long. -

E Ven Spring 2021 Irish Whiskey Japanese Whisky Canadian
GR VEN AN SE D WHISKEY BIBLE S PRING 2021 AMERICAN WHISKEY CANADIAN WHISKY COLORADO WHISKEY INTERNATIONAL WHISKEY IRISH WHISKEY JAPANESE WHISKY KENTUCKY BOURBON RYE WHISKEY SCOTCH WHISKY SEVEN GRAND SINGLE BARREL AMERICAN WHISKEY Availability subject to change Out of stock = BALCONES | TX Baby Blue 92 PF 8 Brimstone 106 PF 9 Pot Still Bourbon 92 PF 8 Single Malt 106 PF 12 True Blue 100 PF 9 BARRELL #5 Amaro Finish 13 Armida 112.1 PF 13 Bourbon 15 Year 106.52 PF 32 Dovetail 125.24 PF 14 Infinite 118.5 PF 12 Malmsey Madeira Finish 113 PF 16 New Year 2021 113.9 PF 15 Single Barrel Rye 13 Year 124.2 PF 15 Reisling Barrel 114.34 PF 16 Vatted Malt 117.5 PF 13 Whiskey Batch #005 118.4 PF 11 BASIL HAYDEN’S | KY Caribbean Rye 80 PF 8 Dark Rye 80 PF 8 BELLE MEADE | TN Sour Mash Bourbon 90.4 PF 7 Cognac Finish 90.4 PF 9 BERNHEIM | KY Straight Wheat 90 PF 7 BERTIES BEAR GULCH | TX 87 PF 8 BIB AND TUCKER | TN 92 PF 9 BLACKENED | IN 90 PF 8 BLAUM BROTHERS | IL Bourbon 100 PF 11 Bourbon Cask Strength 18 BLUE NOTE | TN 9 Year 93 PF 12 Juke Joint Whiskey 93 PF 12 BOONDOCKS | KY American Whiskey 11 Year 95 PF 8 Cask Strength 11 Year 127 PF 10 BULLEIT | KY Bourbon 90 PF 7 Bourbon Barrel Proof 120-125 PF 10 Bourbon 10 Year 91.2 PF 9 CLYDE MAY’S | AL 85 PF 7 CUTWATER BLACK | CA Skimmer Blend 90 PF 9 DEVIL’S SHARE | CA Small Batch Bourbon 92 PF 14 DEVILS RIVER | TX Barrel Strength Bourbon 117 PF 8 Small Batch Bourbon 90 PF 7 FEW | IL Blue Corn Bourbon 101 PF 10 Bourbon 93 PF 8 Single Malt 93 PF 11 FISTFUL OF BOURBON | NJ 90 PF 6 GARRISON BROTHERS | TX Small Batch Bourbon 94 PF 12 Single Barrel Bourbon 94 PF 15 GENTLEMAN JACK | TN 80 PF 7 GEORGE DICKEL | TN Barrel Select 7 No. -

On Tap from the Big Barrel Reserve List
On Tap Reserve List From The Big Barrel Ardbeg 21yr 46% $160 Ardbeg Grooves 51.6% $40 Ardbeg Kelpie 51.7% $49 1. Makers Radiator Select $17 Ardbeg Drum Committee 51.7% $41 A unique blend to Radiator Whiskey using 10 oak Ardbeg Supernova ’19 53.8% $50 staves picked out by the Radiator team on our trip Bainbridge Yama 45% $125 Balvenie 21yr 47.6% $50 to Kentucky. Each wood imparts a different Balvenie 17 yr 43% $38 flavor, mouthfeel or spice depending on the type Beam Beethoven Decanter from 1970’s $60 of stave and how many of each is used. Our final Beam Bowling Pin from 1970’s $65 stave selection: 2 Baked American, 2 Seared Beam Deer Decanter from 1980’s $40 French Cuvee, 4 Roasted French Mocha, and 2 Bomberger’s Declaration 20 54% $27 Toasted French Spice were all put back in the Bookers 30th Anniv 62.9% $64 Cream of Kentucky 51% $38 Makers Mark barrel to age an additional 3 months Elijah Craig 18yr 45% $26 to make this Radiator Select Makers Mark Elijah Craig 23yr 45% $46 Four Roses Lmt Ed Sml Batch ’17 54% $47 2. Redemption Wheated Bourbon $14 Four Roses Lmt Ed Sml Batch ’19 56.3% $45 Wheated bourbons have been a hot category for Four Roses 130th Annv Sml ’18 54.27% $52 years because of the soft notes wheat adds to the George T Stagg 62.45% $45 Hibiki 17 yr 43% $64 whiskey. This is a sourced whiskey from MGP, Hibiki 21yr 43% $100 meaning it’s distilled by them, and bottled by Highland Park Fire Edition 45.2% $85 Redemption. -

The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages
The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages © 2016 Robert A. Freitas Jr. All Rights Reserved. Abstract. Specialized nanofactories will be able to manufacture specific products or classes of products very efficiently and inexpensively. This paper is the first serious scaling study of a nanofactory designed for the manufacture of a specific food product, in this case high-value-per- liter alcoholic beverages. The analysis indicates that a 6-kg desktop appliance called the Fine Spirits Synthesizer, aka. the “Whiskey Machine,” consuming 300 W of power for all atomically precise mechanosynthesis operations, along with a commercially available 59-kg 900 W cryogenic refrigerator, could produce one 750 ml bottle per hour of any fine spirit beverage for which the molecular recipe is precisely known at a manufacturing cost of about $0.36 per bottle, assuming no reduction in the current $0.07/kWh cost for industrial electricity. The appliance’s carbon footprint is a minuscule 0.3 gm CO2 emitted per bottle, more than 1000 times smaller than the 460 gm CO2 per bottle carbon footprint of conventional distillery operations today. The same desktop appliance can intake a tiny physical sample of any fine spirit beverage and produce a complete molecular recipe for that product in ~17 minutes of run time, consuming <25 W of power, at negligible additional cost. Cite as: Robert A. Freitas Jr., “The Whiskey Machine: Nanofactory-Based Replication of Fine Spirits and Other Alcohol-Based Beverages,” IMM Report No. 47, May 2016; http://www.imm.org/Reports/rep047.pdf. 2 Table of Contents 1.